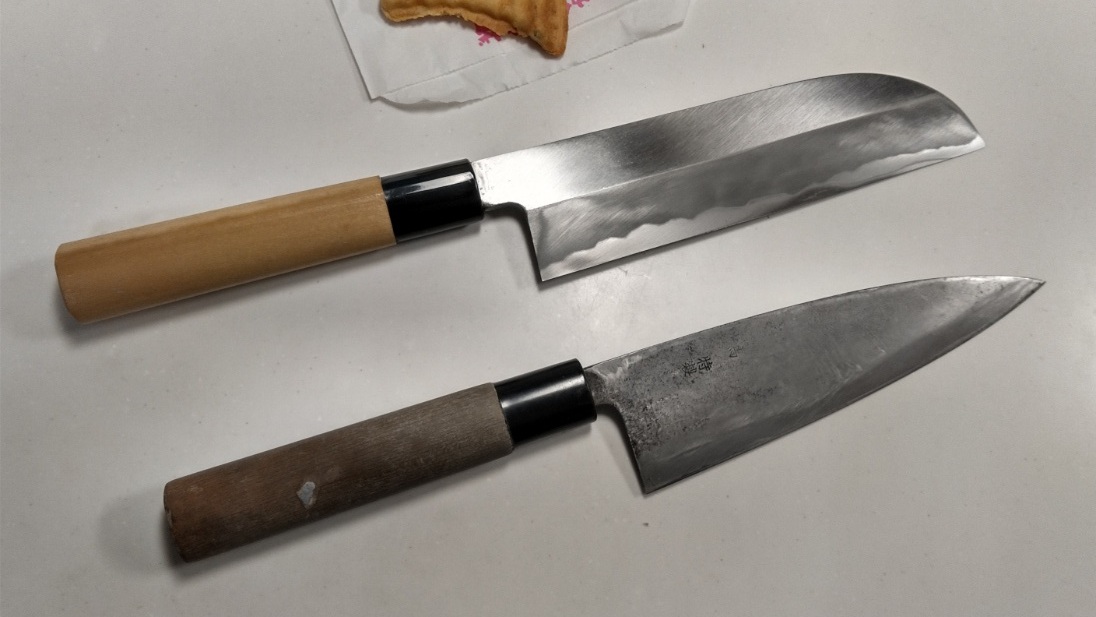
北海道のT様から、二本の本焼きを送って頂きました。柳と先丸タコ引きですが双方、いつもの御希望の仕様変更の他に、裏押しに付いての記載が有りました。
裏押しの幅が広がった部分が有るので、其処は狭められるだろうか?そして全体的に狭めて欲しいと。柳は、山脇刃物の物だそうですが、其処では裏に砥石の傷を付けない方針だったという事で、御自身で裏押しをしてみた所で御依頼と成りました。
初期段階で明確な小刃が付いている以外は、表(切り刃)の状態としては特筆すべき点は無さそうです。余分な凹凸も少ない、均等な研削が施されている印象です。
ただ、小刃の広い部分を狭めるには、(新品段階で裏を作り変えると言う非現実的な方法は論外ですので。しかも見事な鏡面でも有りますし)切り刃を研いで刃幅を狭める(必要であれば鎬筋を上げる)しか有りません。
最も気に成る裏押しの幅広の部分は、切っ先カーブ付近でしたが幸い?デザイン的に其の辺りの切り刃が広く取られて居た(幅として削りシロが多い)ものですから、切り刃の他の部分との整合性が崩れない範囲で処理できそうでした。
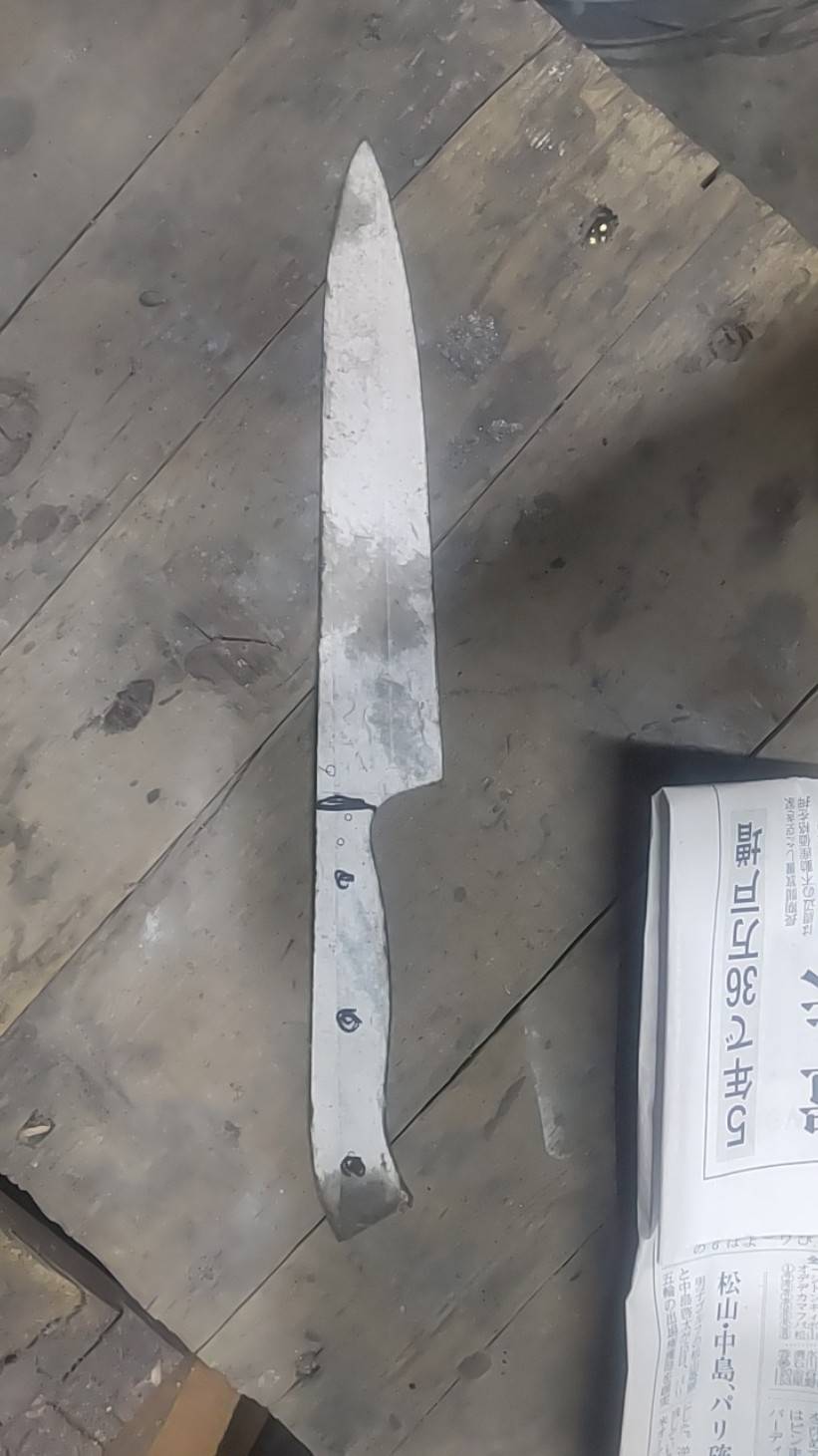
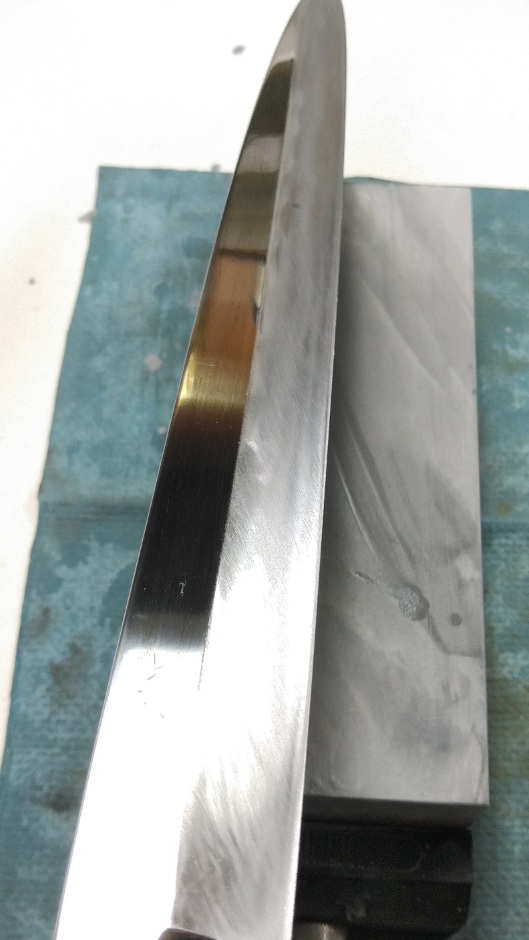
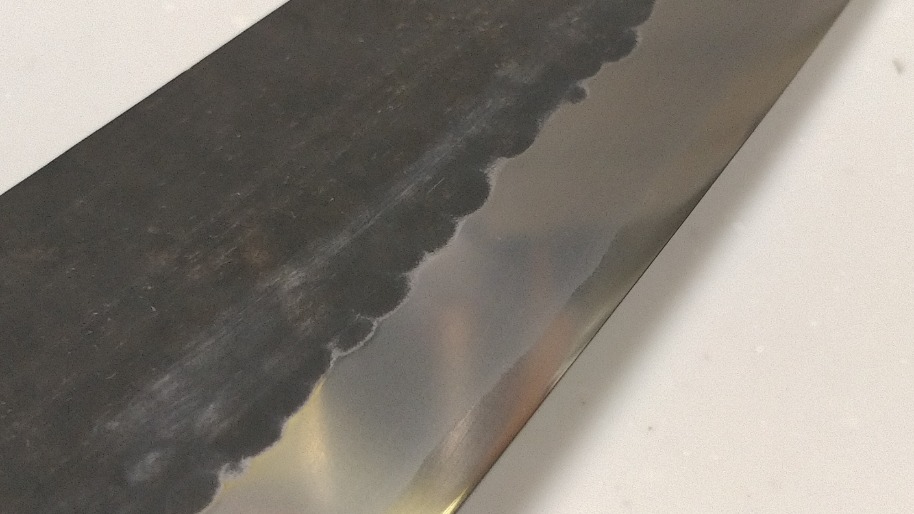
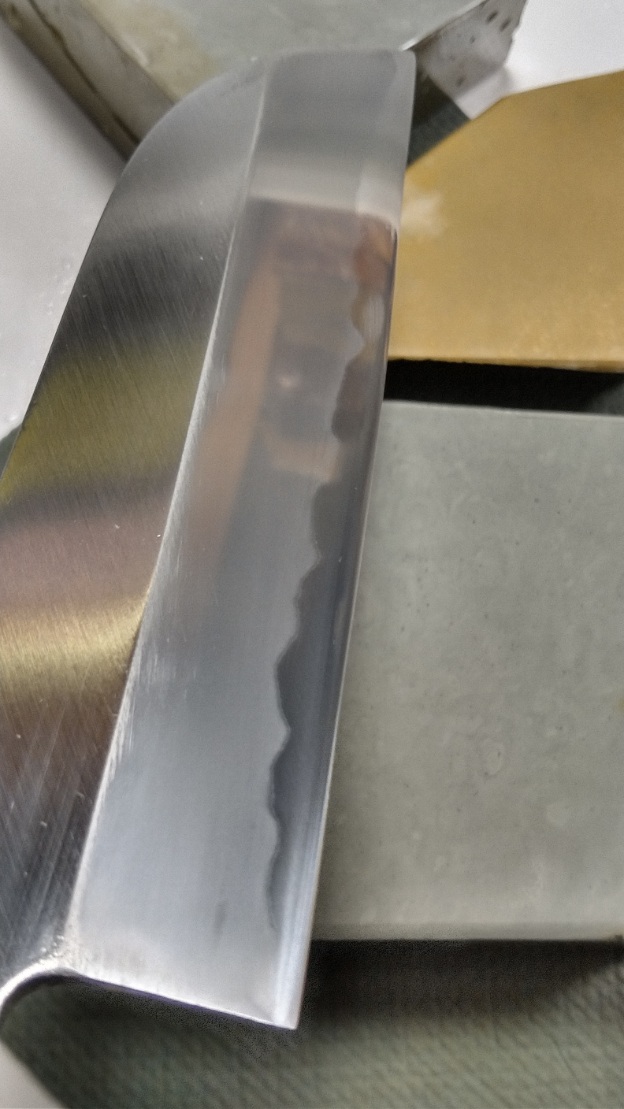
研ぎ前の状態



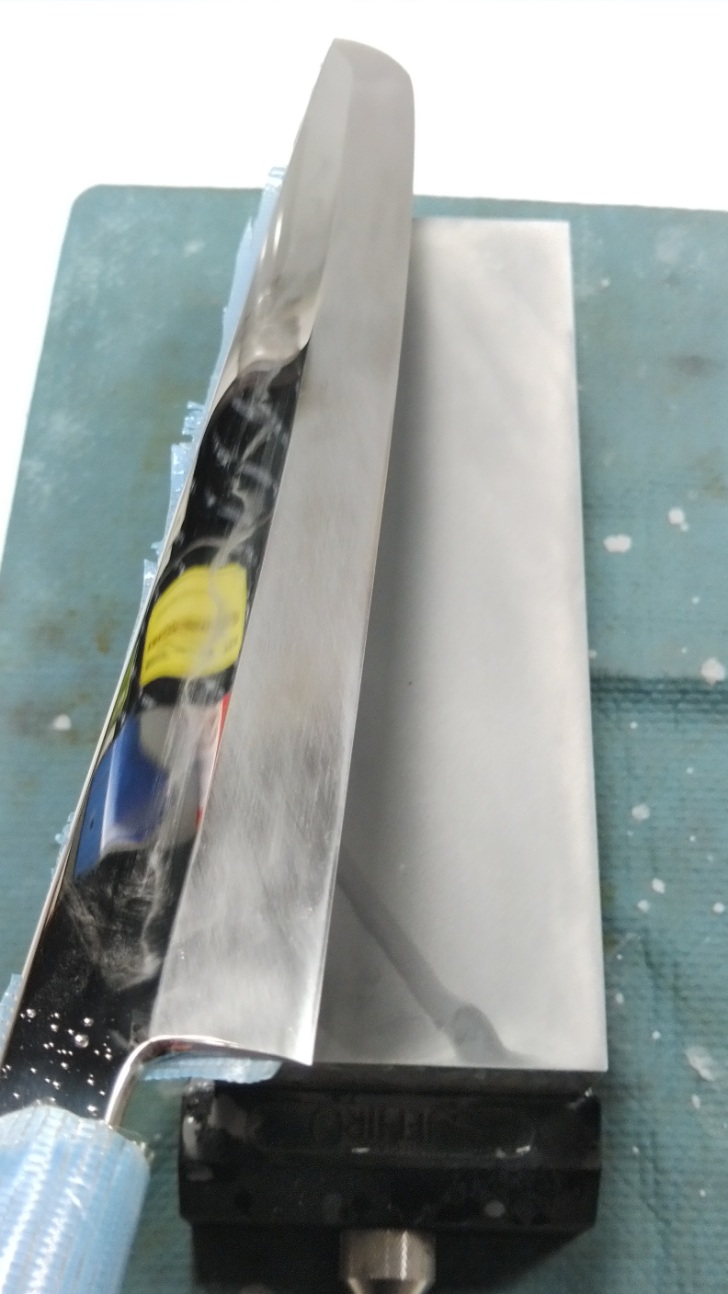
研ぎ始めは、人造の320番ですが此の時点から、裏面には養生テープを張って居ます。裏の鏡面を傷付けない様にとの御要望なので人造、特に荒い段階では最もリスクが高いからです。
研ぎが進むに従って、端から砥泥が蓄積し続けるだけで金属には浅い傷に成り得ますので、頻繁な洗浄も心掛けます。

研削痕の浅い1000番・3000番で320番の傷を消して行きます。

次に、当たりのソフトな(変形しやすい事にも繋がりますが)1000番で、均し研ぎです。
流石に、荒砥を用いて刃先を減らし続けて来ましたので(相応に返りが発生しますので)裏押しも挟む必要が有ります。しかし、養生テープを剥がすと薄っすら変色が。
養生テープの端の、刃体との段差部分に水分が溜まっての事でしたが、変色と言っても軽い錆では有りますので確実に落とさねば成長する可能性が高いです。

先ずは、対馬砥石で中仕上げをするに当たって、其の泥(荒過ぎず細か過ぎず)をも有効活用し、錆の除去を試みました。


著変が無かった為、目の細かいダイヤモンドペースト各種で細かい順に試し、効果が有った所から逆に戻って仕上げました。
除去には成功しましたが仮にも錆びでしたので、極微細な痕跡は残存してしまい恐縮です。しかし、短時間で機械的に作業するよりも手間暇を要するので、傷を避けるか錆を避けるかの二択を迫られるとも言え、悩ましい所です。

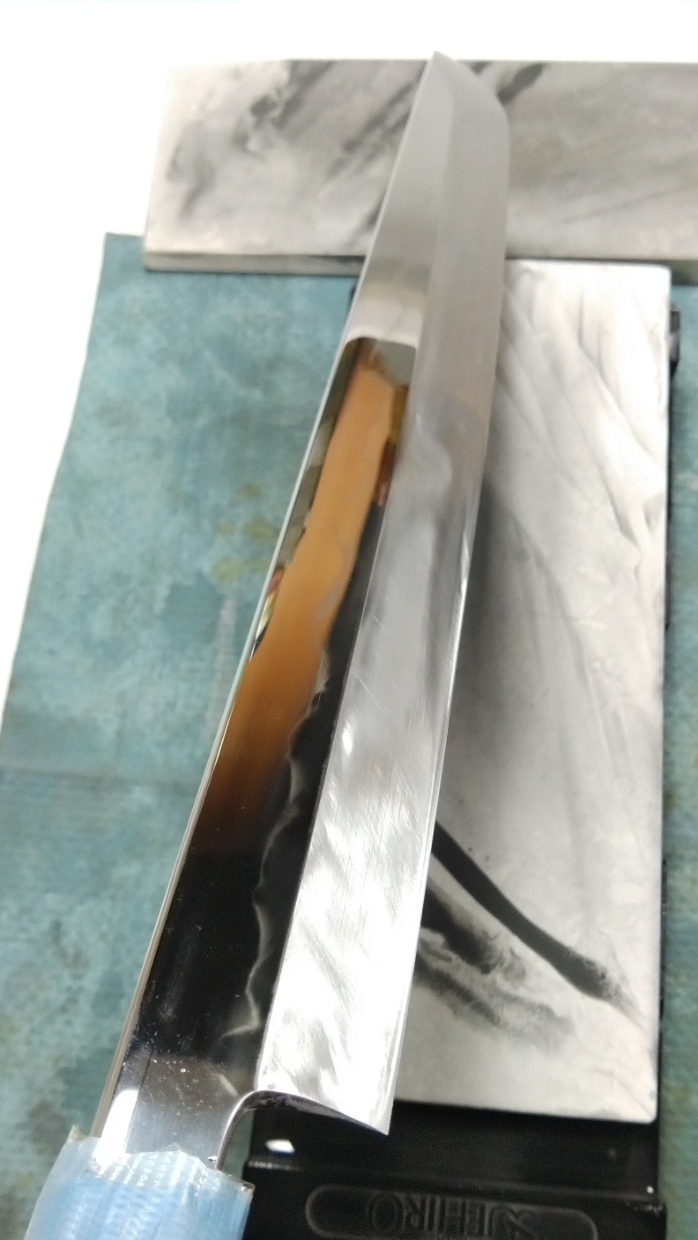
天然に移行し、丸尾山の中硬の巣板各種で仕上げ研ぎです。

次いで中山の巣板(若干戸前っぽくも有る)やや硬口で最終仕上げを狙って見ます。


切れは充分乍ら、切り刃の斑が僅かに気に成ったので、近い種類ながら少しずつ性格の異なる小さ目で、グラデーションの使い勝手を活かしつつ研ぎ目を揃えました。
ただ、相性の良さに気を良くして此処まで進んで来ましたが、そもそもの仕上がりの御希望は曇り方向だったのを思い出しました(笑)。しかし、まあ一応は現状を御覧頂き判断は其の時に御願いしようと保留に。


どうしても、返りの処理の(恐らく気の所為レベル)不均等が気に成り、刃先と裏押しに軽く水浅葱も当てて置きました。

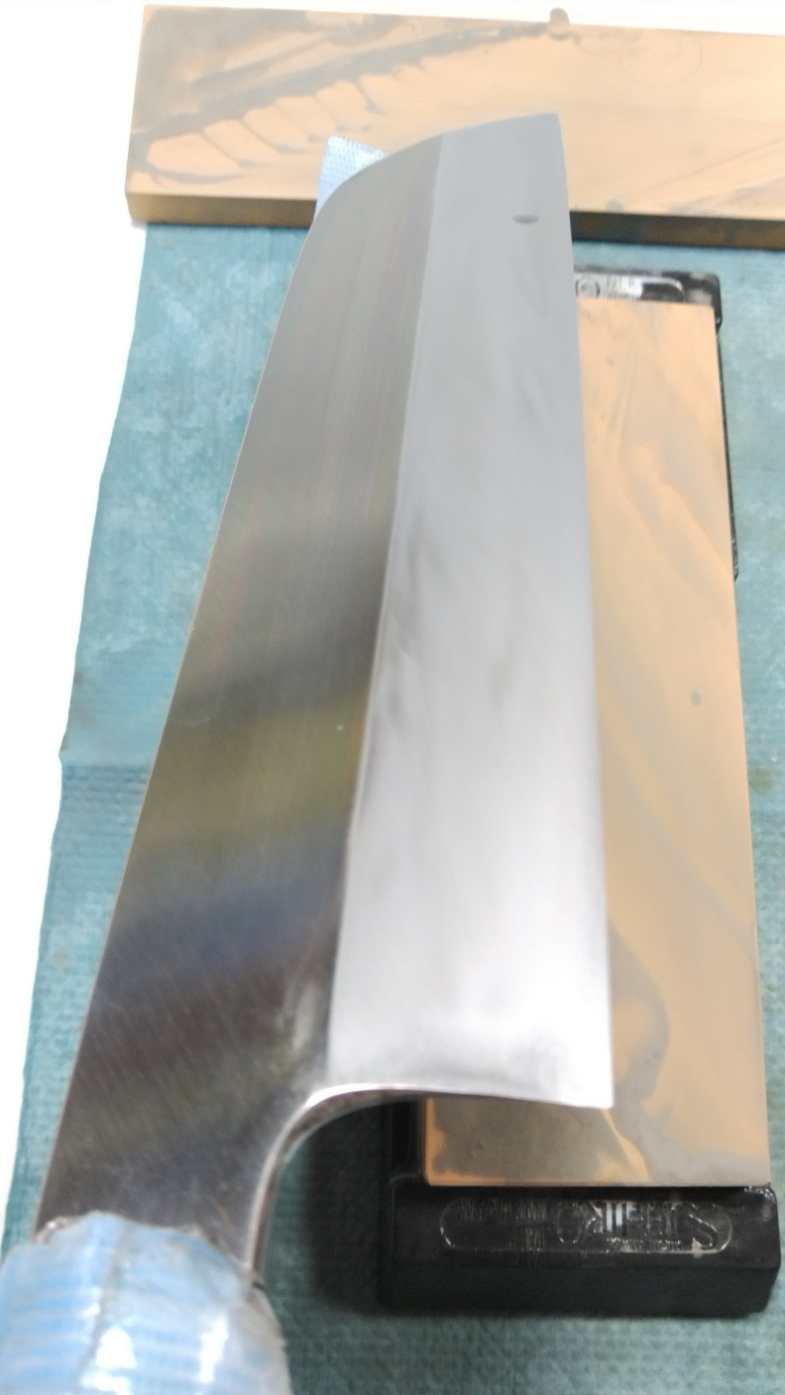
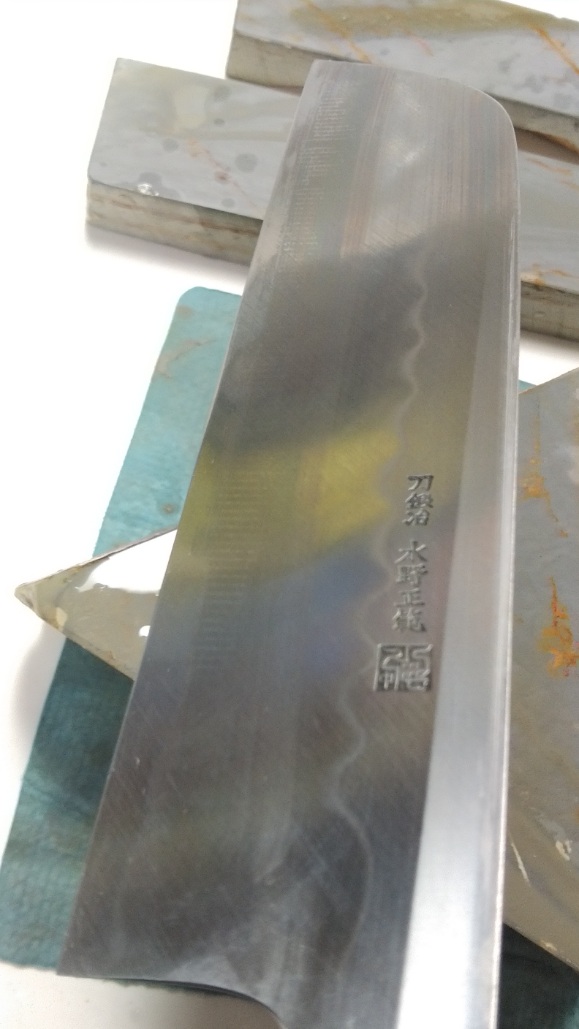
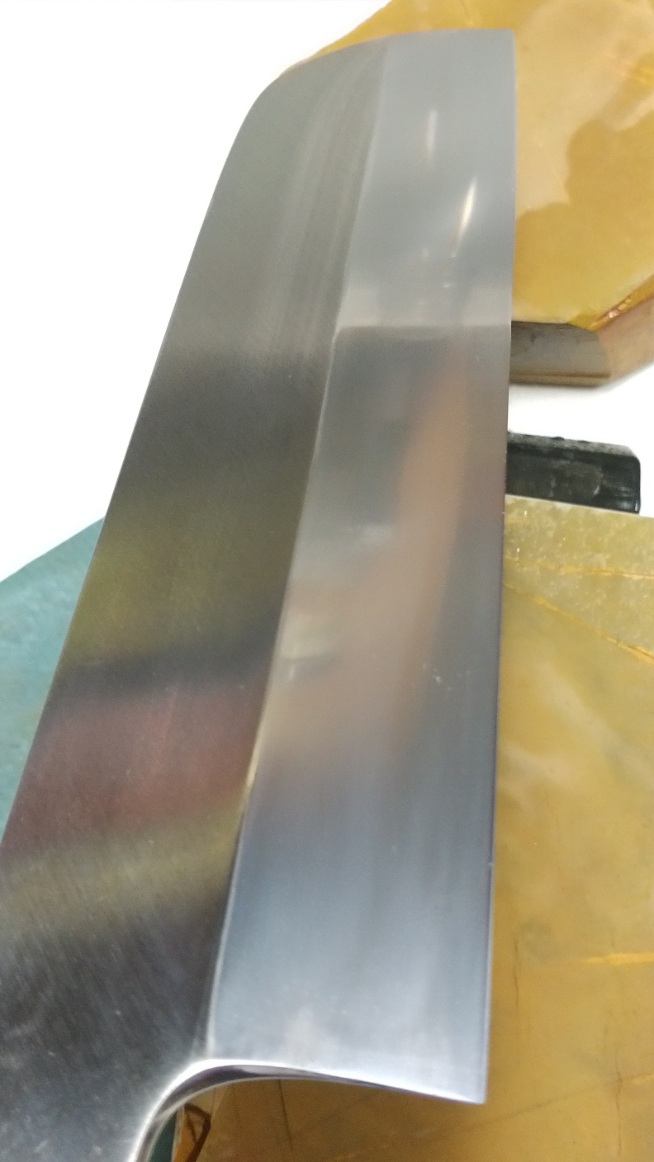
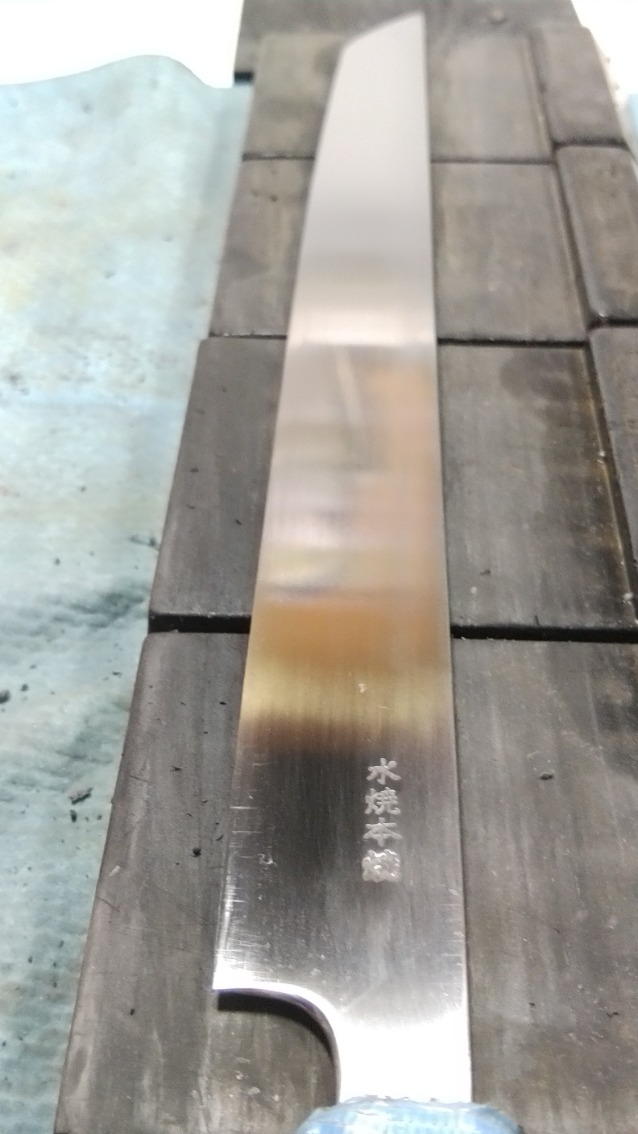
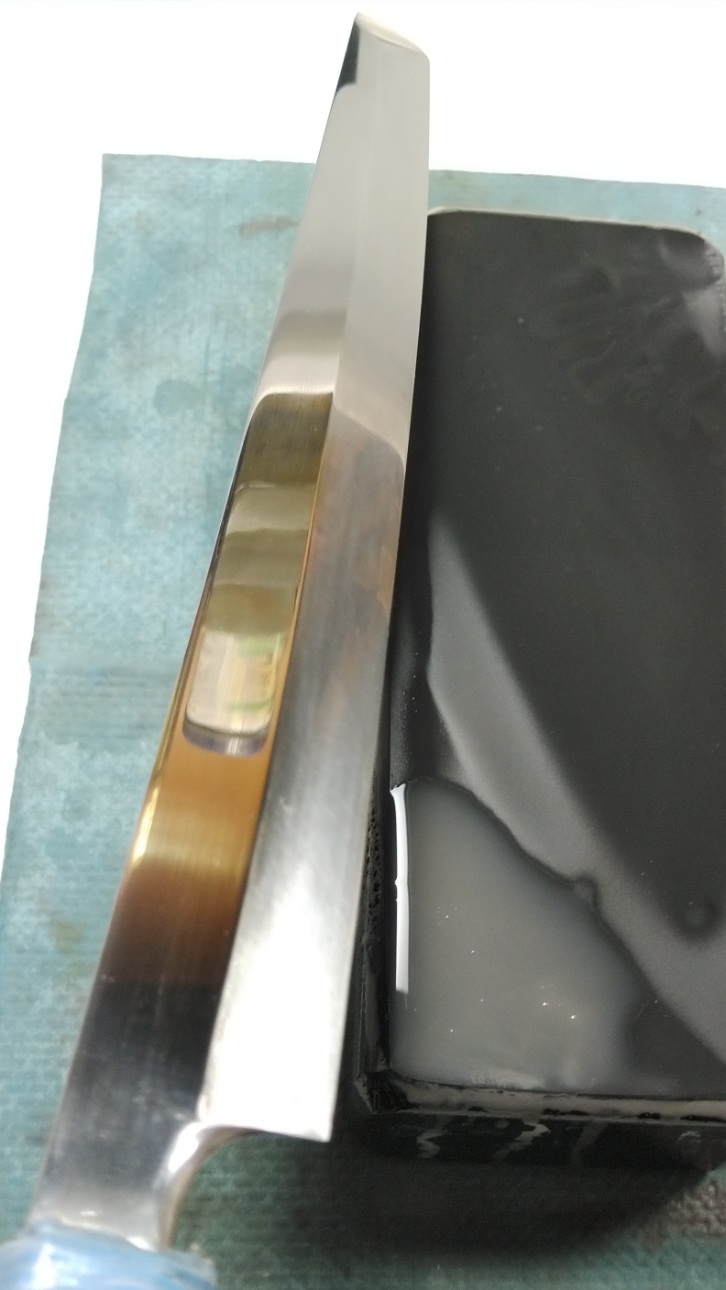
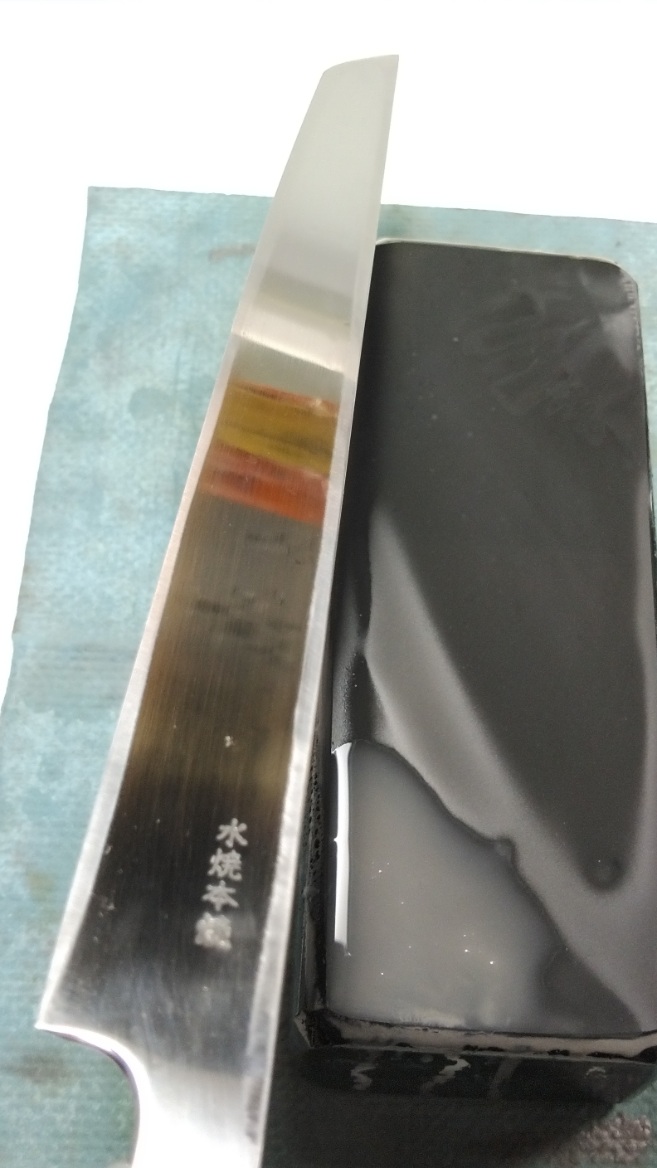
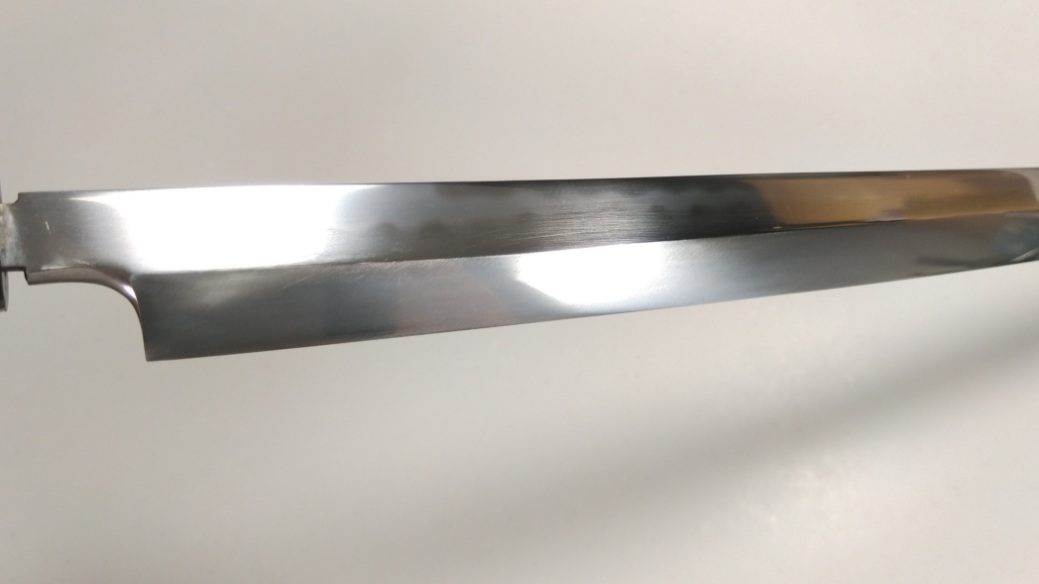
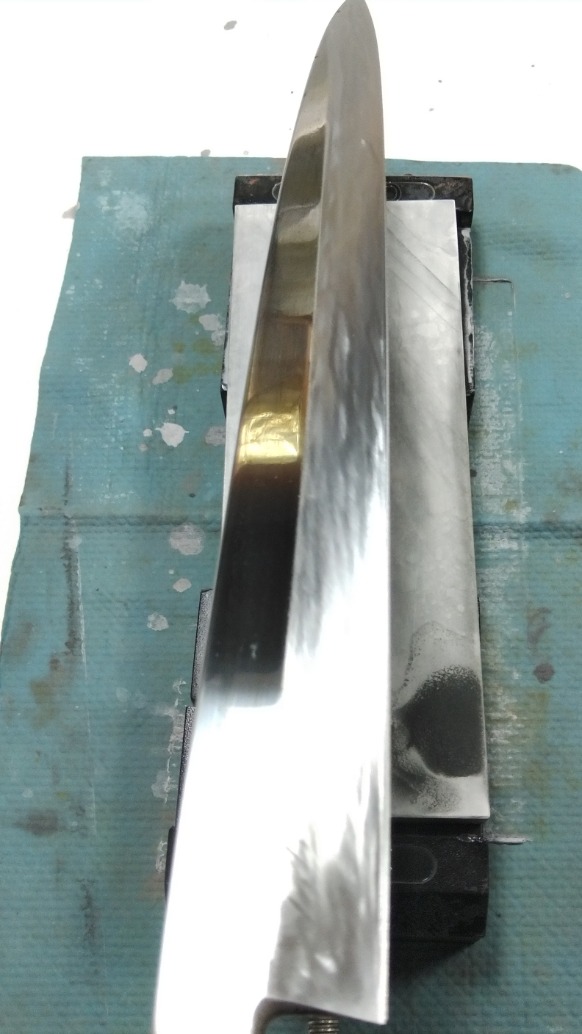
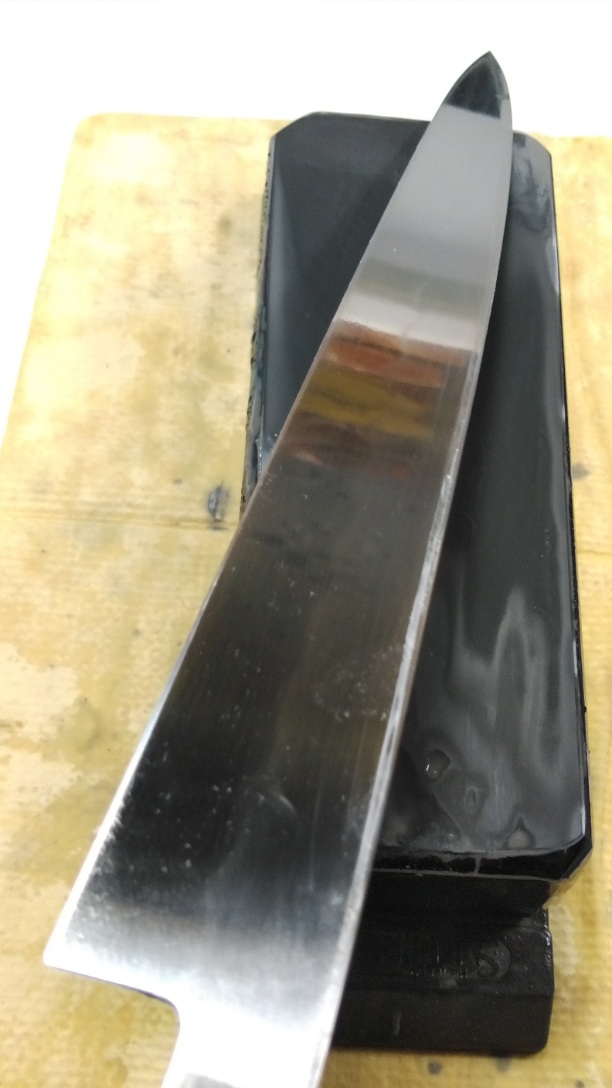
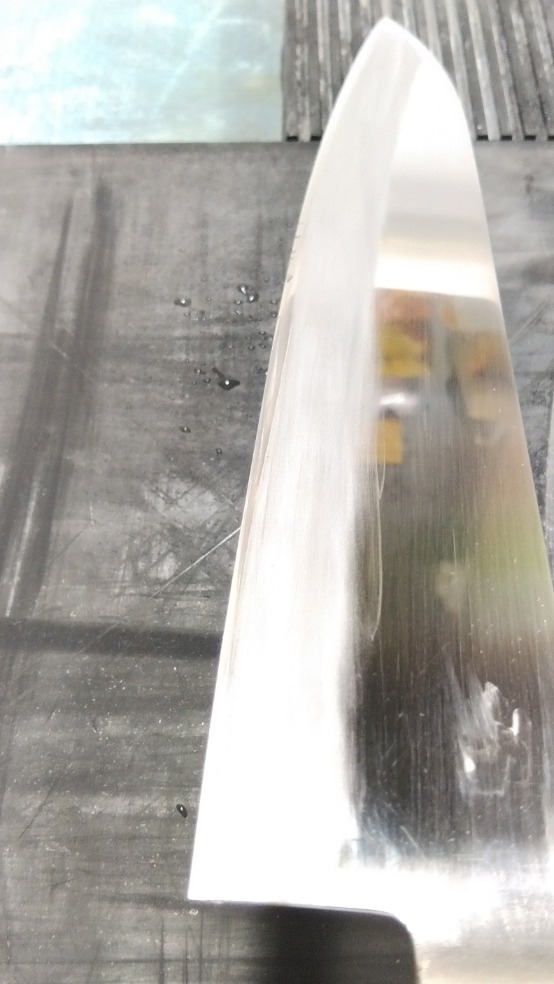
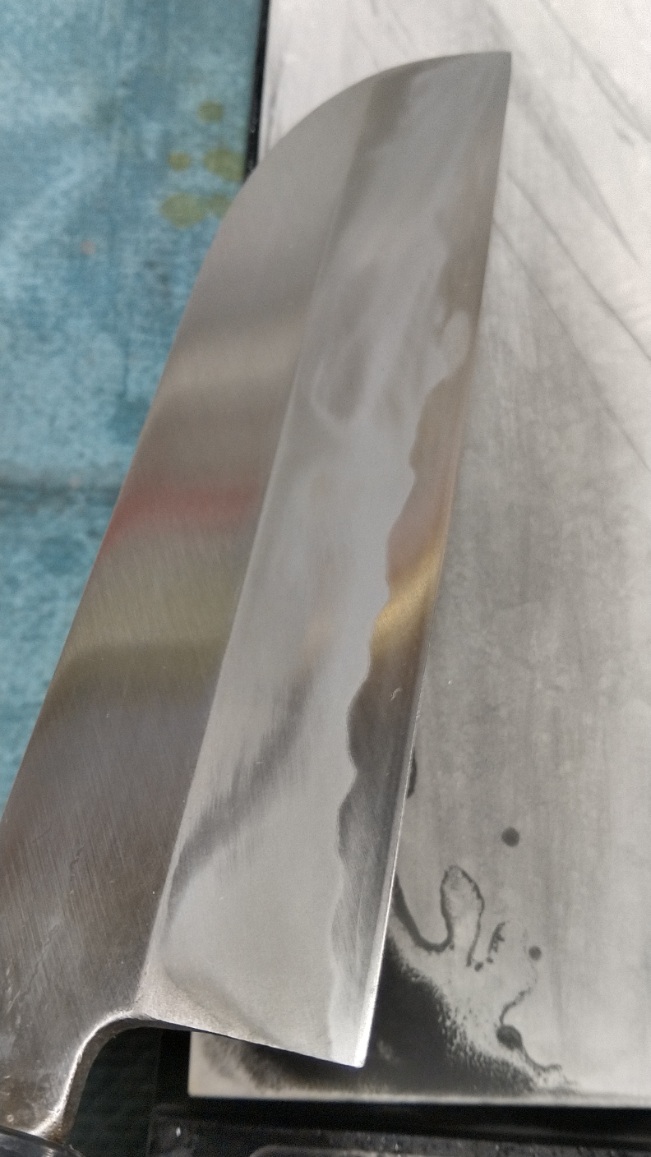
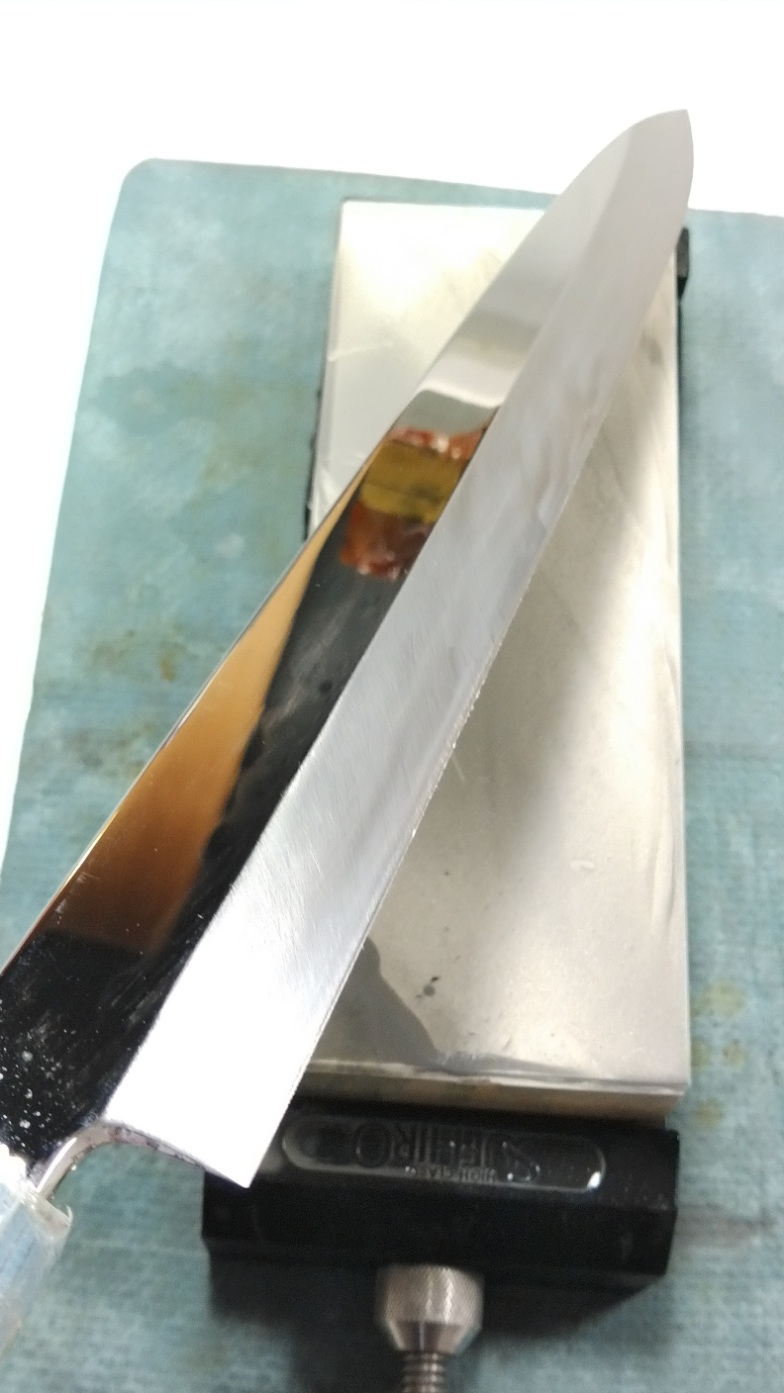
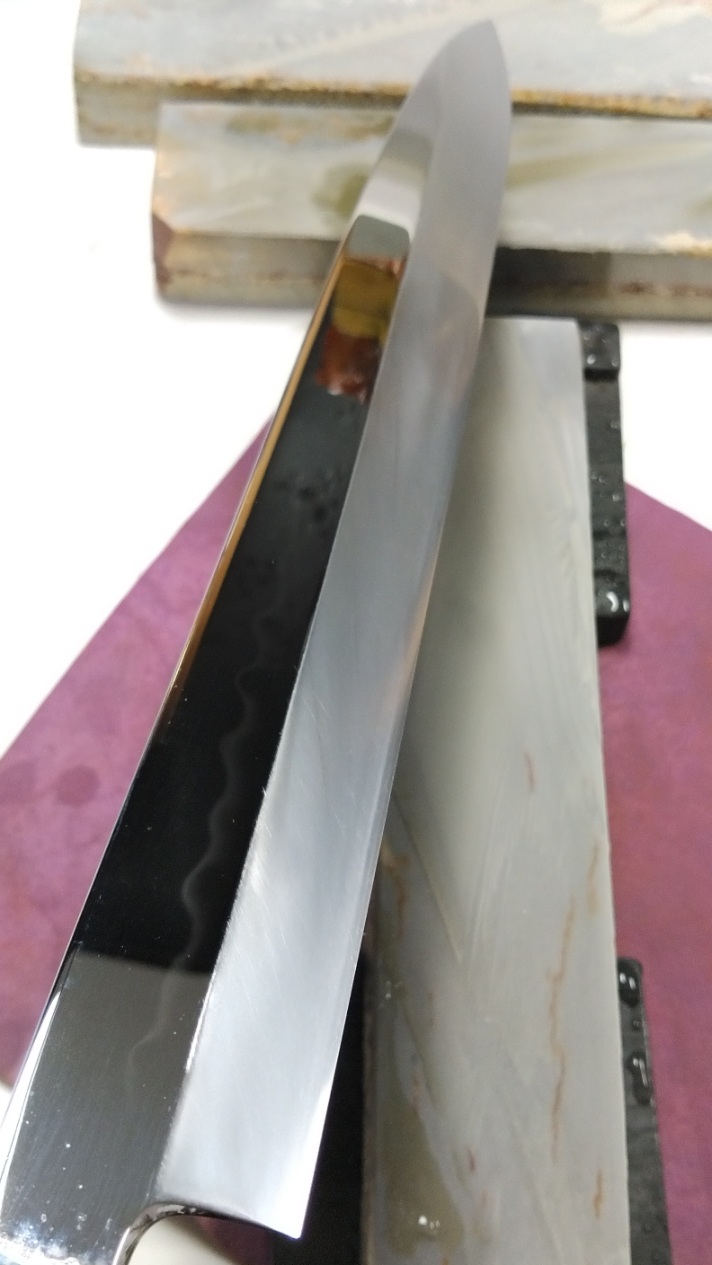
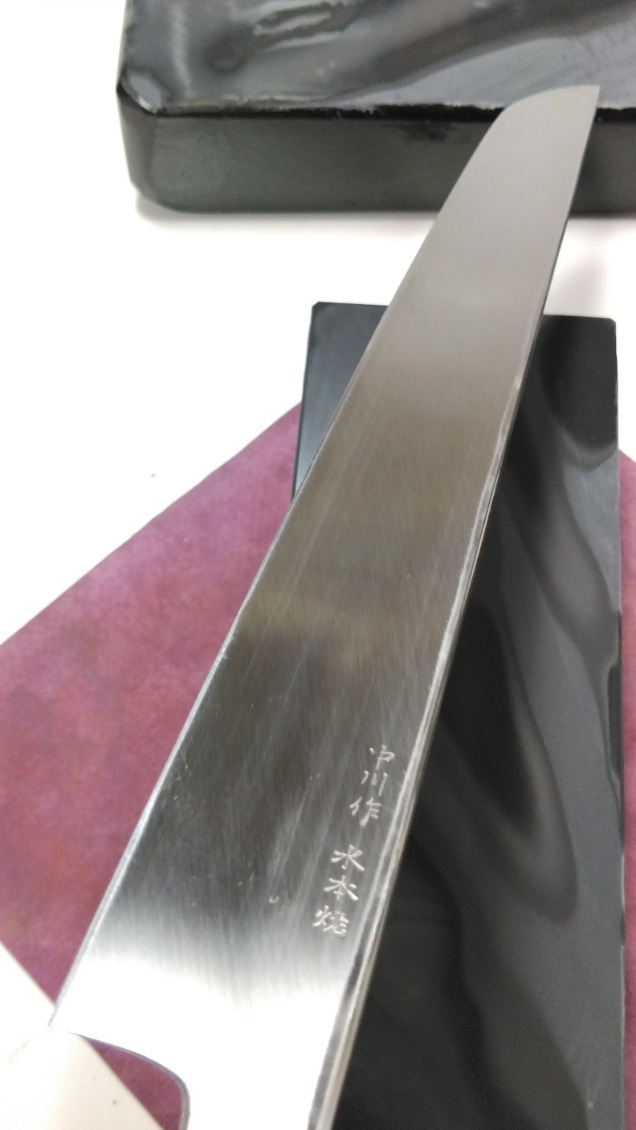
研ぎ上がり、全体画像です。

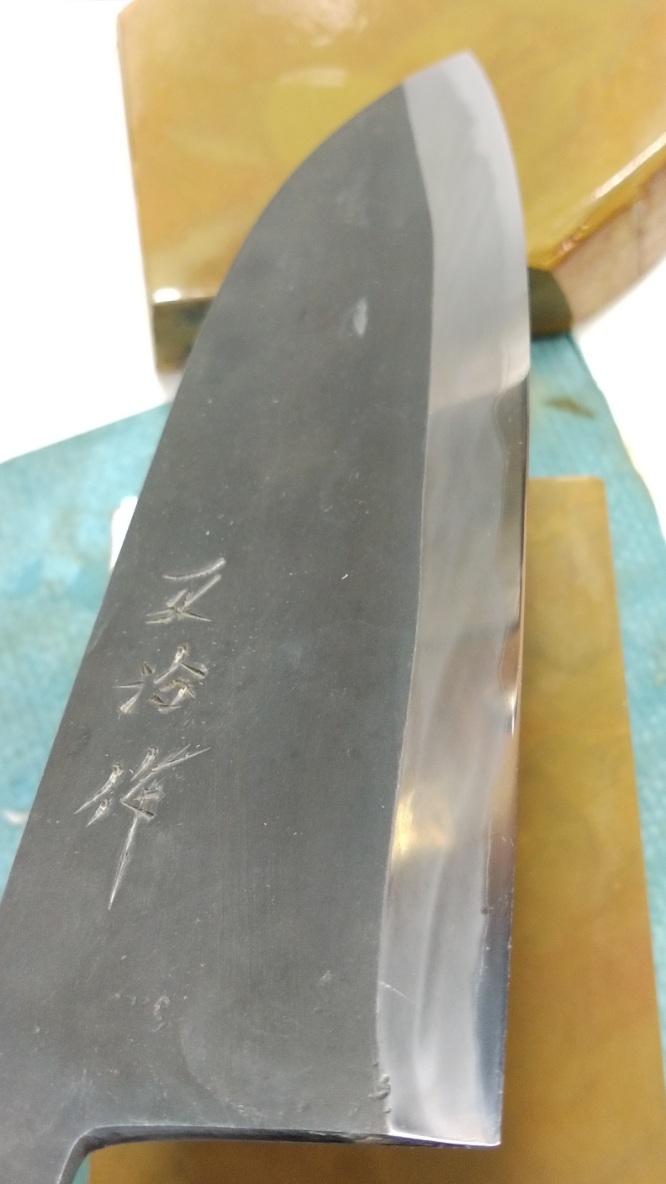
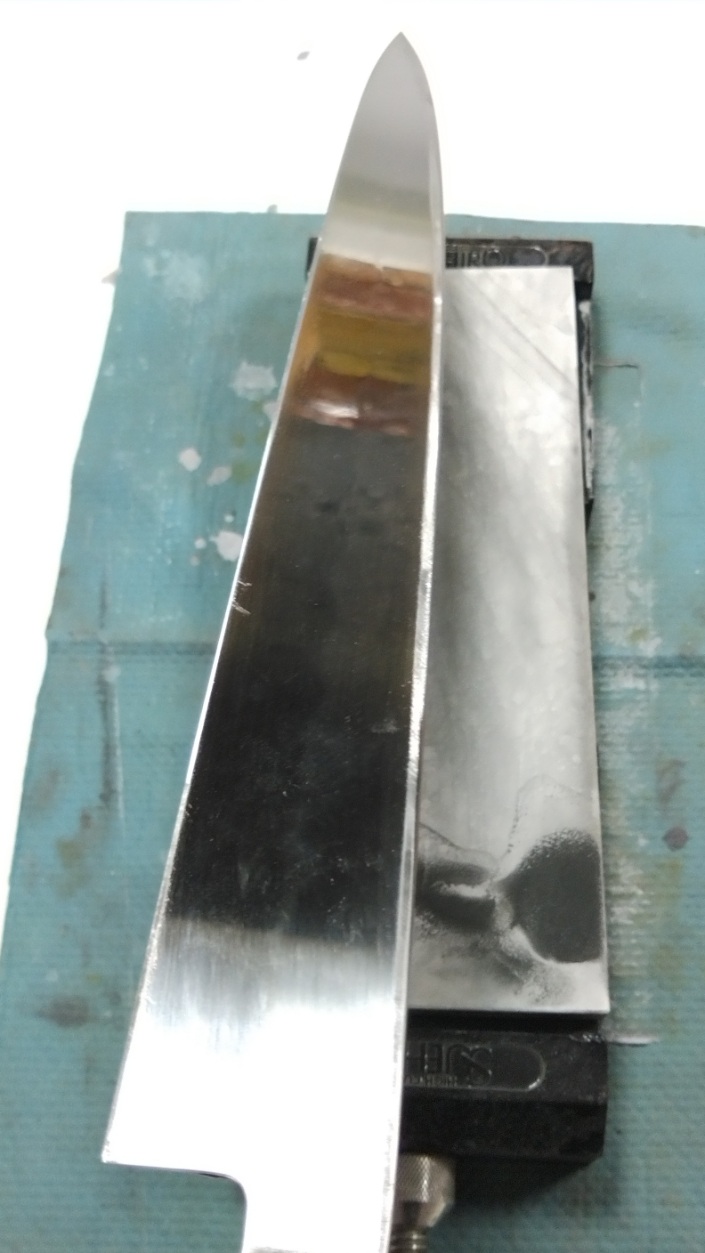
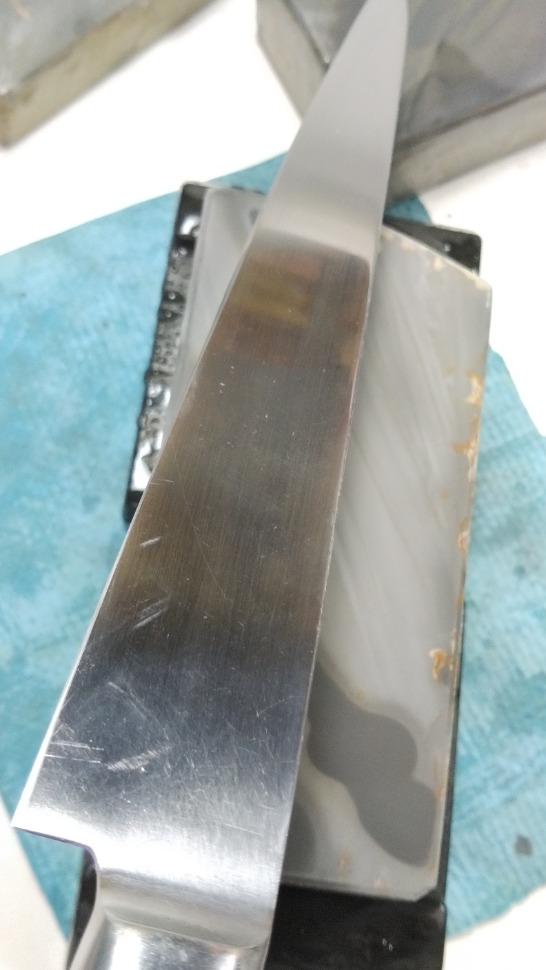
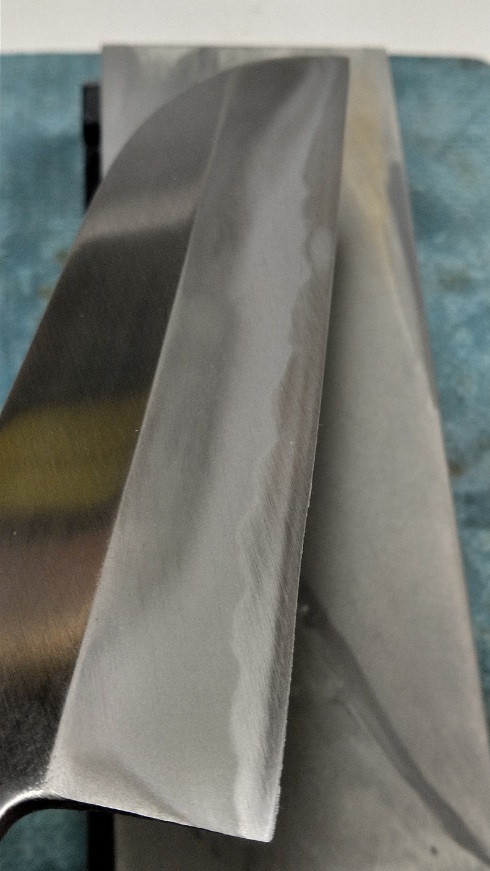
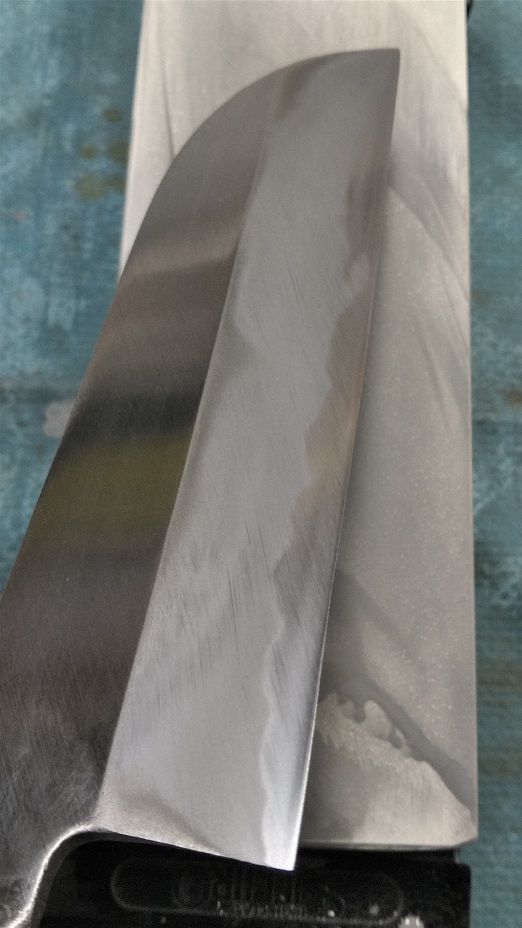
切り刃のアップ

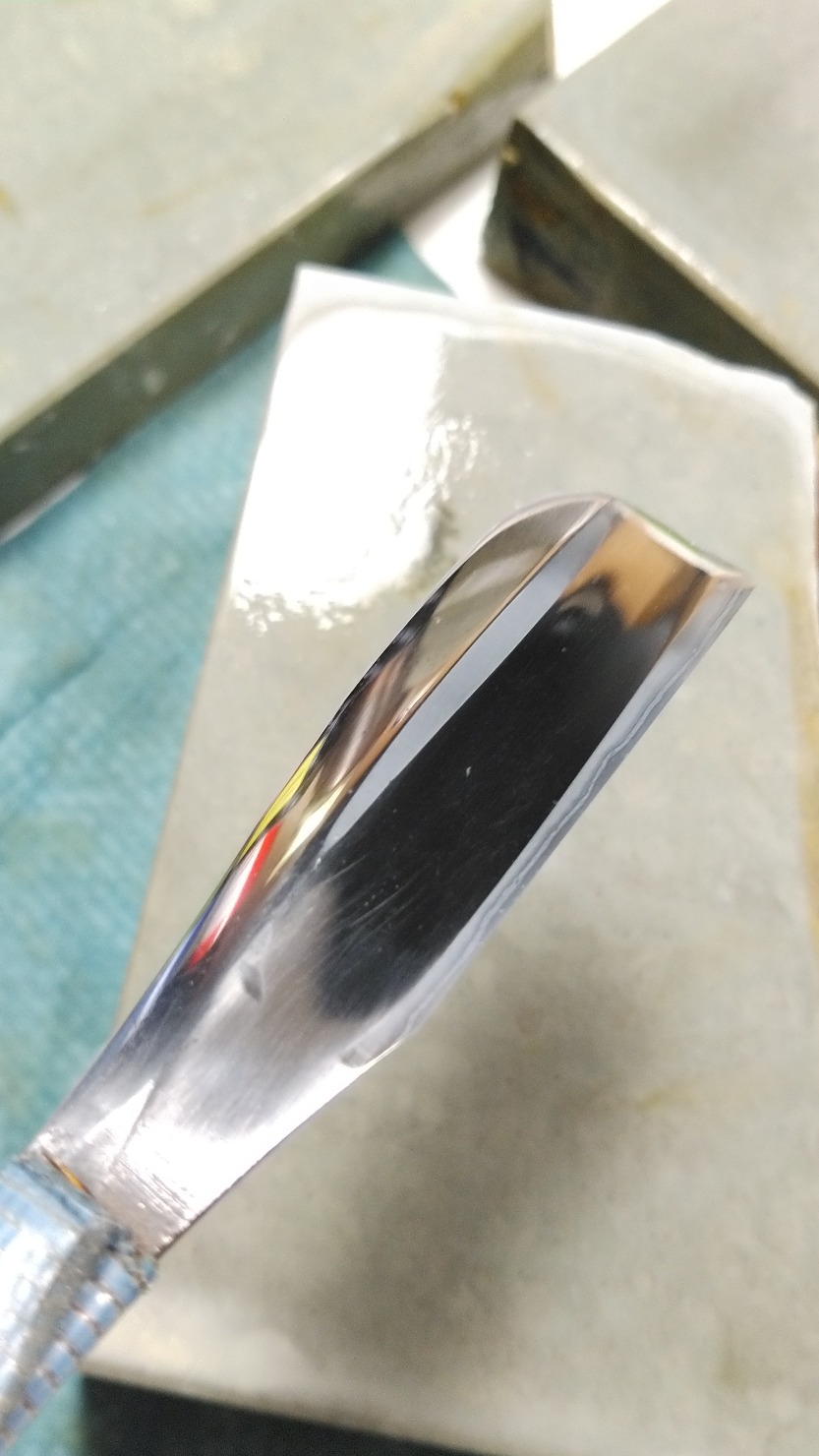
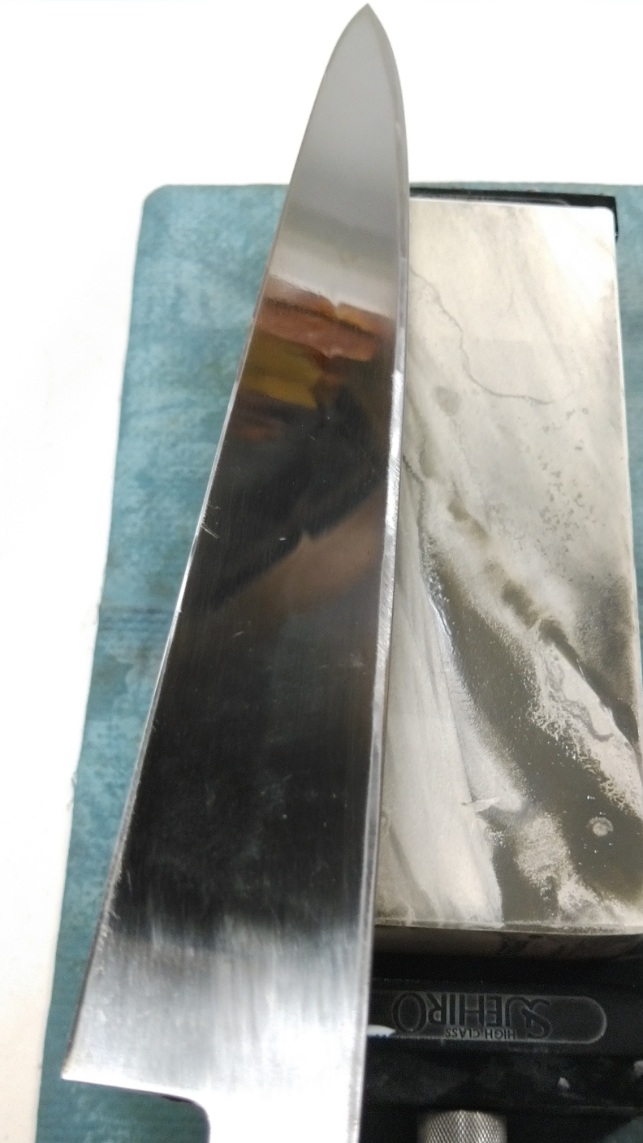
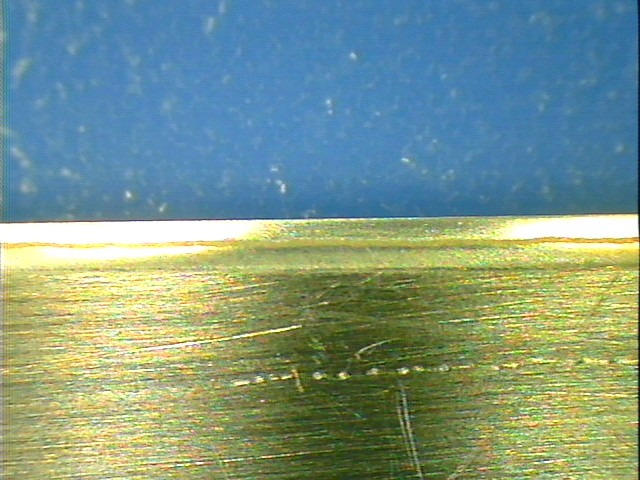
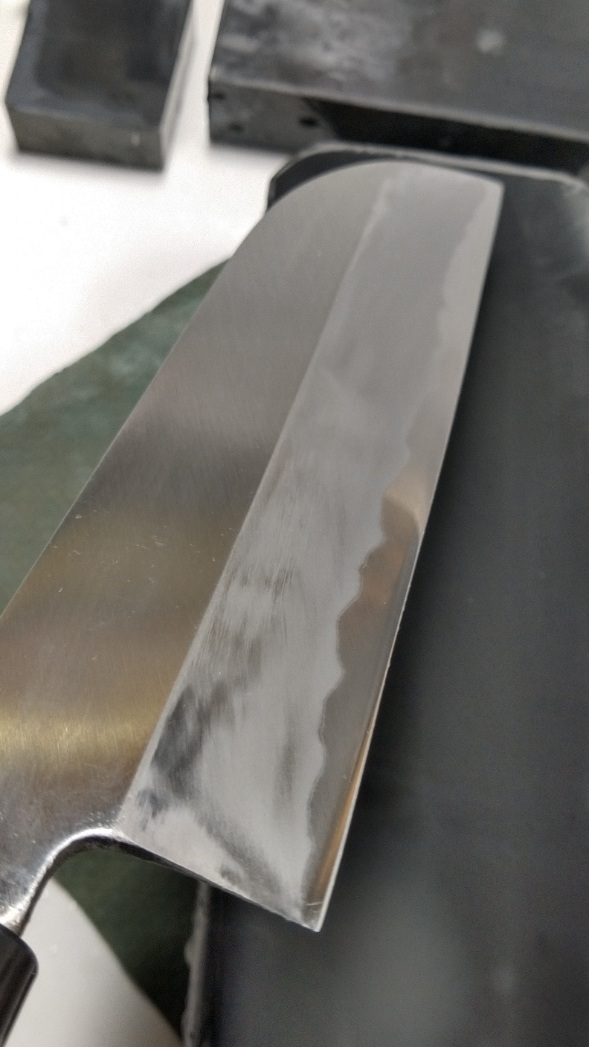
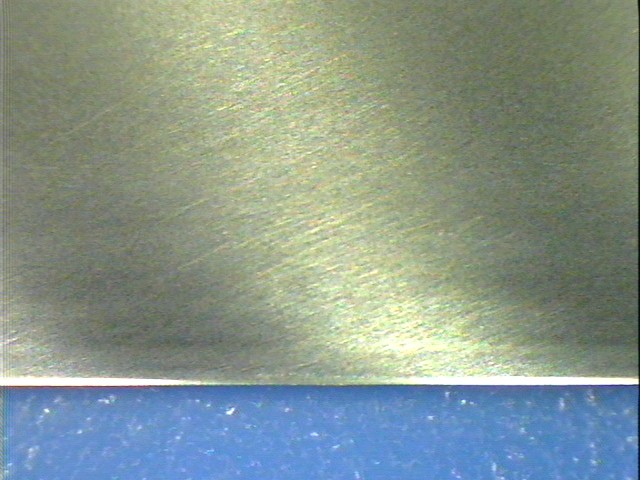
刃先拡大画像
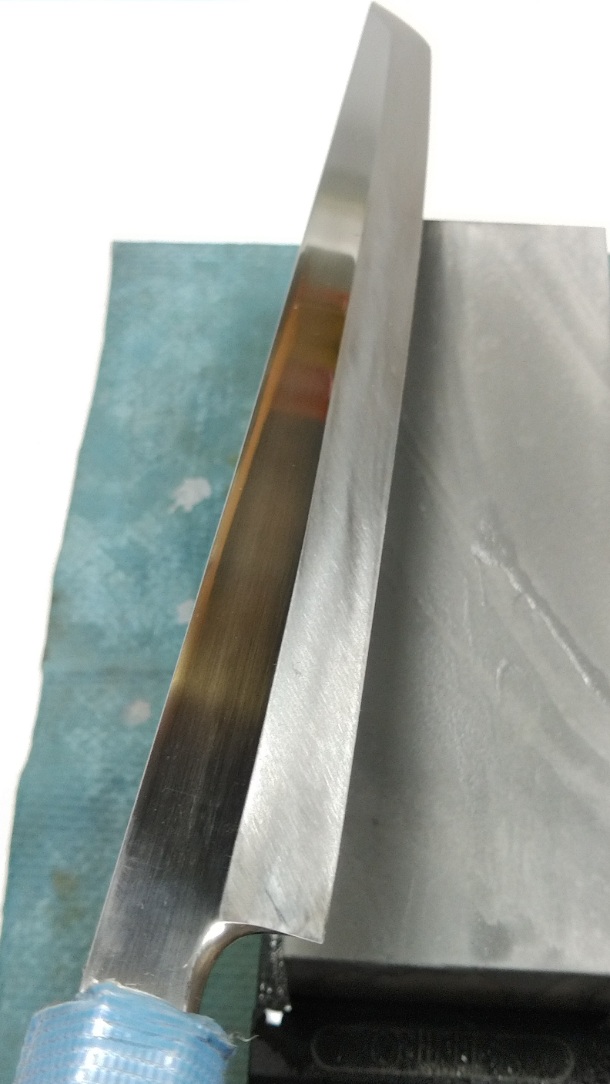
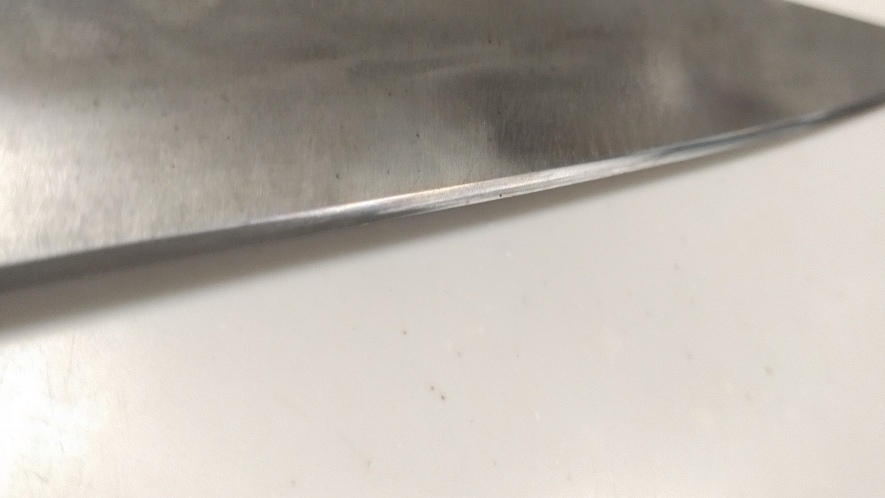
裏押しは、ほぼ狙い通りの仕上がりに近いと思われます。



先丸の方は、裏押し関連の御希望以外にも、刀で言う所の帽子の部分でも切れる様にして欲しいと。そして出来れば、他の裏押し部分と同一角度で押せる様に出来ないかと。
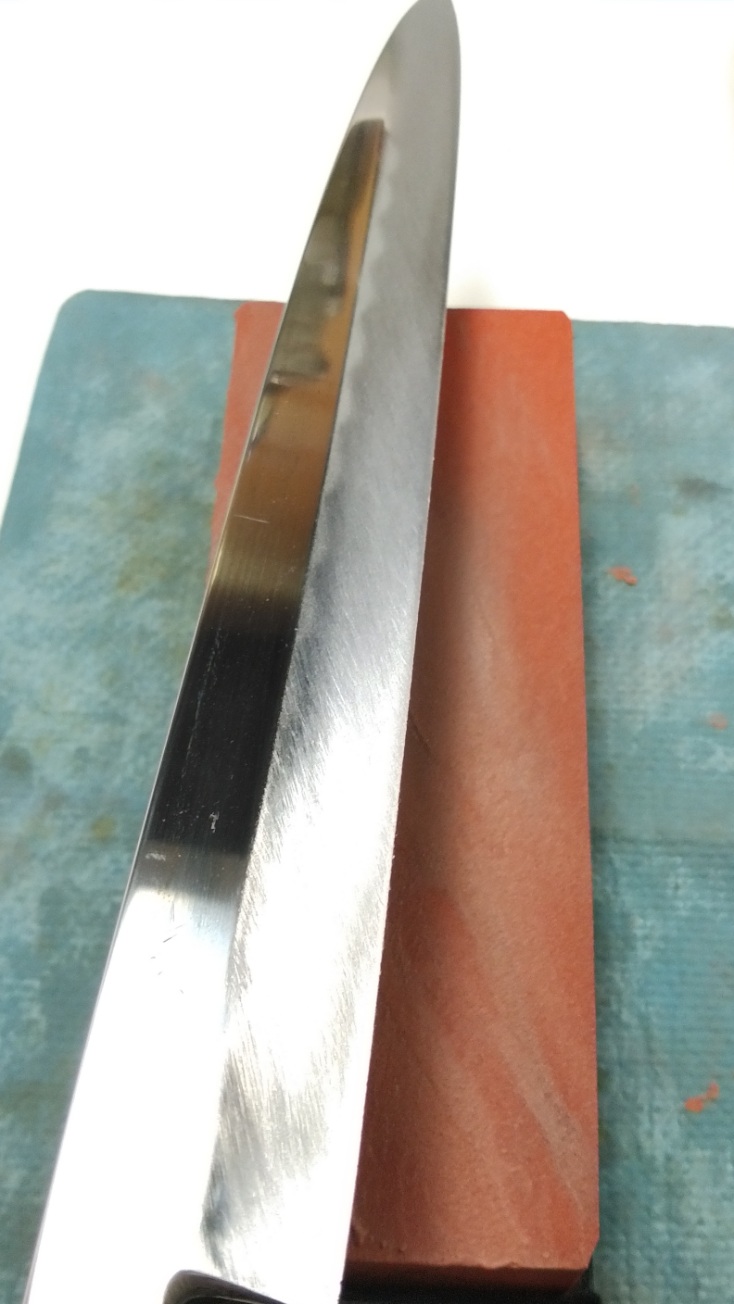
研ぎ前の状態



研ぎ始めは、人造320番から。研ぎ始めると明確に成る点が二つ見つかりました。切り刃の切っ先側の半分は刃幅の中央が凸で、刃元側の半分は刃幅の中央がホローに成って居ます(厚さも後ろ側ほど少ない)。
切っ先手前の部分も切れる様に・・・と研ぎ始めましたが此方も、横手筋の手前部分がホローの二重に。余り追い込むと帽子部分との厚みの段差が出来てしまいますし、もしも薄くした部分に合わせて切っ先まで漸次、薄くすれば帽子部分がペラペラに成る為、御互いがソコソコでバランスが取れる兼ね合いを探ります。

先側半分は基本的に、凸部を減らしつつ刃先へ向けて放物線的なハマグリに研げば良い訳ですが、1000番・3000番で傷消しに取り掛かると、刃元側の切り刃の不均一さが比較に因り更に目立ちますね。

小割りの人造各種で、此れ以上は最低限しか減らしたく無いと思いつつ、均し研ぎを試みました。
すると、刃元寄りの部分の特に深い凹部がハッキリしただけで無く、鎬筋の中央部すぐ下にも凹部が確認出来ました。

改めて、当たりのソフトな1000番で均し研ぎです。


対馬砥石で中仕上げです。何とか、切り刃の凹凸を軽減しつつ厚みのテーパーを形成して行きます。
切っ先寄りの半分は、先側より元側を薄くするべき乍ら、刃元寄りの半分はホローを均す為に薄くする必要上、其の儘では境界部の段差がキツク成ります。
其の部分も含めて破綻しない様、御互いのバランスが取れる範囲で歩み寄らせるしか有りません。その意味では、厚みのテーパーを補助してくれる角度のテーパー(刃元から切っ先方向へ鋭角化)が役立ちます。
更に加えて、裏押しの幅の広い部分を狭め、均一に近付ける目標も有ります。今回の個体では、刃元と切っ先カーブ付近が幅広でしたので、先丸タコ引きのデザインを活かし(通常、刃線・鎬筋・峰のラインが平行に近いカーブを描く)、初期状態より刃線をカーブさせつつ削る事で、刃元付近の刃幅を狭めました。
結果的に此の操作も、刃先部分の厚みを増す事に繋がりテーパーを整形するのに貢献してくれました。ただ、切っ先カーブ付近の刃幅はデザイン上、帽子が小さく成ったり(其れに対応するには鎬筋を上げざるを得ず、そうなれば鎬筋のカーブの比率が乱れます)しますので、或る程度までで控えました。

丸尾山の敷き内曇り、軟口で均し研ぎです。

馬路の中硬の巣板で、更に形状を整えます。


丸尾山の白巣板・大平の蓮華巣板で、もう一押し。

丸尾山の白巣板、やや軟口で傷消しです。

赤ピンの中硬で仕上げ研ぎ。


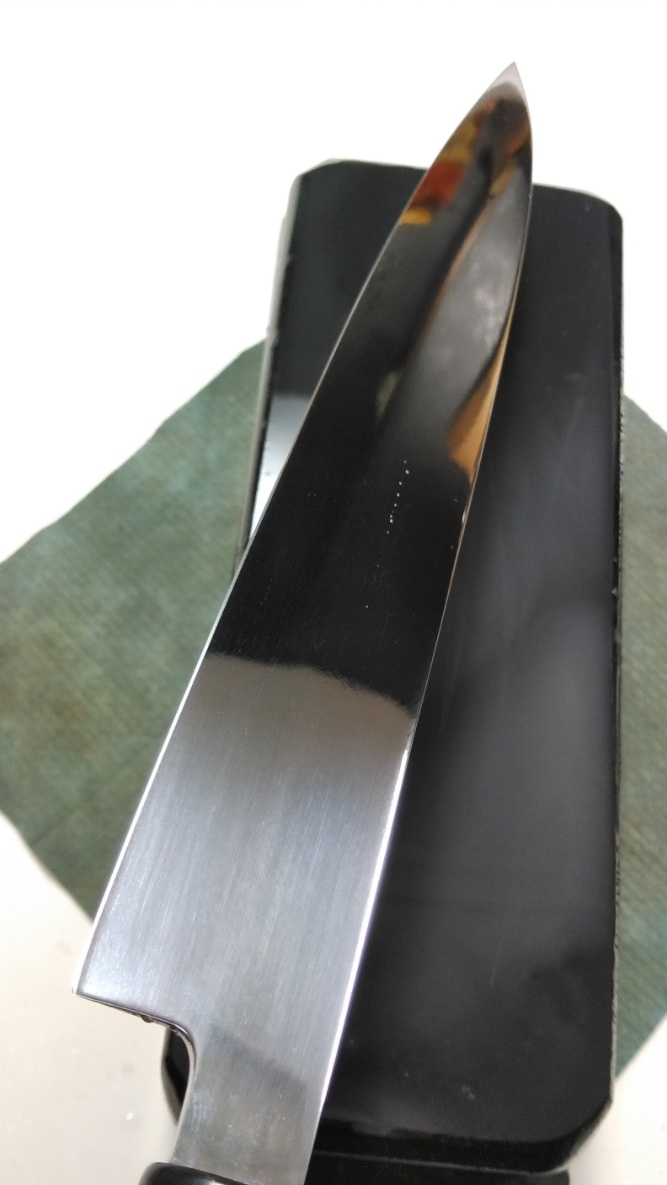
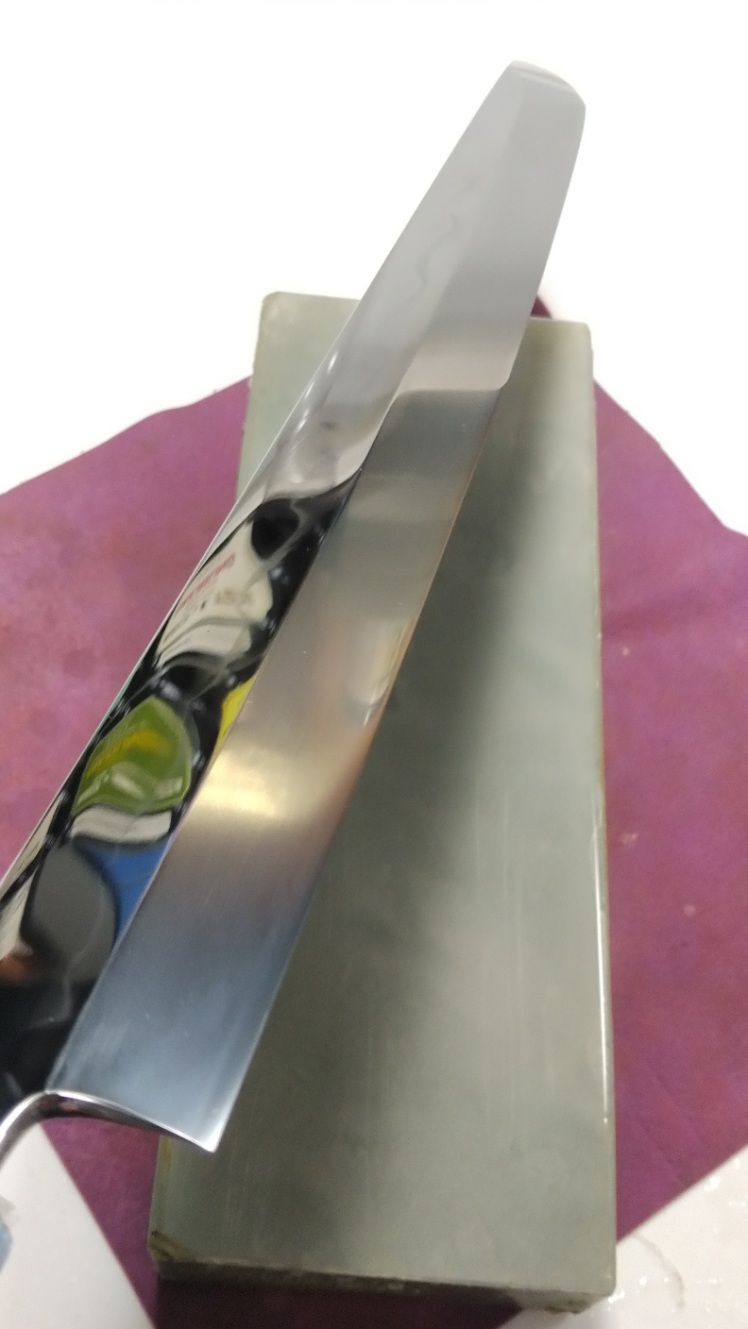
曇り方向での仕上がりを御希望でしたので、丸尾山の白巣板巣無し(研磨力と仕上がりが異なる)で最終仕上げです。
砥石の不定形な形状を活かし、凹面が残る切り刃の部分にも、余り鋼の減りを助長しない範囲で積極的に当てに行きました。

切れを確保する為と、裏押しの精度を上げる目的で、水浅葱で刃先と裏を仕上げました。

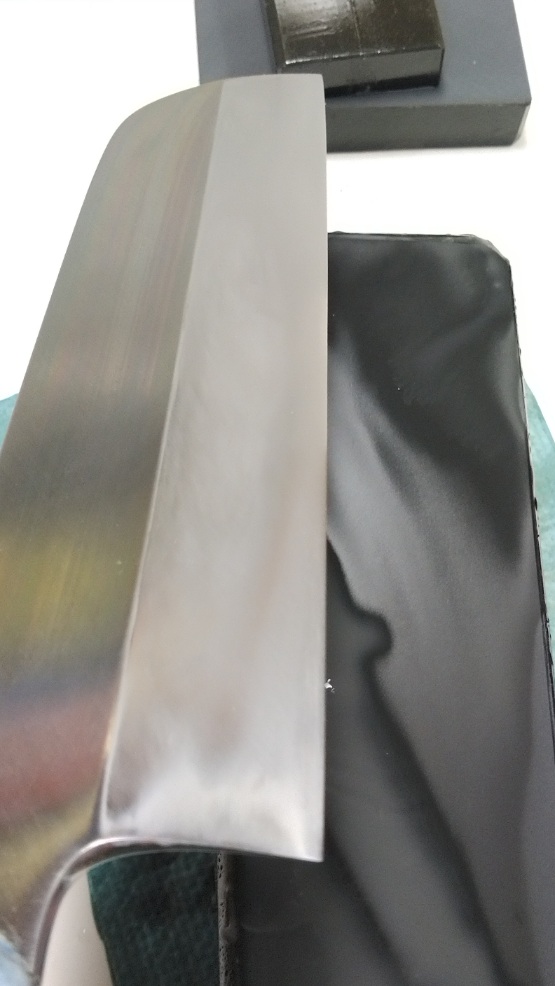
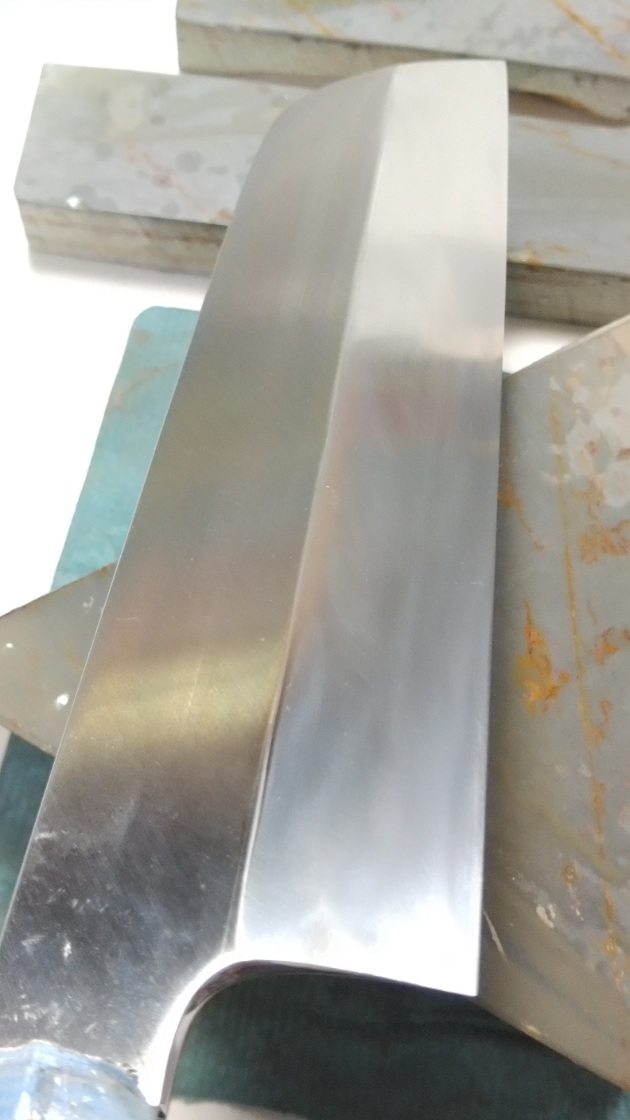
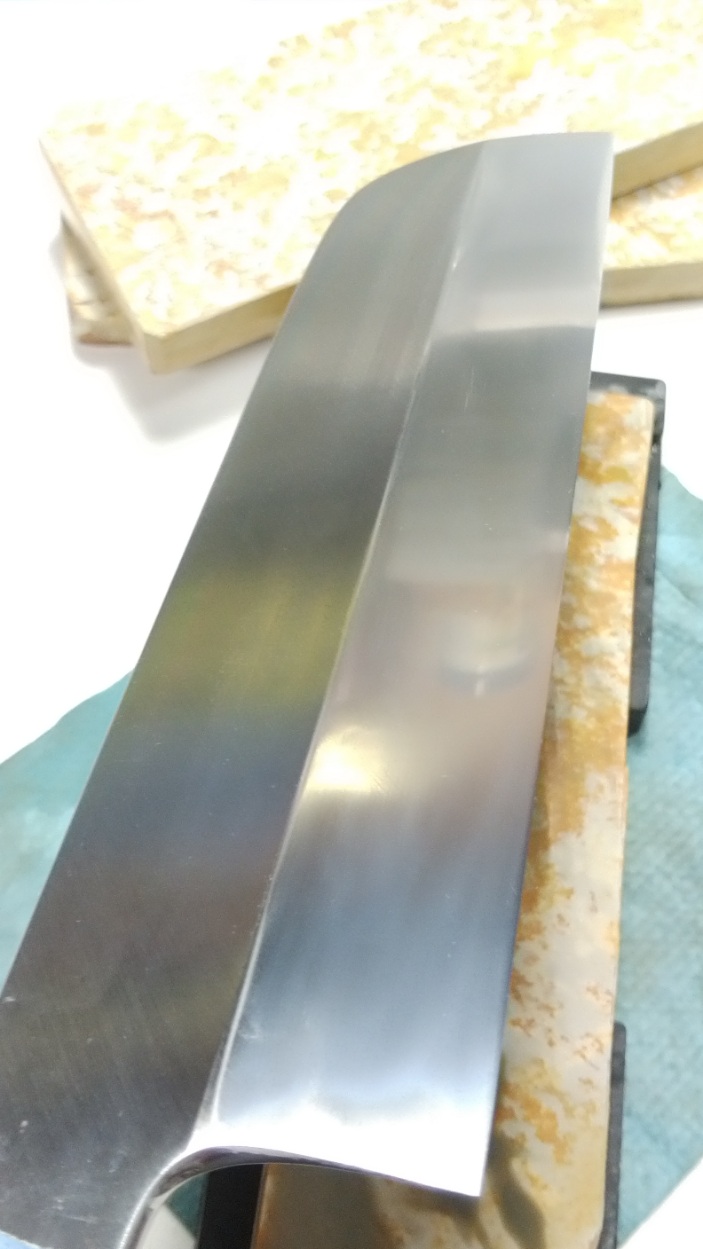
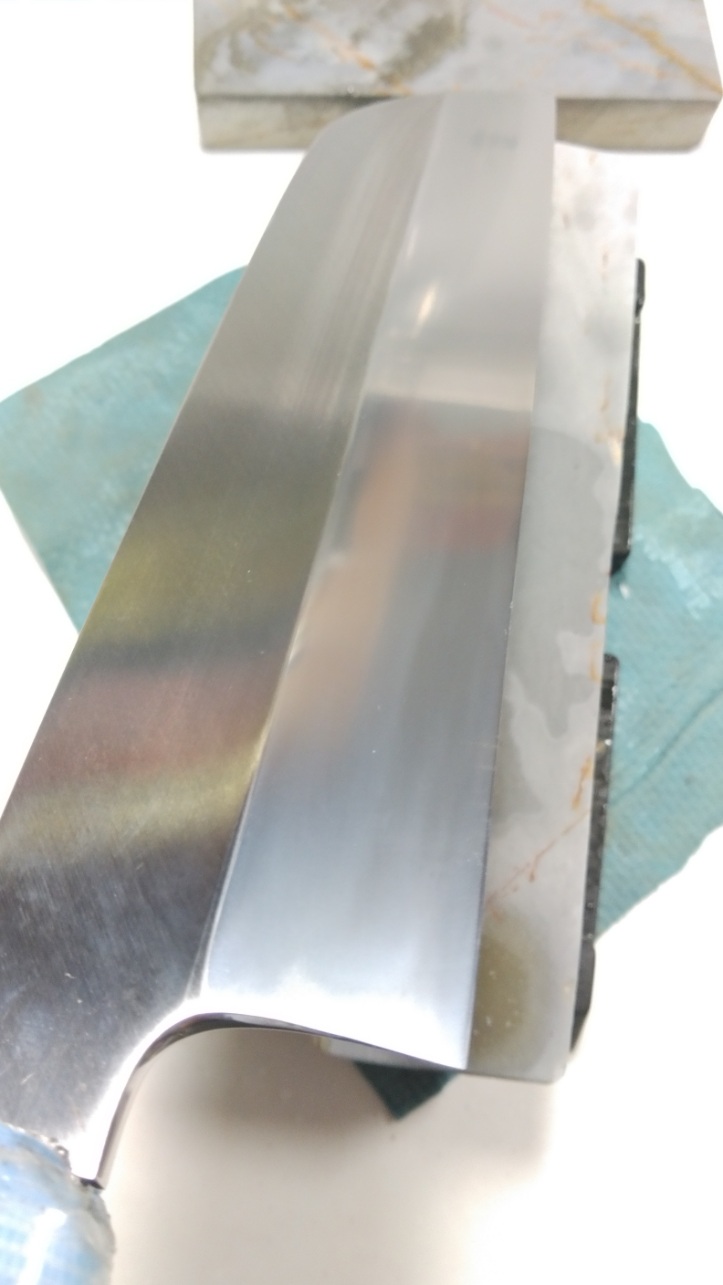
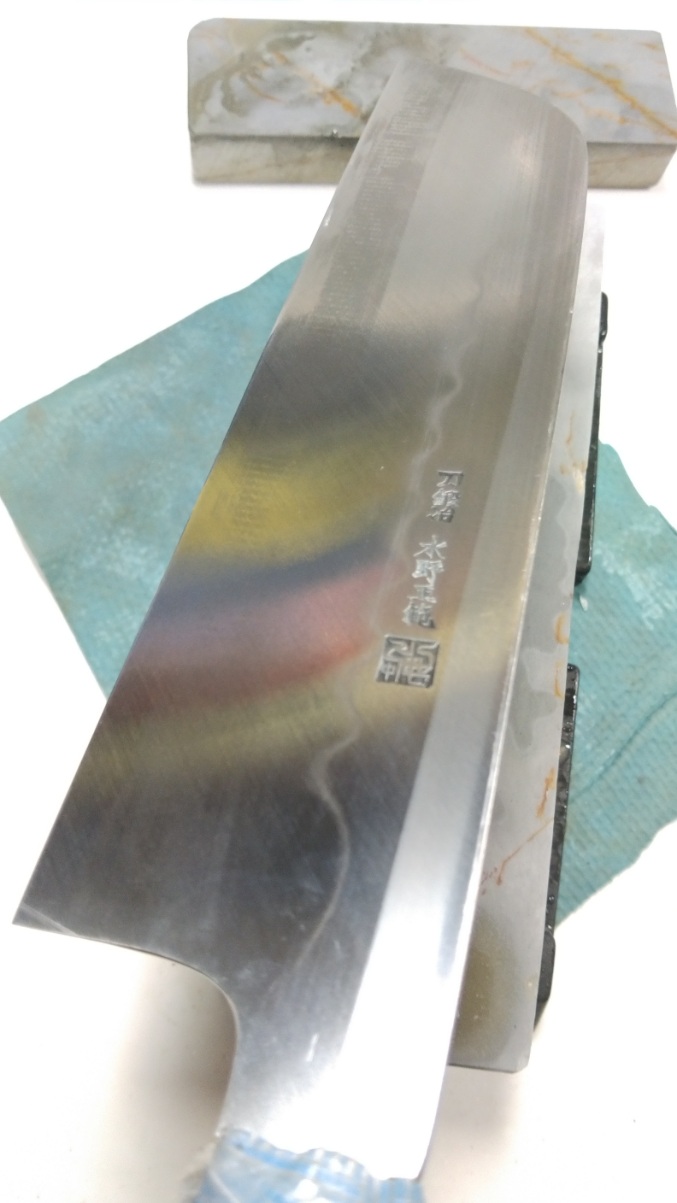
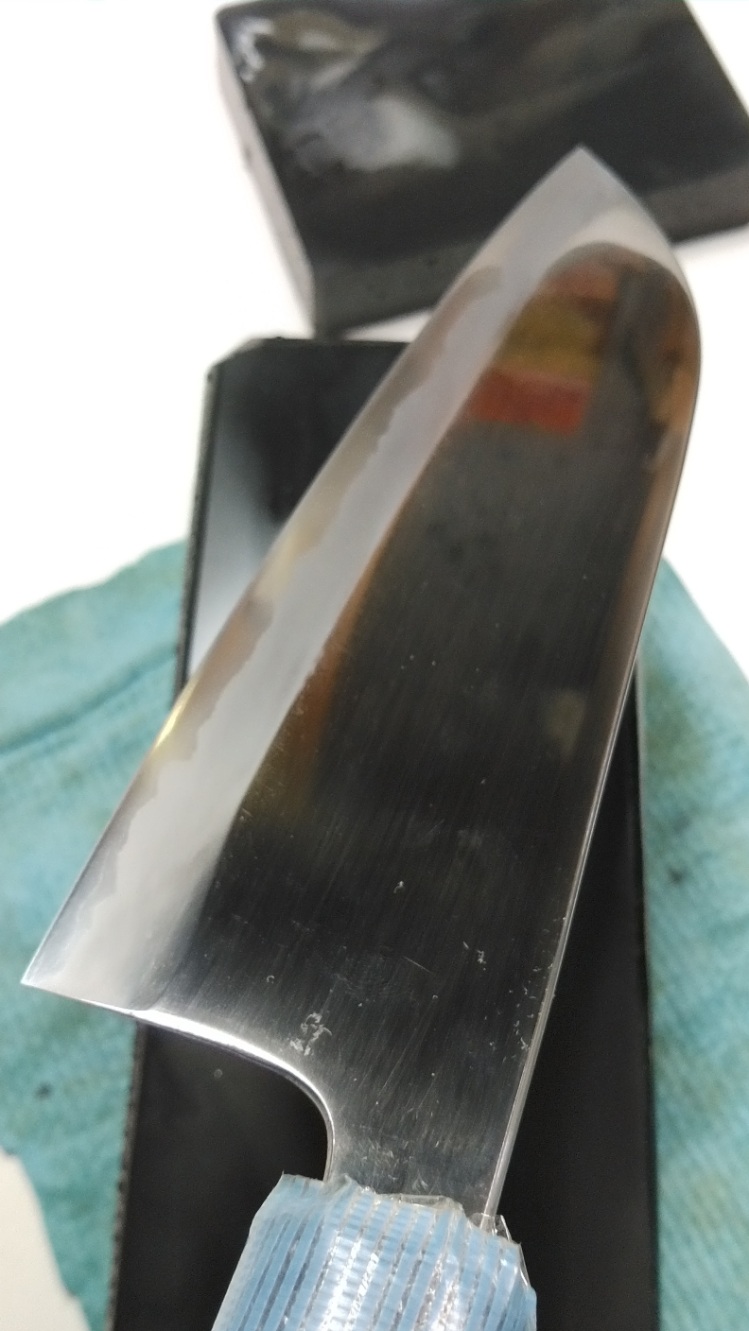
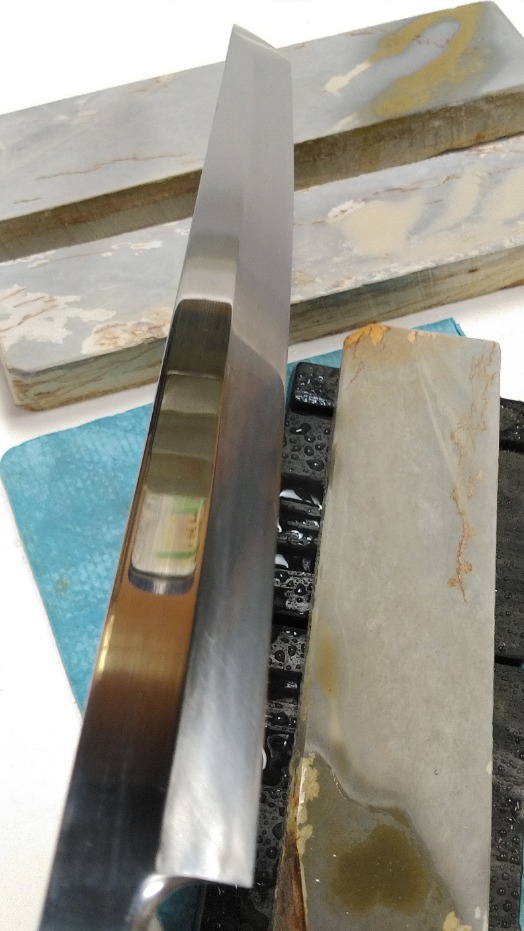
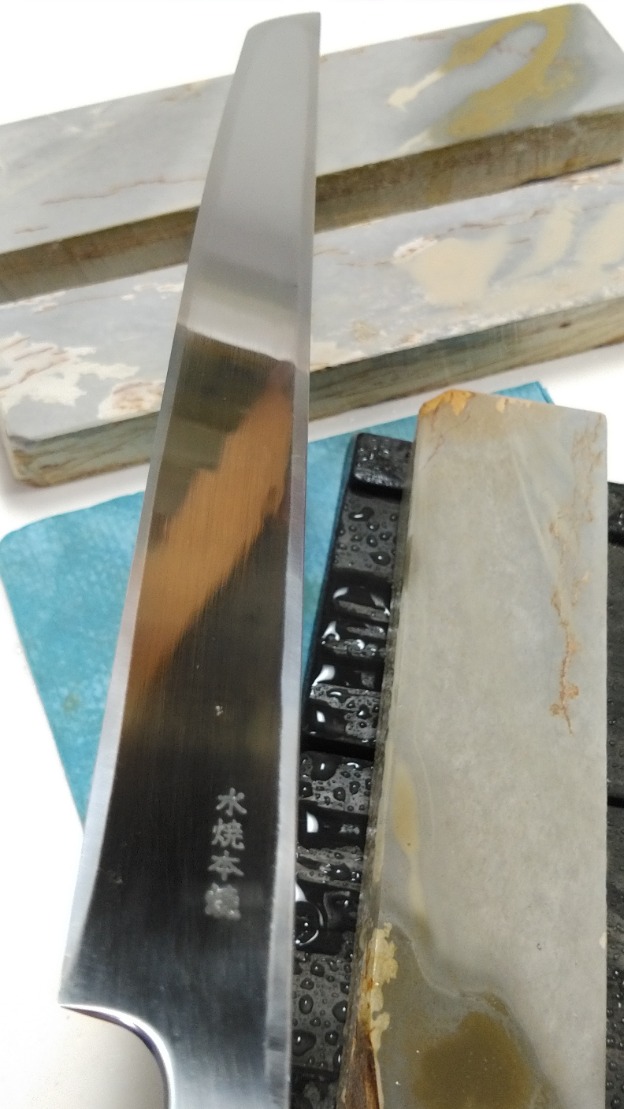
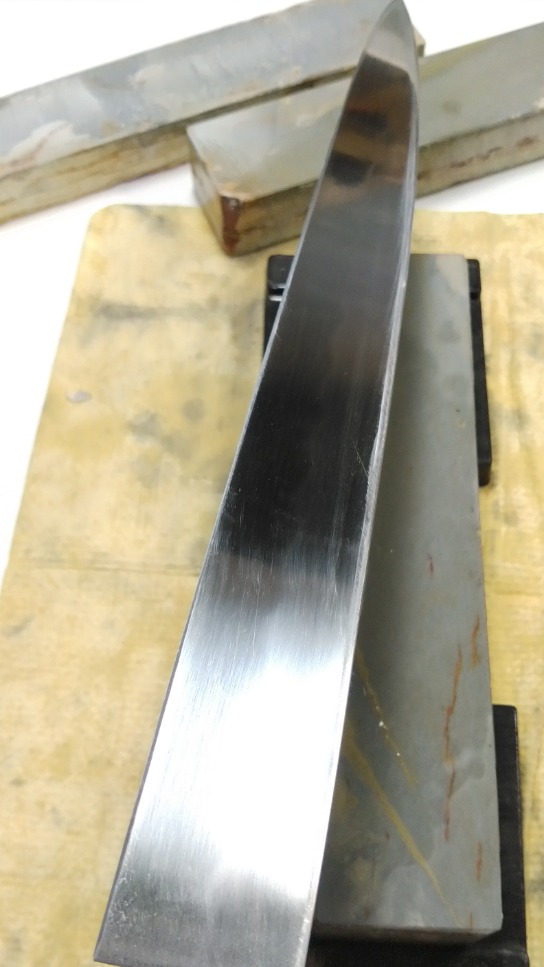
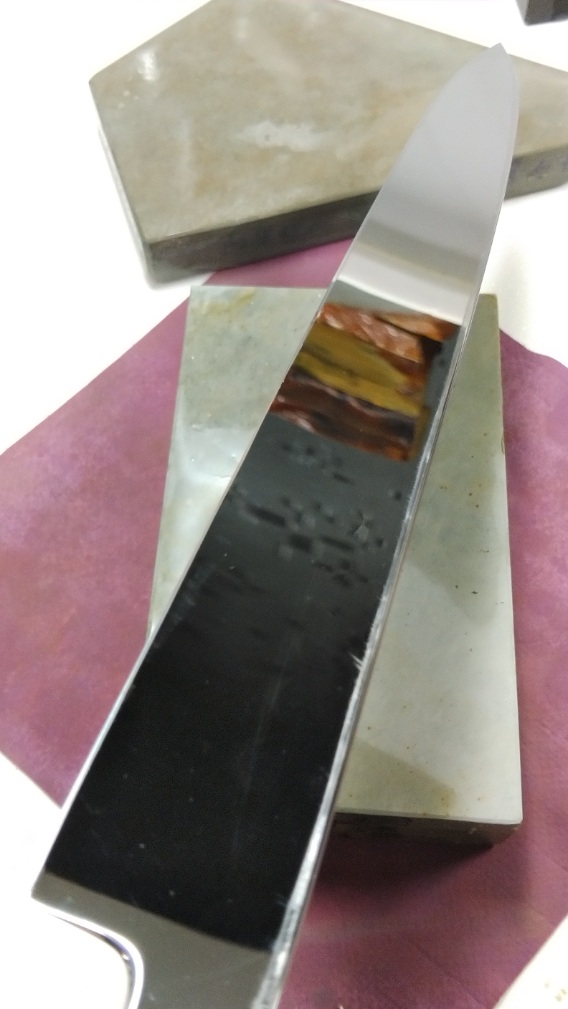
研ぎ上がり、全体画像

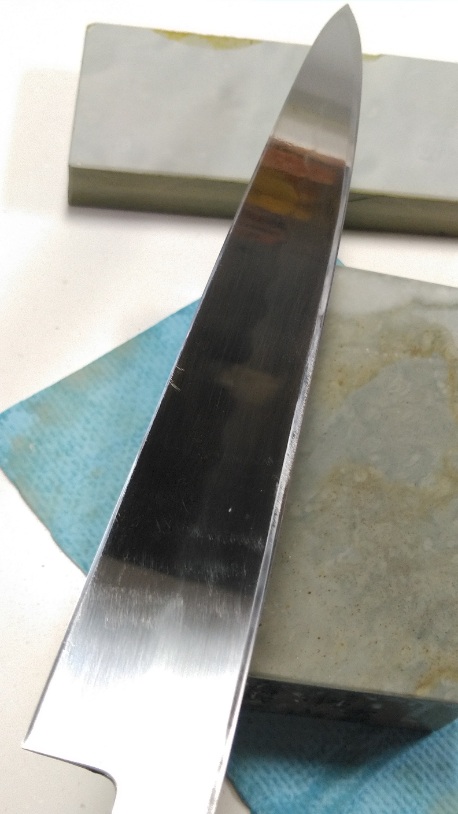
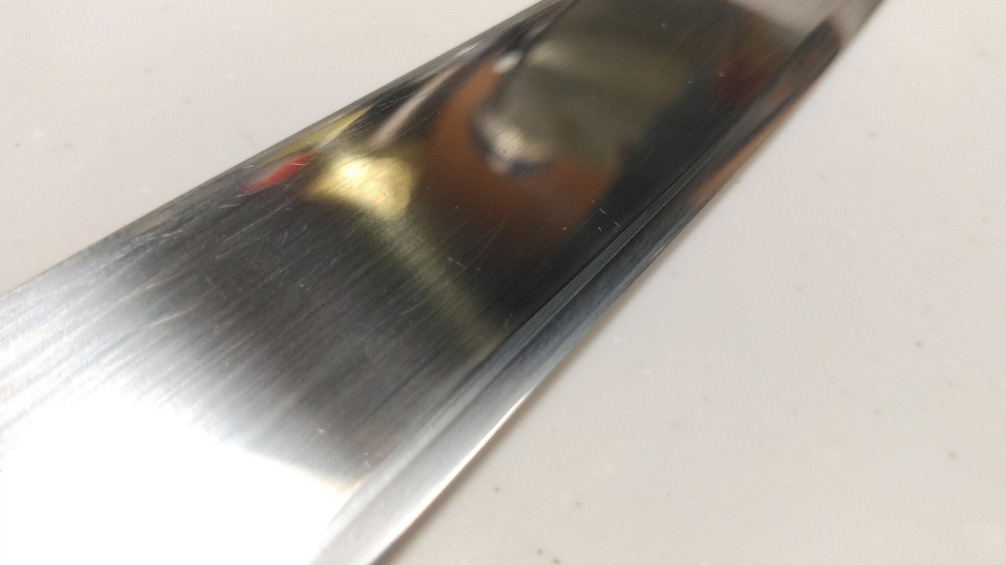
刃先拡大画像(刃元の少し先)

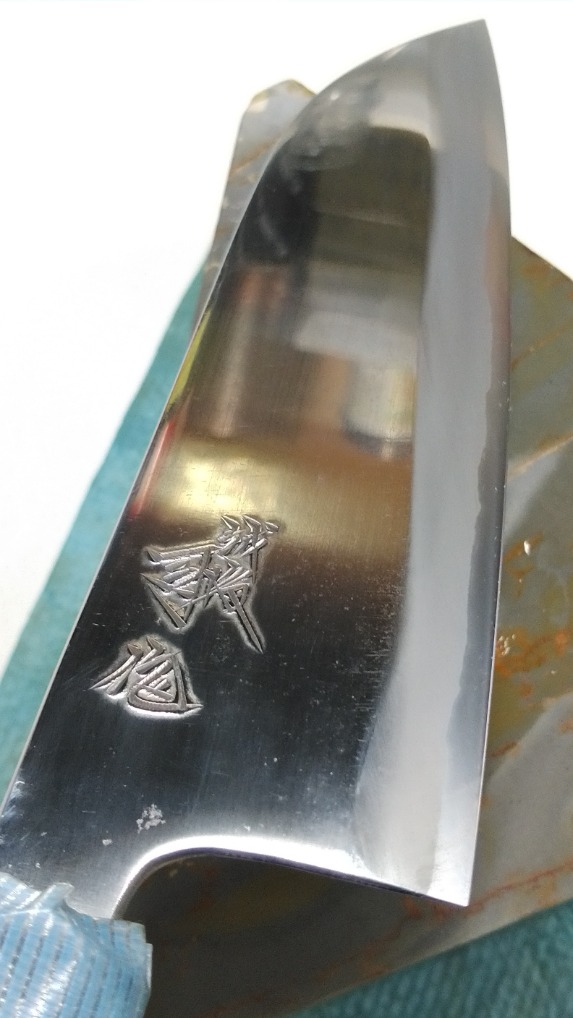
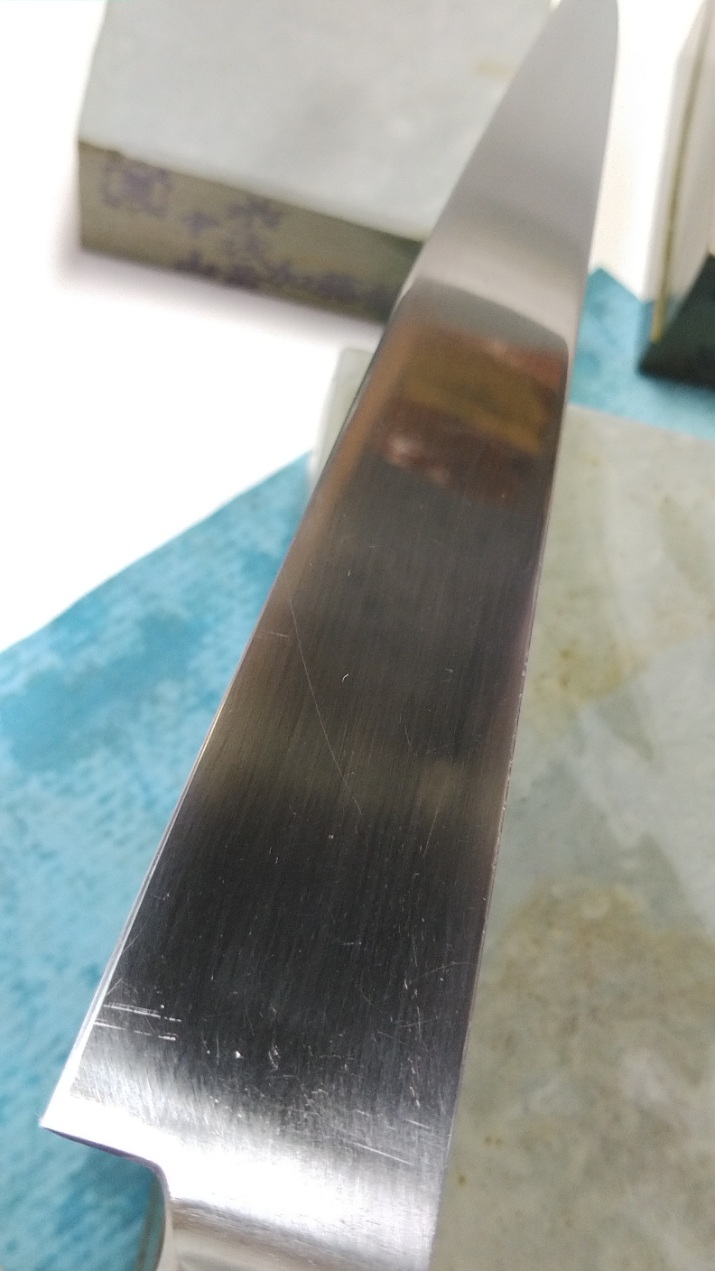
同じく鎬筋の中央

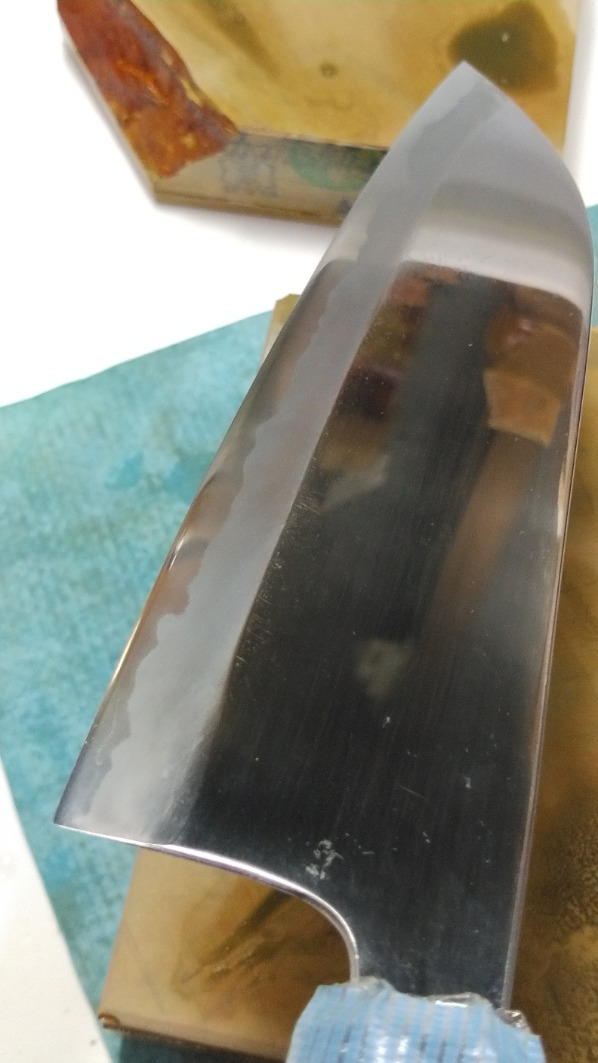
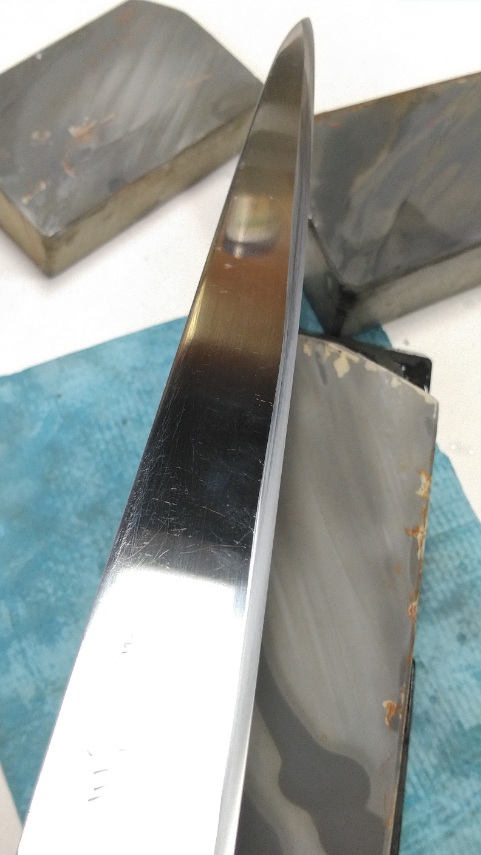
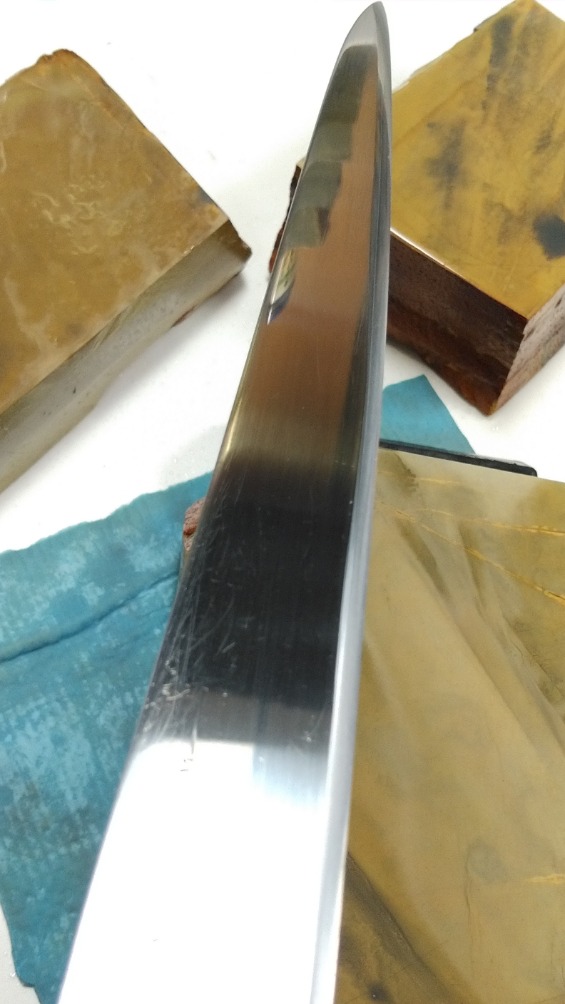
切っ先付近

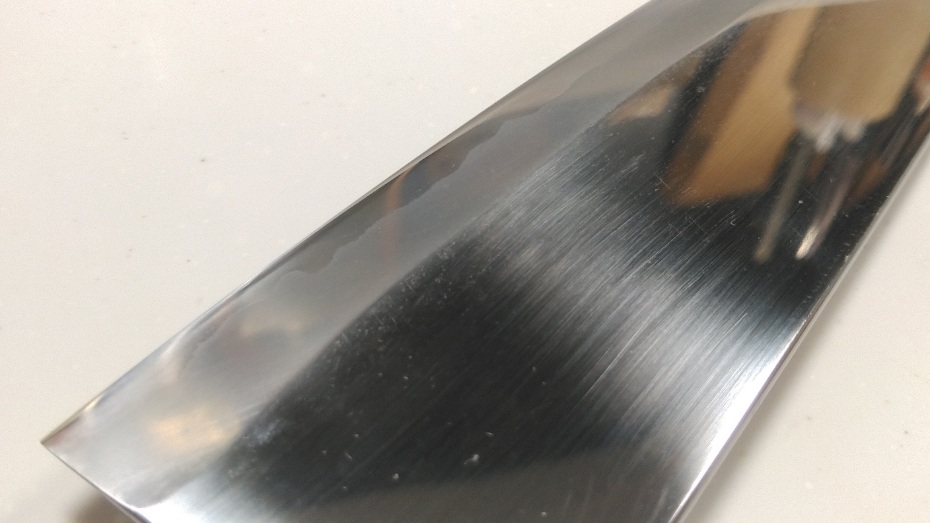
刃先拡大画像

T様には、いつも御用命を頂きまして、有り難う御座います。私の拙い技術と、砥石を始めとする限られた道具類ですがフルに活用し、可能な範囲で御要望に沿える様、務めて居りますが止むを得ず不足が出る場面も予想されます。その折りは御容赦を願えましたら幸いです。
御手元に到着後、もしも切れに関する問題など有りましたら、御連絡を頂けます様、御願い致します。今後も私で御役に立てる場合は、宜しく御願い致します。
現在、ホームページ不調の為、御面倒を御掛けして居ります。研ぎの御依頼・御問い合わせの方は、下記のアドレスから御願い致します。