数年前に小刀の研ぎ依頼を頂いた、奈良のY様からの新たな御依頼・・・数十年前の作に成る、豆ナイフ。日本のカスタムナイフ界黎明期の草分けとも言うべき作家の方の名品の様ですが、刃毀れと表面の傷みを改善して欲しいとの事で。
本来は、製造段階で用いた電動工具・手動具・研磨剤などが違えば再現性が低く、本人または後継者で無ければ分解組み立ても困難なので、其の辺りをお含みおき願ってからの作業でした。
折り畳めば、百円玉の1.5倍ほどの長さ。


磨きの見本として、新品の左側も送って頂いて居ました。基本的に、初期の研削痕が刃線と直交して残存しているものの、其の表面の研磨痕は殆ど目視が叶わないレベルで仕上がっていました。


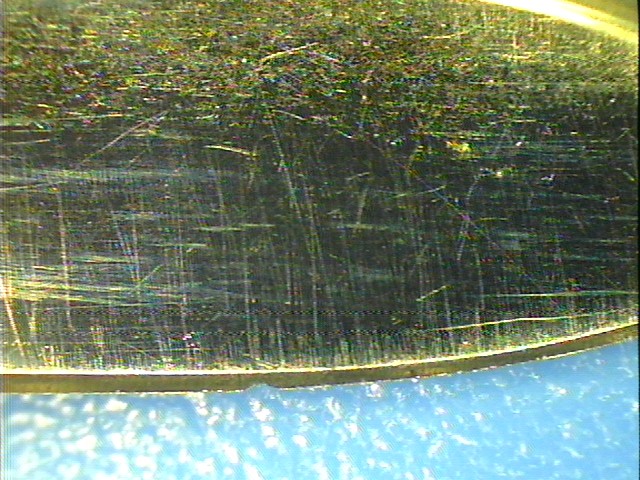
到着時の状態、拡大画像。

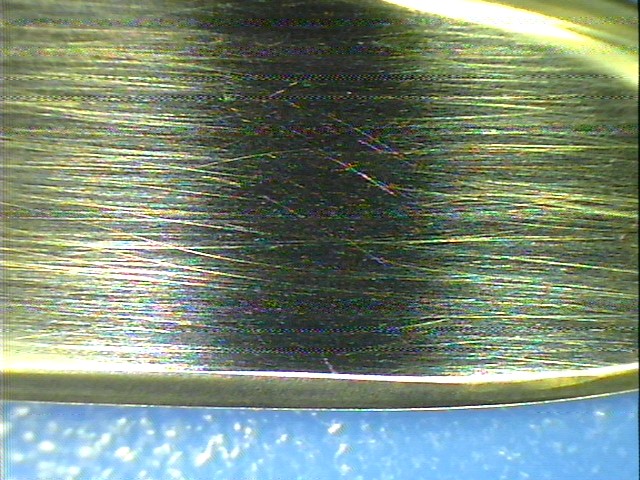
同じく、磨きの見本の方。

精緻な造作のハンドルに養生を施し、耐水ペーパーと研磨剤で表面を研磨。後々、刃先を研ぎ直す事によって小刃の幅が広がらない様に、刃先周辺を僅かに念入りに厚みも調整。

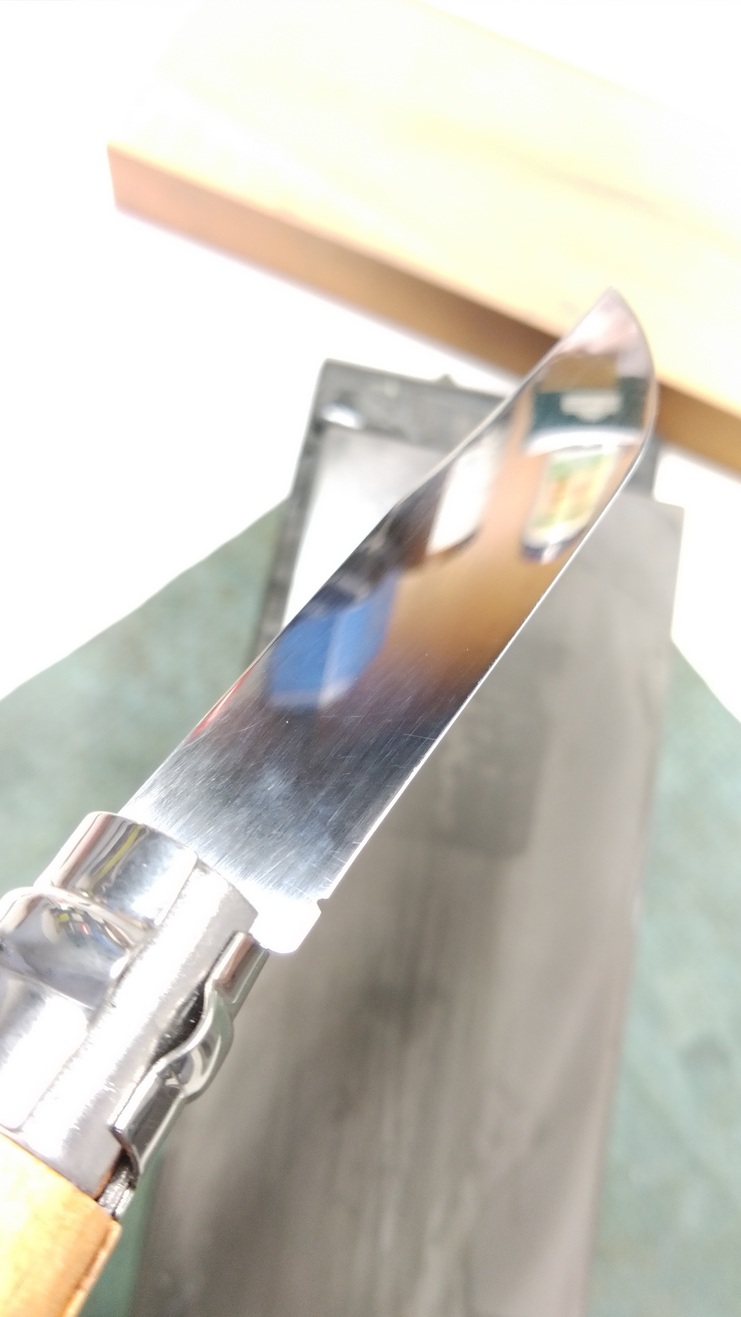
人造の1000番と3000番で、刃先を研いで行きます。表面の研磨は敢えて居るのですが、鋼材と熱処理の組み合わせの結果、研磨痕が残り易い傾向の様で。

光源との角度次第では、余り目立たないのですが。

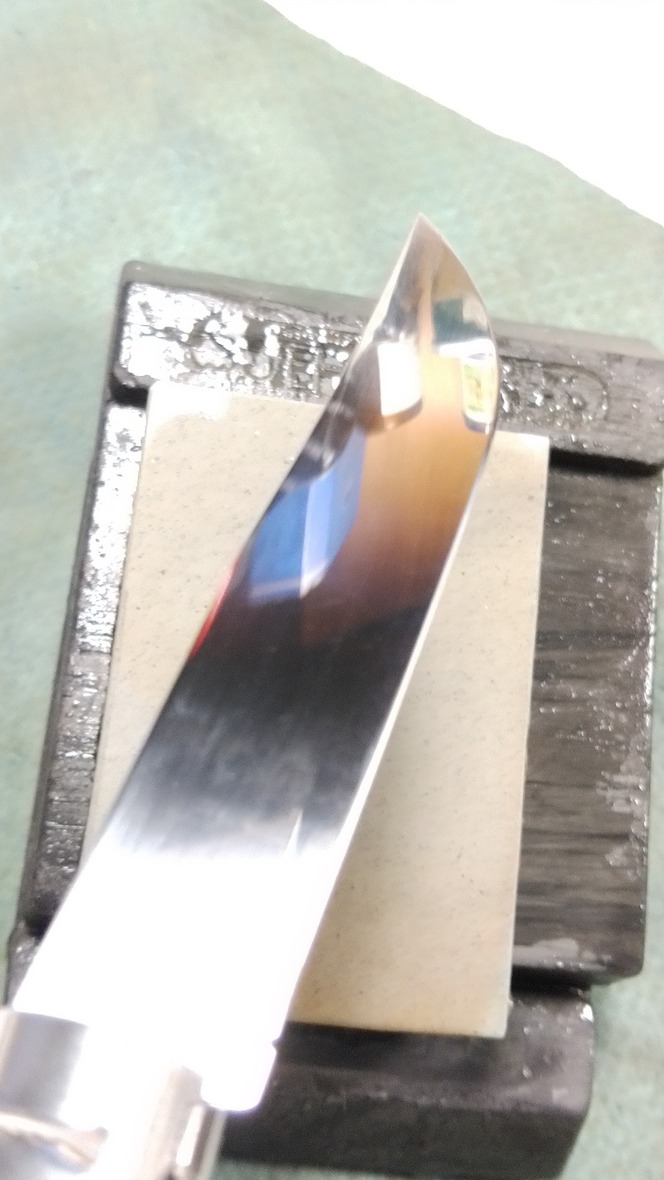
天然に入り、中硬・硬口の巣板から水浅葱で仕上げました。


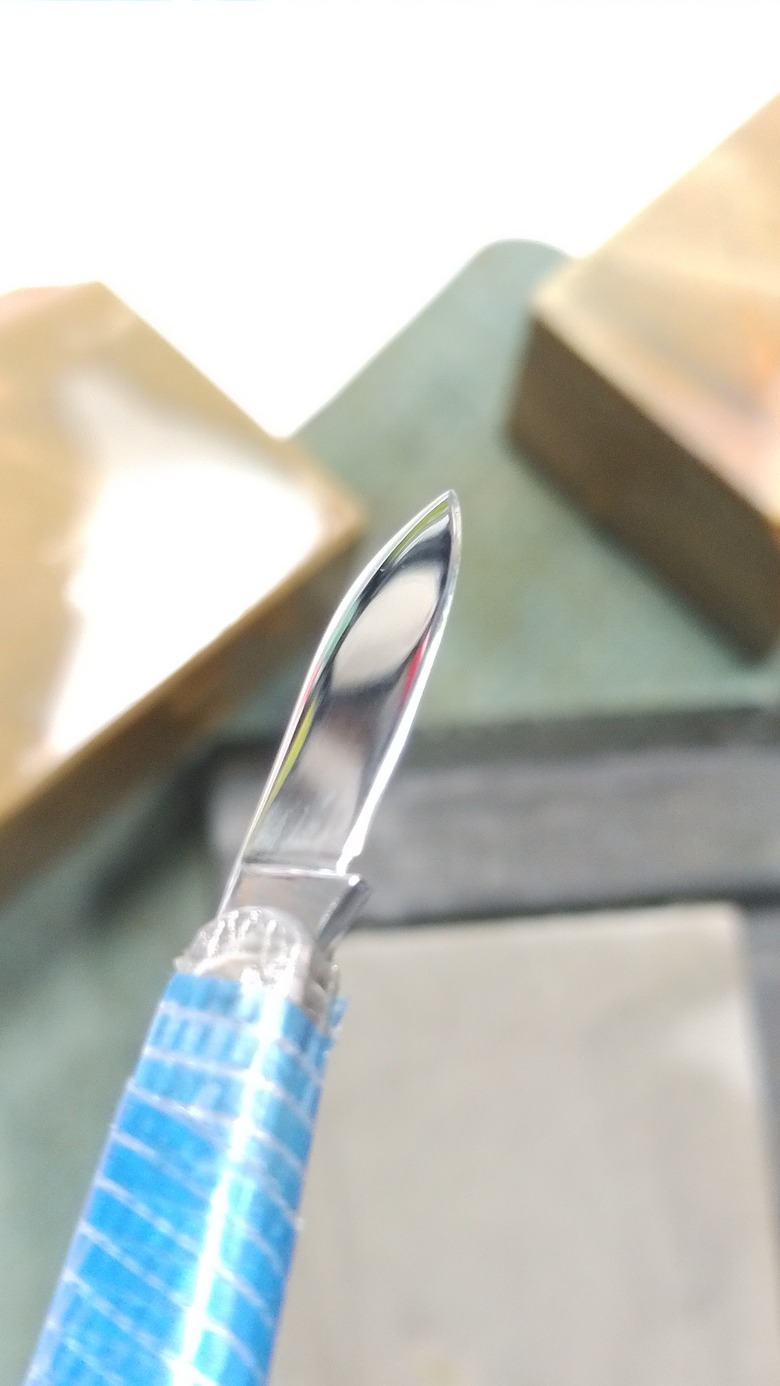
研ぎ上がりです。何度か研磨剤も変え、方法も模索してみたのですが、此れ以上は相当な期間と試行錯誤が必要(しかも打開出来るかは未知数)ですので、一応の仕上がりとしました。
恐らくは鋼材的にも、やや柔らか目なので研磨の際にも(トルクの有るバフなどで)低速でジワジワ磨くのが良いのかなと感じ、其の儘にY様に御伝えしました。




取り敢えず、切れに関しては大丈夫だった様ですが・・・磨きに関しては、もう少し追求してみたいと更に方策を探って見られるとの事です。
やはり、私にとっては切れる様にする事が本筋で、天然砥石を使う上では刀剣研磨のレベル・人造の研磨剤量を扱う上ではカスタムナイフレベルとは行きません。磨きは、何処まで行っても余技ですので、実用に問題が無い錆予防・見た目も程々の所までしか御役に立てず、申し訳無く思います。何らかの形で、御本人の御希望に沿う仕上がりに成る事を願って居ます。
一昨日は、東の刃物会社の方が拙宅を御訪問下さいました。また其の方を通じて、有る方から私に人造砥石をプレゼントして頂くと云う一幕も。
下画像が其れで、私は余り多種多様な製品を手広く試せる環境に有りませんが、存在自体は側聞して居ました。人造の中砥(1000番前後)から天然に繋ぐのに、3000~6000番の砥石は案外、重要な場合が有りますので感謝です。

御自身からも、御土産を手渡されましたが・・・此れはカステラ一番、電話は二番の奴でしたか。此方も、相当な昔から存在は知って居ましたが、縁が無かった物。癖も無く、特に風変りでも無いのに、他の店舗の製品とは何処か異なる風味で感銘を受けました。
当方からはキャスルトンのセカンドフラッシュと、近所の和菓子店で購入のマスカット大福を繰り出しましたが、上手く迎え撃てたかどうか(笑)。取り敢えず、一口飲んで美味いとの反応は頂けましたが。紅茶と和菓子とは言え、同じマスカットフレーバー同士で、相性的には悪く無かったのではと。
砥石を頂いたのは、四国のK様と御聞きしましたので、御礼の文面を添えて何か使える物を・・・と考えました。しかし中々、其れに相応しい気の利いた品も持たない身ですので、恐縮乍らせめて自分なりの小技を加えた小道具でもと。
下画像は手持ちのオピネルNO9、カーボンモデル(炭素鋼)とステンレスモデルですが、予期せぬ作業に備え、その辺に置いておくには少し大きいかも知れません。確りと使うには、最適の一つだと思うのですが。

下画像は、その一つ小さいモデル(NO8)、炭素鋼で柄をカシュー仕上げとした手持ちの一本。本格的に使うには最低限のサイズながら、使い難い程には小さくないのが良いバランス。
ブレード側面は、錆予防と厚み調整を兼ねて軽く削りつつ磨きました。ネイルマーク周辺の刃体中央には、未だ若干の厚みが残存しては居ますが、切れ込みや抜けは相当に改善されています。
あと、私は使い場合にブレード後端付近にダイヤモンド鑢で切れ込みを作り、其処から後ろは刃を落としています。使用時に指先が不意に接触したり、織り込む際の怪我を避ける為です。所謂、リカッソを仮に設けている様な物で、研ぐのも切れ込みから先のみとして居ます。もし後端迄も研ごうとした所で、何れは破綻するでしょうから。

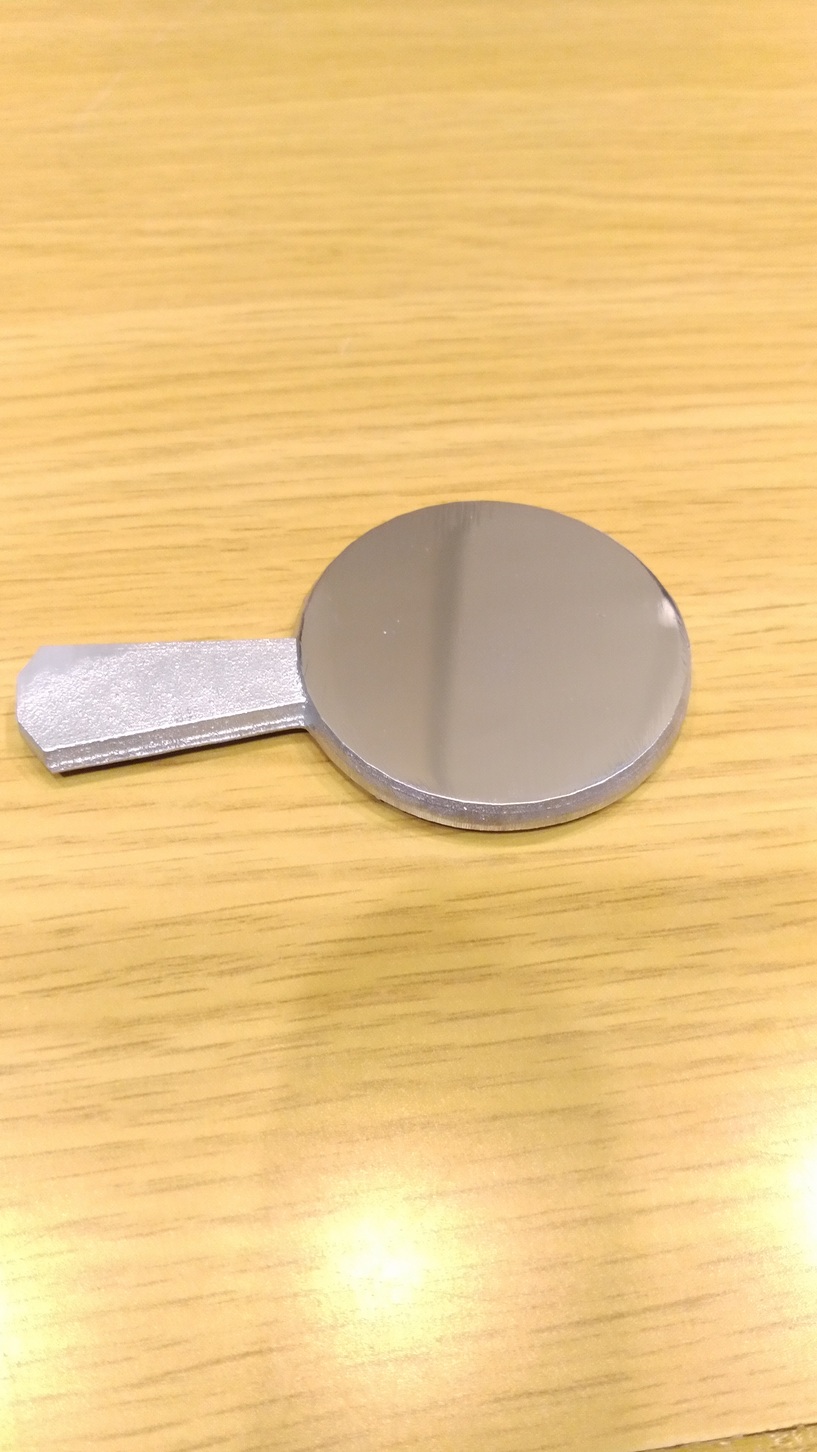
御礼の品は、同じくNO8のカーボンモデルとしました(二本有るのは、ブログを通じての知り合いへ送る為の物を含むからです。此方も御礼の品)。下画像は、新品の状態。手持ちと同じく、ブレード側面の厚み調整をしつつ、磨いてからの研ぎです。

人造の研磨力優先の1000番で大まかな形状と刃先の角度決め。その後には頂いた4000番で微調整と研磨痕の軽減です。当たりがソフトで研ぎ易い砥石に付き、天然直前の処理には重宝しました。


奥殿の天井巣板、中硬で更に細かく。小刃の本体は20度以下で研いであるので、刃先最先端を鈍角化。そして刃元~切っ先に向けては、漸次鋭角化。


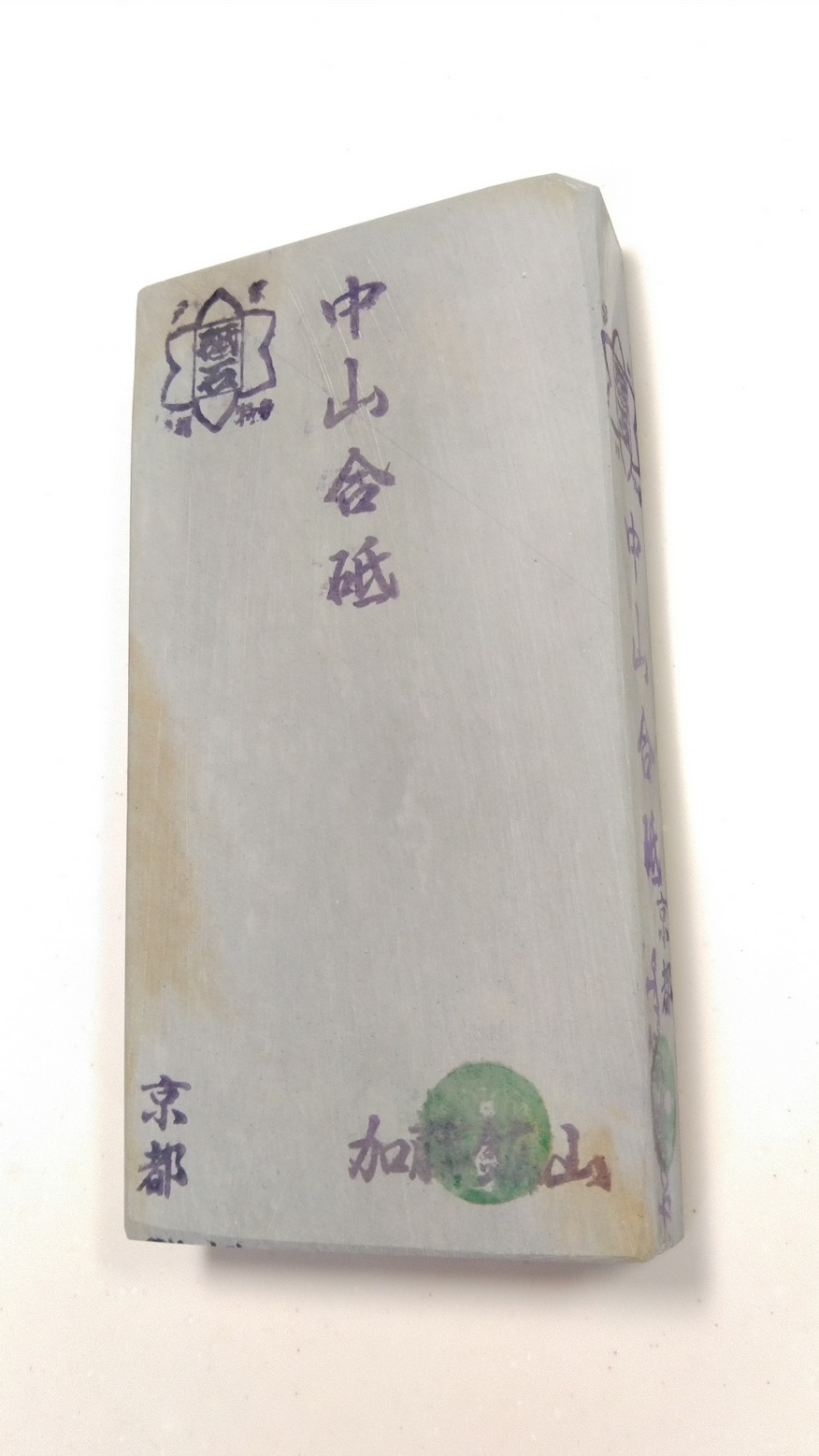
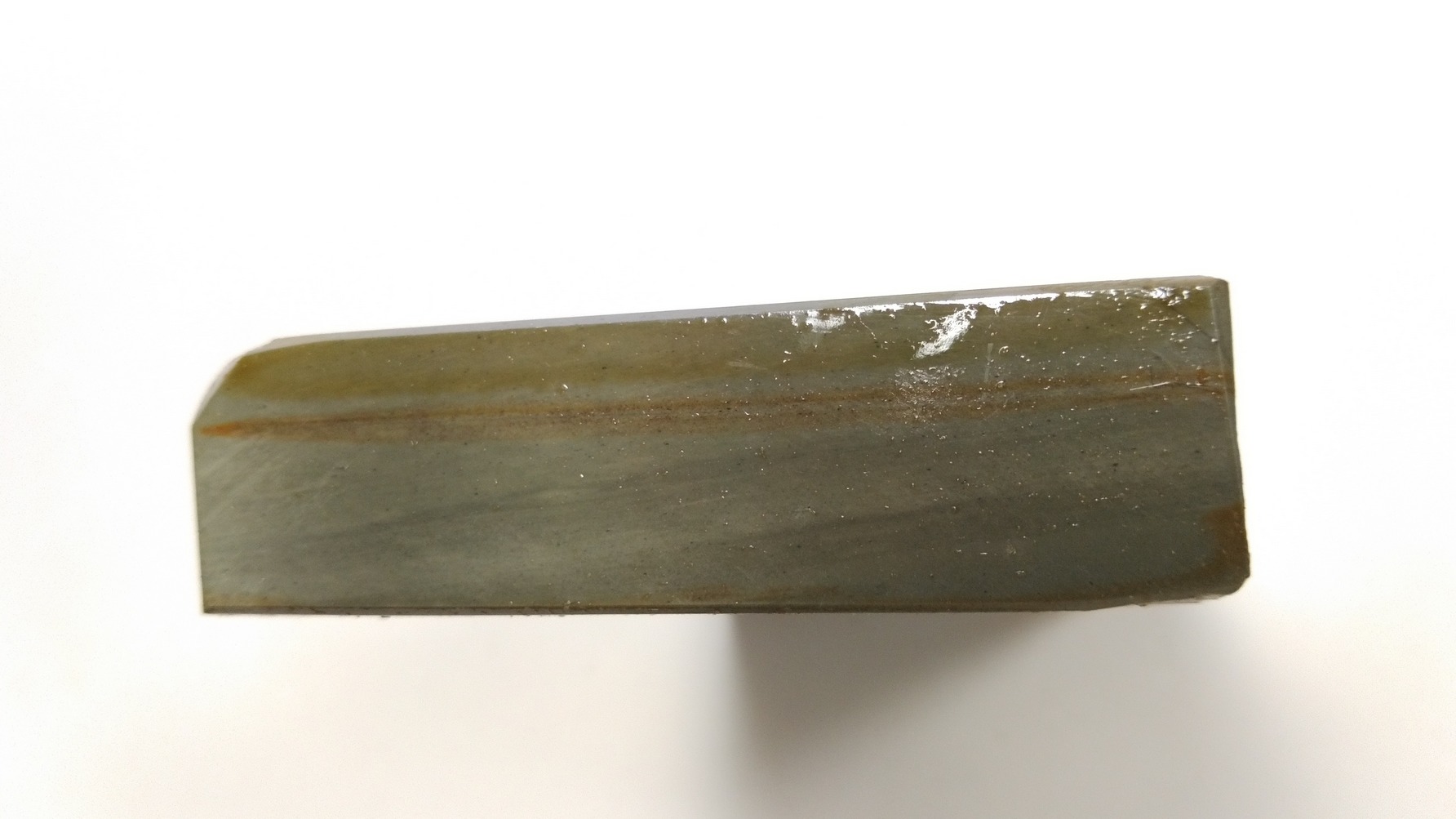
超硬口の中山の巣板で仕上げ研ぎですが、相性的に次の砥石が欲しくなります。最終刃先角度は、片側25度近辺が切れと永切れのバランスポイントの印象。30度以上で切れ方に不満が出るのは、組織が幾分は荒目なのか。


中山の水浅葱(切り落とし)で満足な状態に。因みに、掌サイズ以下の此の砥石ですが、四国への御礼の付属品として同梱して置く事にしました。研ぎ易さの相性は程々では有りますが、切れが鈍った際には、タッチアップ程度には使って貰えるのではと。


余りに急いで発送してしまった為、研ぎ上がりの全体画像は有りませんが、御二方には御笑納を頂けましたら幸いです。