M様からの御依頼、残すは今回の二本のナイフと、追加分のキッチンナイフの二本と成りました。
下画像の上、短い方はXの刻印入りでホローグラインドも結構な深さ。此れは厚目の鋼材から、決して幅広では無いブレード幅に対して一定の薄さの刃先を削り出す必要が有ったからでしょう。
下のGサカイの方も、割り合い薄い刃体乍ら、明らかに狭い刃幅故にホローは浅くは有りません。と言う訳で、此の二本はホローを活かす意味も含め、よりオーソドックスな小刃のみの研ぎに近い方向性としました。

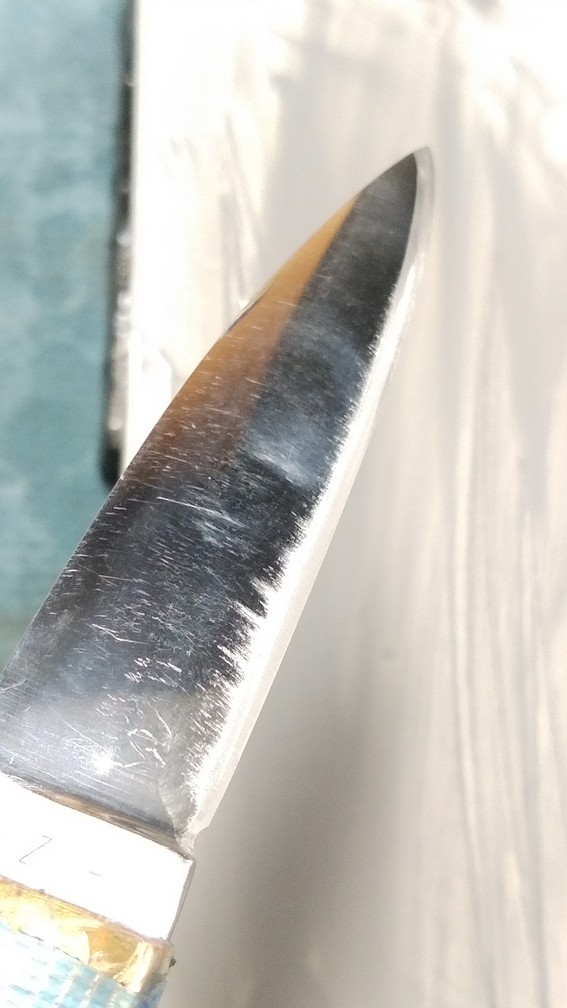
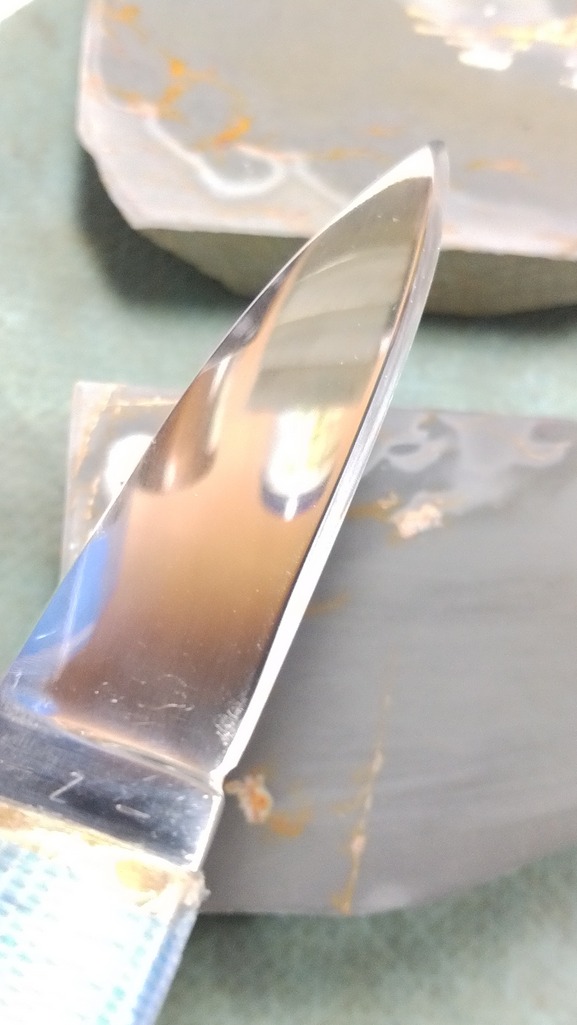
X刻印の手作りナイフの方、研ぎ前の全体画像

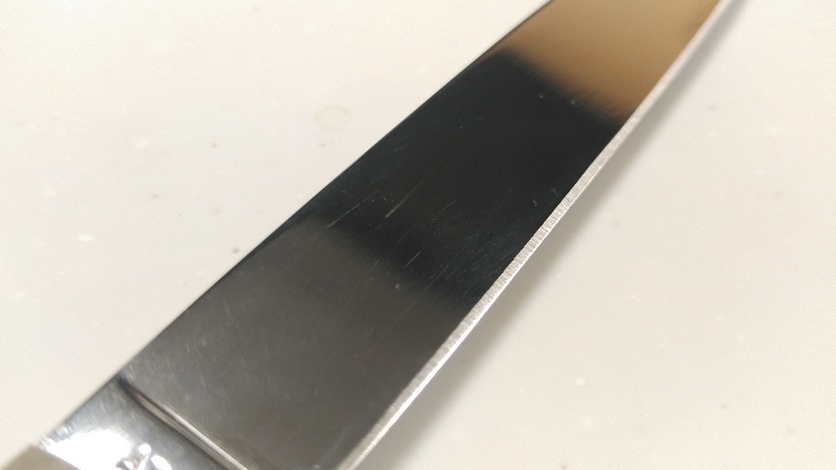
刃部のアップ。刃元の1cm余りの範囲で、少々鈍角かつ深く削り込まれている数か所が認められます(左側面も近似の状態)。

硬さと研磨力のバランスに優れる人造の粗砥から開始。充分な切れを実現する為と、小刃の幅の中で刃先方向・切っ先方向への角度変化を付ける必要から、元よりも3~4割増しの幅で研ぎます。


次に人造の1000番、研磨力(豊富な砥粒タイプ)と当たりのソフトさが特色な物。


改めて、硬さと研磨力(硬い砥面で削るタイプ)に優れる1000番で。初期状態に見られた、刃元の研削痕の乱れを均す目的での二種類の1000番使用です。


其の後は3000番と6000番で、より明確に刃先へ目的の角度(刃元から切っ先方向へ片側25度強~25度弱)を付け、小刃の峰側の肉抜きも切っ先方向へ向けてテーパー状に。


天然に入り、対馬で研ぎ目を細かく。


馬路の戸前で、研いだ部分の面構成をなだらかに。


中山の合いさ中硬で仕上げ研ぎ、ですが更なる切れの向上が可能と判断して。


硬口~超硬口の戸前で最終仕上げの心算でしたが、相性としては若干の反発と返りの落ち難さを感じましたので。


相性として、より良好な巣板と並砥の中間、やや硬口~中硬で。


研ぎ上がり、全体画像です。

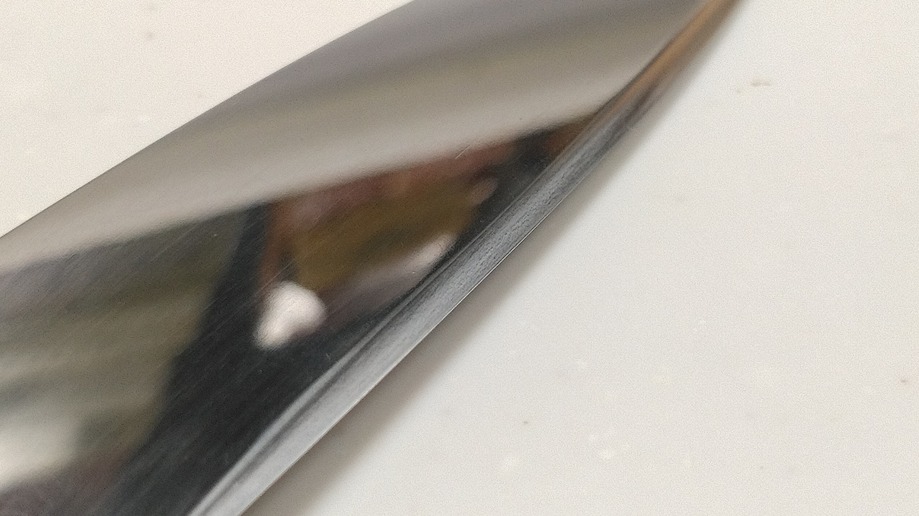
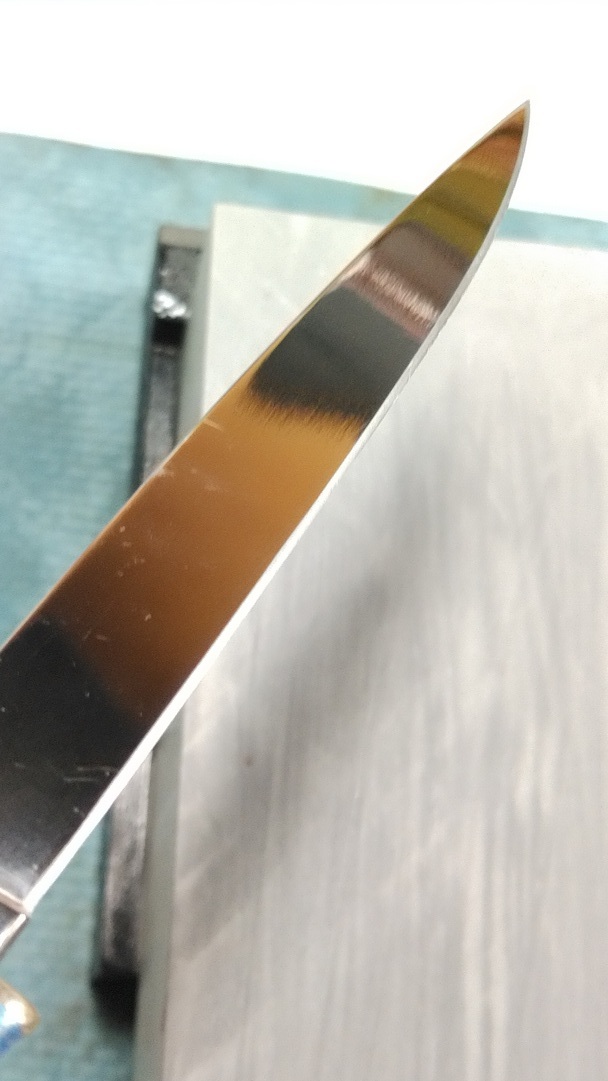
刃部アップ

刃先拡大画像

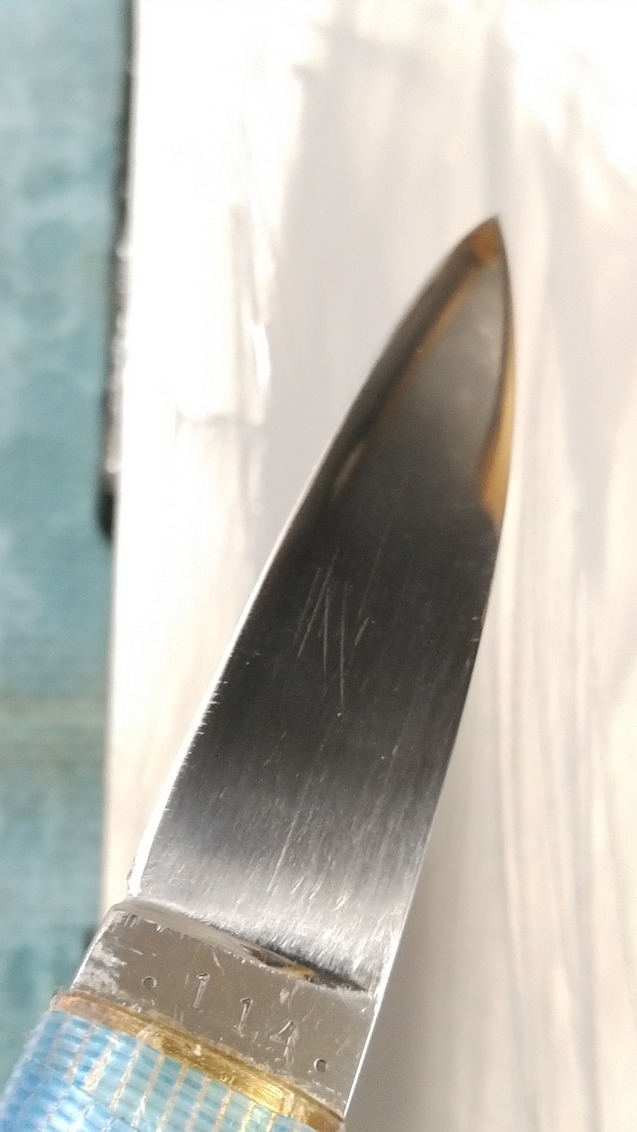
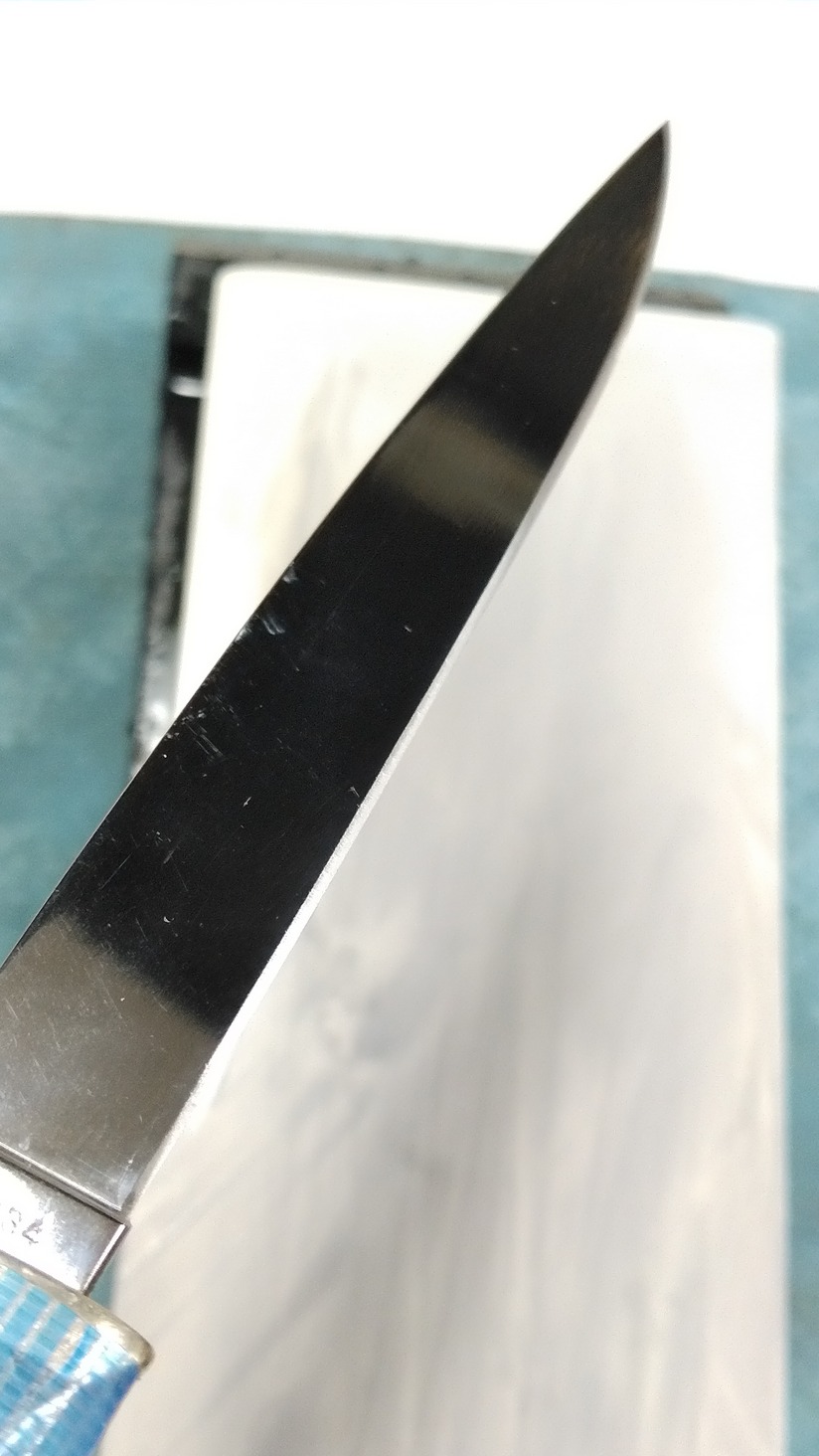
次いでトラウトアンドバード、研ぎ前の状態

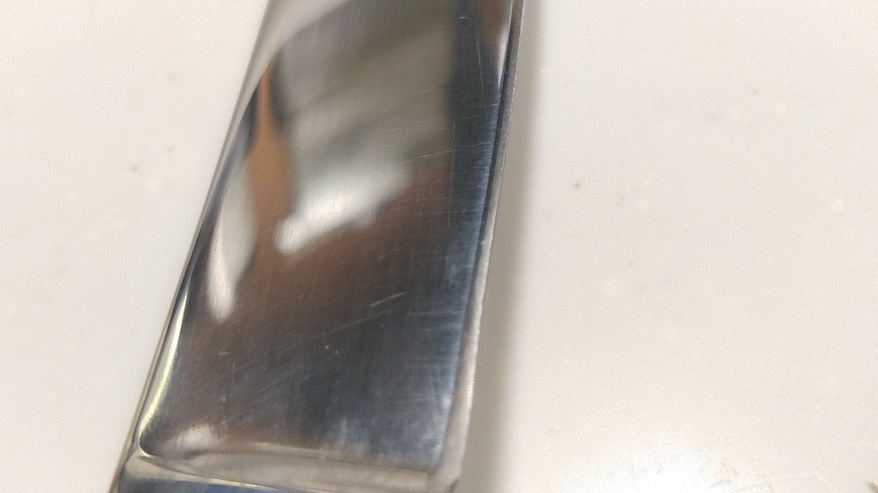
同じく、刃部アップ

人造の粗砥、硬さと研磨力のバランス良好な物。

人造の1000番、研磨力強く当たりがソフトな物。

硬さと研磨力が特徴の1000番。


3000番から6000番に繋ぎます。小刃の角度は、刃元から切っ先へ向けて鋭角化。


対馬砥で研ぎ目を細かく。

馬路の戸前で、より細かい研ぎ目にしつつ小刃の面の繋がりを滑らかに。


中硬~硬口の合いさで仕上げ研ぎ。


硬口~超硬口の戸前で最終仕上げ、と思ったのですが少々、滑り気味。


相性の良かった超硬口のカラス巣板で完成。

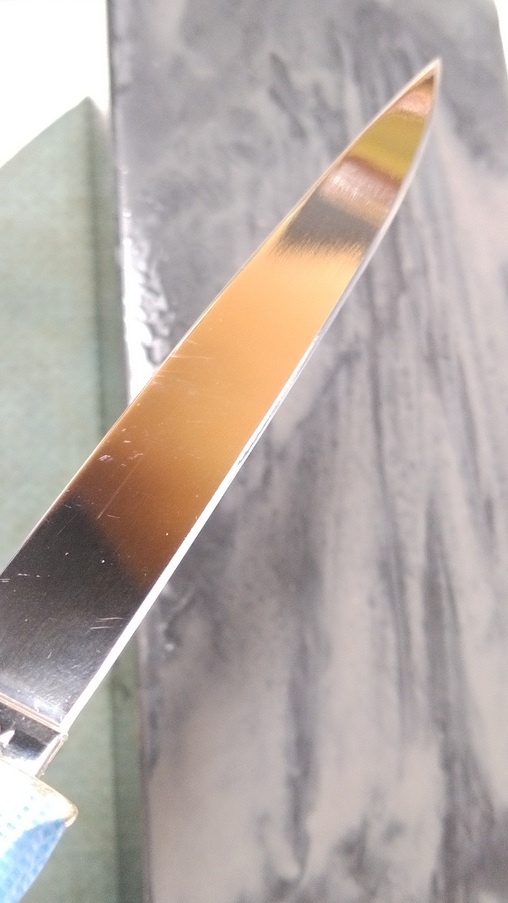
研ぎ上がりです。

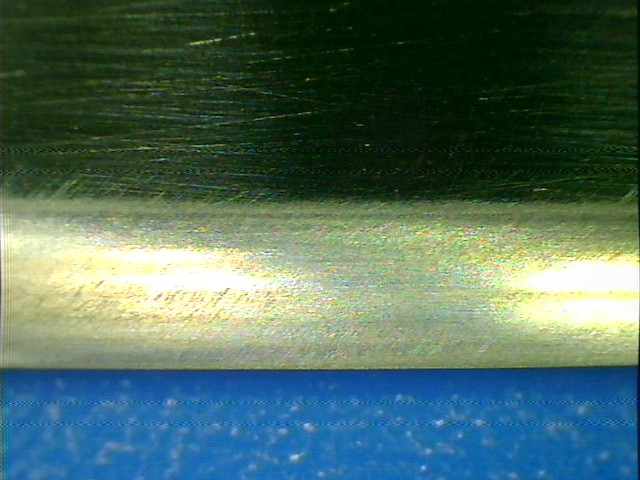
刃部のアップでは、刃元の小刃の峰寄りに初期の研削痕の残存が見えます。他の部分と比べて、角度や深さが違った削り方をされて居た様です。


今回の鋼材と熱処理の組み合わせ的に、恐らくは実用硬度と思われる範囲内での話では有りますが、二本共に硬さと粘りのバランスは幾分、硬さに寄っている印象でした。従って最終仕上げに用いる砥石には、刃先にダメージが入り難い相性(気難しさを抑える方向)が重要と成りました。
マイペースでの作業を御諒承頂いて居るとは言え、M様には更に追加分の二本が研ぎ上がる迄、今少しの御待ちを頂かねばならず心苦しいのですが、宜しく御願い致します。