
何時も御世話に成って居る、ベスパのディーラの方から、御馴染みの包丁の研ぎ依頼を頂きました。二本共に炭素鋼ですから、(黒打ちの方は黒皮部分以外)錆も程々に出て居ます。
其れなりに使われている証拠と言えますが、その割に刃先の損耗は少なく、俎板の材質の選定・使い手の扱い方が、包丁の負担に成らない運用なのだと想像できます。
研ぎ前の状態です。青紙スーパーを芯材とした物だったと思いますが、独特のシェイプと薄い作りが特徴的ですね。

刃部のアップ

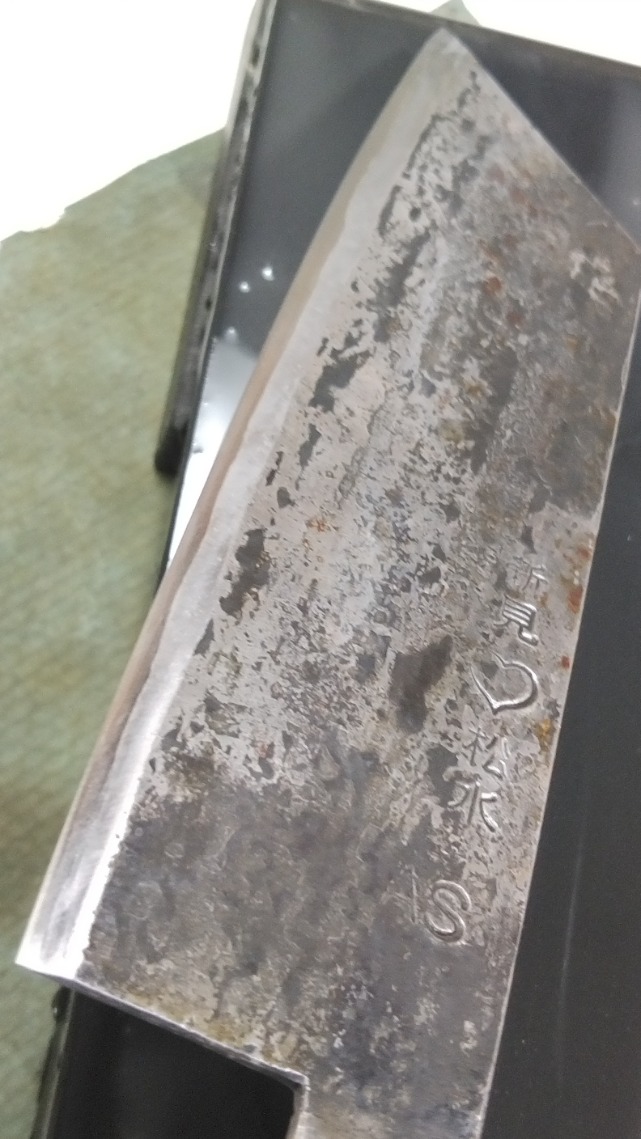
左側面

人造の320番からです。刃先を整える事で、僅かに減った切り刃の幅を維持する程度に鎬筋を上げつつ研ぎます。やや硬目・平面維持に優れた砥石の特性を活かして、カーブ周辺の厚みの残存を特に狙って減らします。
後は、何時も通りに切り刃幅を切っ先方向へ、少しずつ広げながら鋭角化させて行きます。

人造の1000番、研磨力と滑走に優れるタイプで刃先近辺に、最先端に向かって鈍角化・切っ先方向に向かって漸次、鋭角化するハマグリにします。


人造の1000番、やや柔らか目で研ぎ目が浅く、複雑な面にも追従性の高いタイプで全体を均します。


天然に移行し、相性の良い対馬で傷を浅くしつつ中仕上げです。

丸尾山の中硬の巣板で仕上げ研ぎ。


中山の合いさっぽい石(三色混じり)で、最終仕上げです。


研ぎ上がりです。


二本目の牛刀、研ぎ前の状態です。



人造の320番からのスタートは変わらず。少し、刃先が厚く成り掛けて居ましたので、小刃を広目に研ぎます。僅かに切っ先方向へ鋭角化しつつ進めます。


1000番、滑走の良いタイプで小刃の上側との段差を均し、より広げます。

耐水ペーパーを用いて側面の錆を落とすと同時に、刃先近辺の厚みの低減を狙います。
其の上で人造の1000番.3000番の研ぎ目の細かいタイプにより、刃先最先端へ向かって漸次、鈍角化させて行きます。


相性の良い対馬を選んで、中仕上げです。


梅ケ畑の研磨力重視タイプで仕上げ研ぎ。


最終仕上げは、中山の合いさっぽい石(薄い墨流し?)で。


研ぎ上がりです。


T様には、此の度も研ぎの御依頼を頂きまして有り難う御座います。結構な確率で、整備や修理のタイミングに合わせて御依頼を頂けるので、流行らない研ぎ屋としましては常々、御気遣いに感謝して居ります(笑)。
本日は休業の様でしたので(予定を確認しとけと)、改めて一週間後に又、御届けをと考えて居ります。宜しく御願い致します。