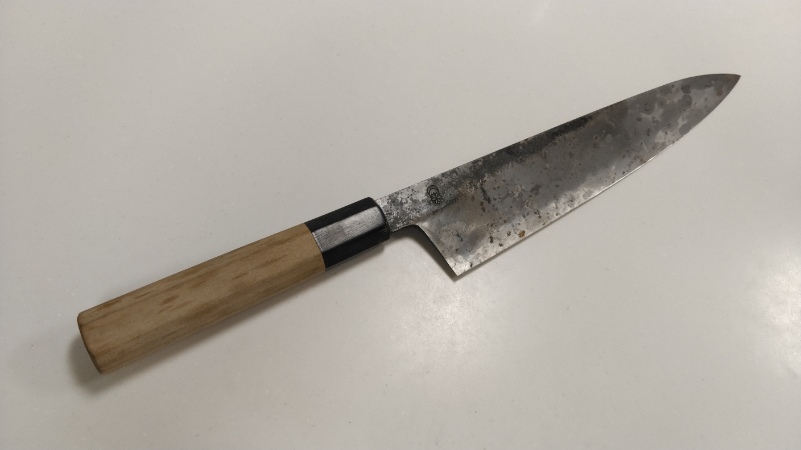
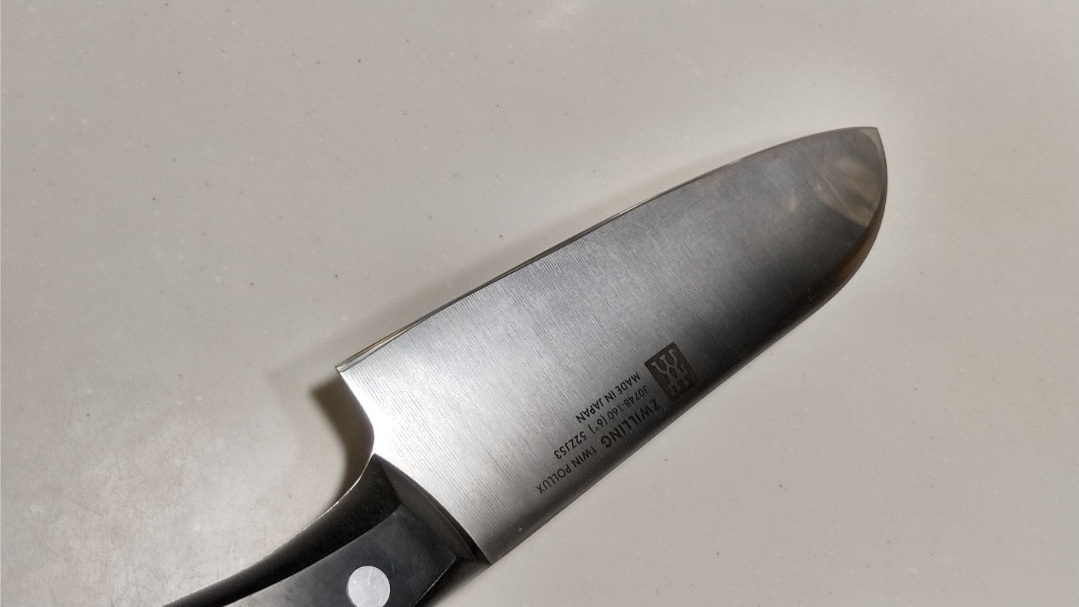
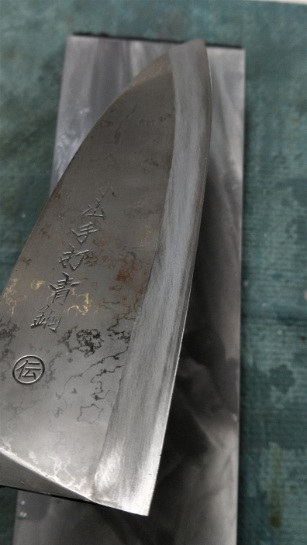
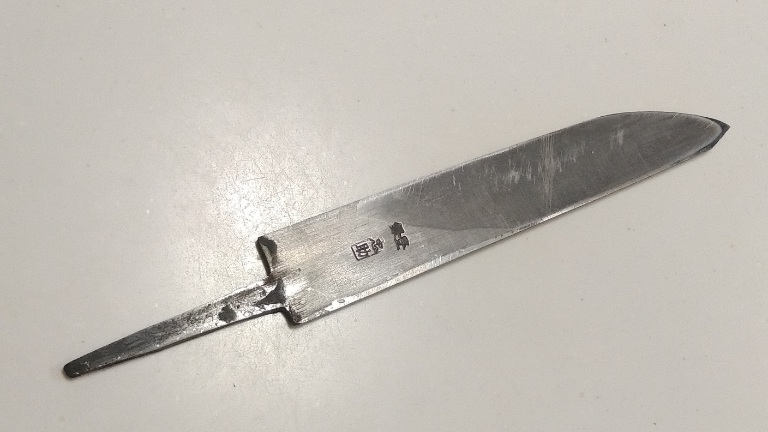
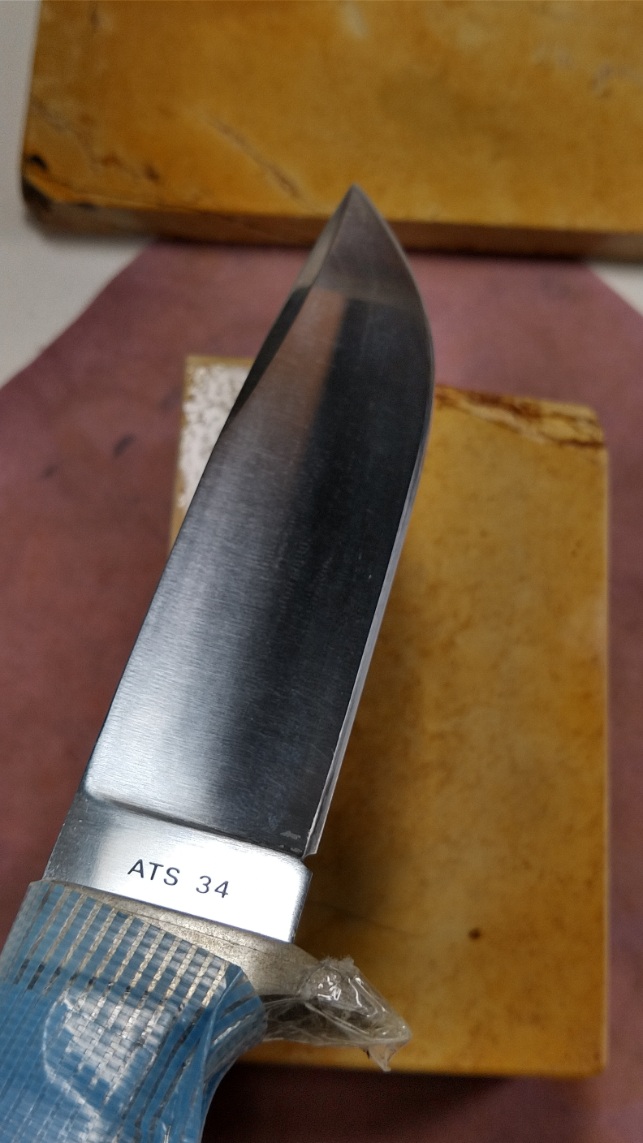
先日、宮崎県のI様から研ぎの御依頼で、服部のナイフを御送り頂きました。20年、大事に御使いだったそうですので、適度に使い込まれては居てもボロボロとは程遠い状態を保っています。
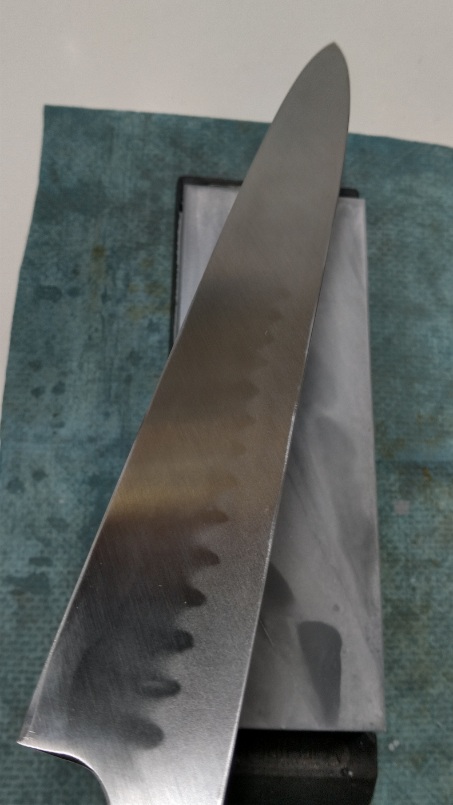
研ぎ前の状態。料理には頻繁に御使用だそうですが、此れ迄に研がれた事は無いそうで。

変に研がれていない為に?刃線に異常は有りません。そして刃先にも大きな欠けは無く、摩耗のみと言って良い程度です。


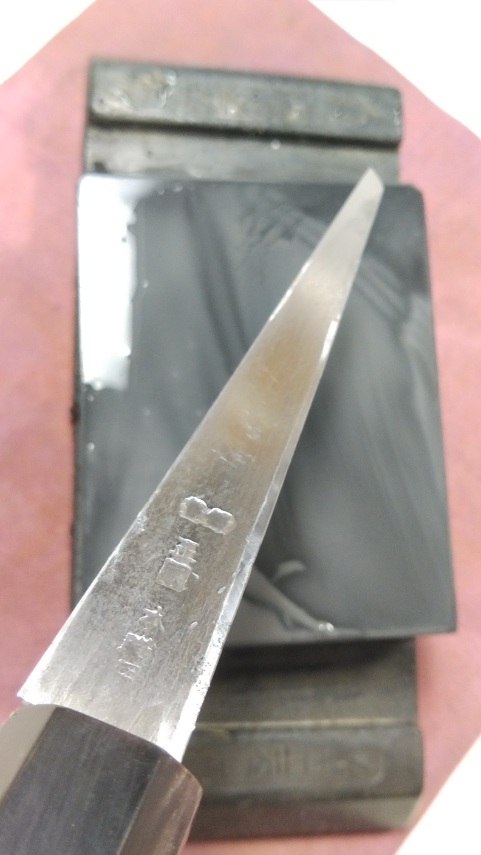
研ぎ始めは、ダイヤからです。刃先の摩耗部分を削り落とします。小刃のベースとして片側、刃元20度強から切っ先20度で。


人造の230番で、研ぎ目を細かくしつつ精度を上げます。更に、小刃全体の角度を若干、鋭角に。(小刃の峰側に付いた)ダイヤの傷の除去も兼ねています。


人造の1000番・3000番で、更に研ぎ傷を消しつつ精度を上げます。より切っ先に向けての鋭角化・刃先最先端へ向けて鈍角化も行ないます。


天然に移行し、対馬です。傷を消しつつ、全体を均します。


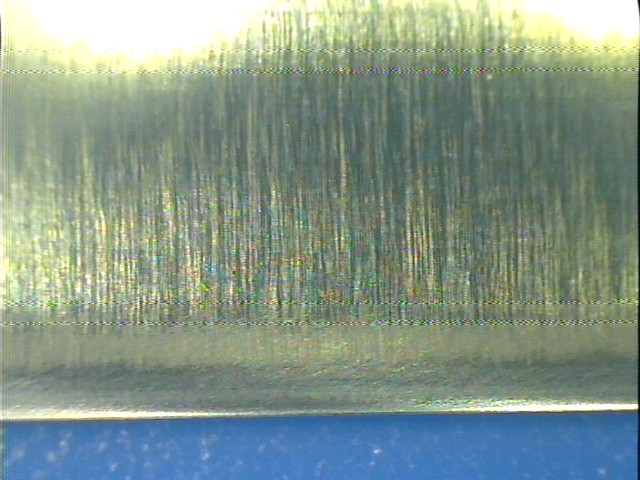
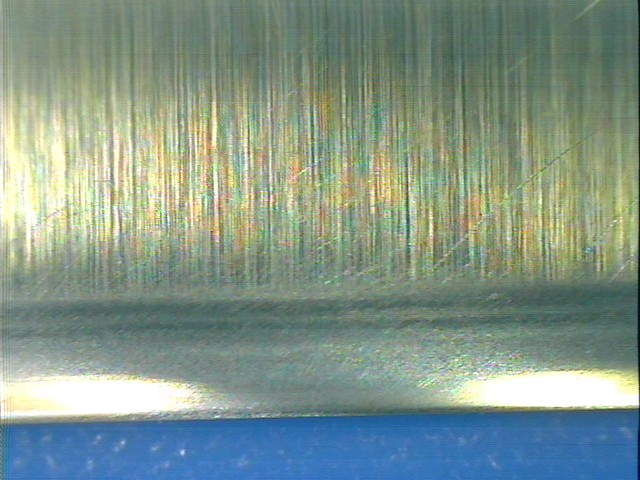
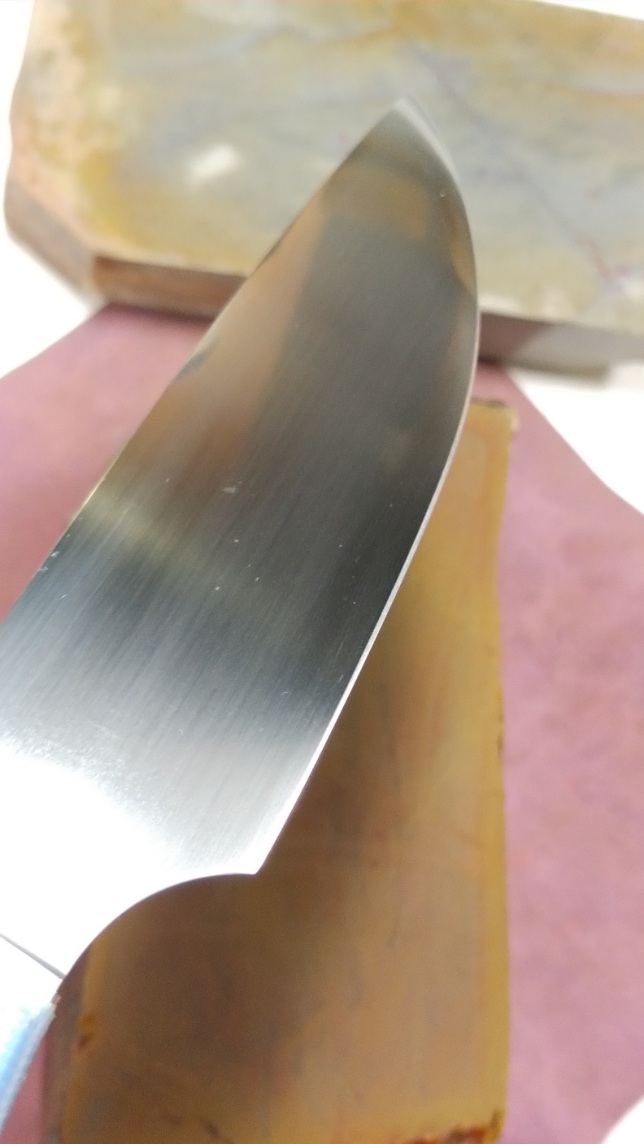
奥殿の硬口の天井巣板・同じく千枚っぽい物で仕上げ研ぎ。


最終仕上げとして、中山の戸前っぽいのと合いさを試しましたが、相性的にもう一段、上を目指せそうかなと。


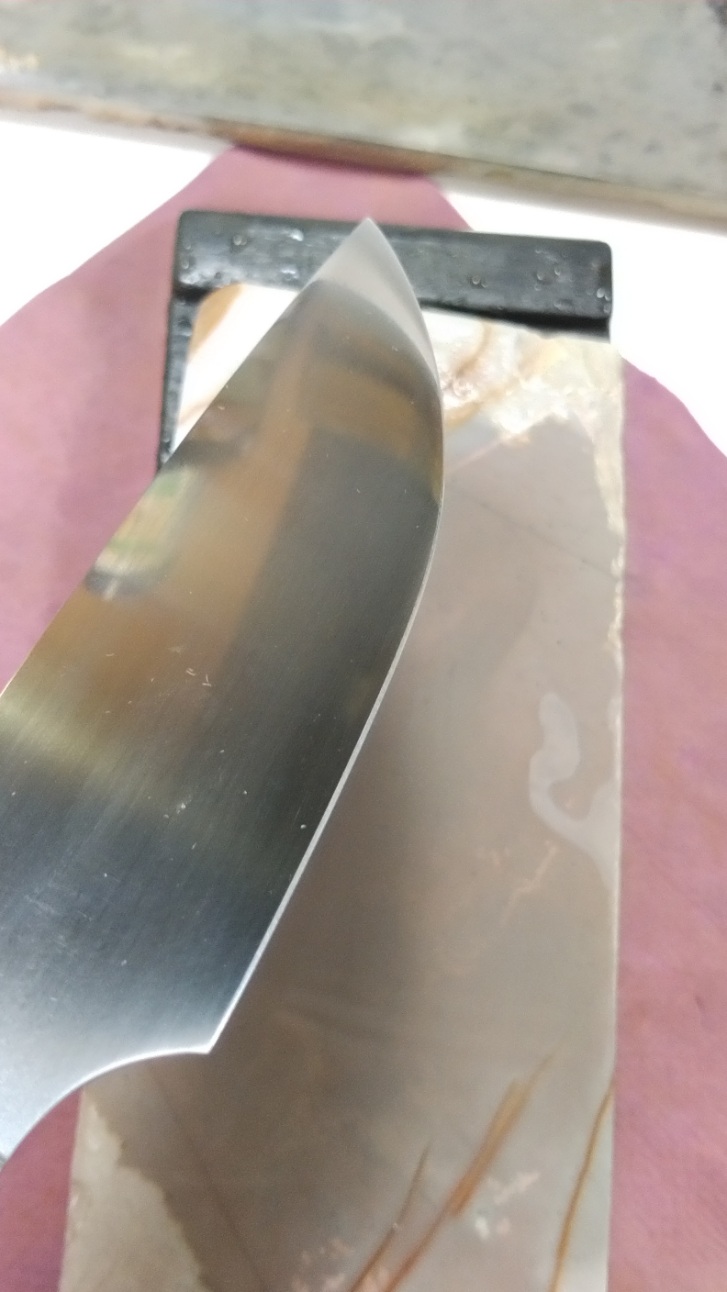
奥殿の硬口巣板の白で。相性的には良かったのですが、念の為にもう一種類を。


奥殿の硬口巣板の茶色。同じく良かったのですが、切れの感触をサクサクと滑らかの中間にしたかった為、駄目押しでもう一段。

中山の硬口、巣板層の近辺の戸前っぽい物。持ち出した三つの内から、(中山としては)シャリシャリ気味の物で完了です。
鋼材(と熱処理にも因りますが)の傾向として、ATS34の最終は、極限まで細かい物よりもサラッとした性状の砥粒・砥面の砥石が合うと感じての決定です。野菜以外にも生の蛸を対象にするとの事で、何方にも対応する意味でも個性を引き出す方向で。


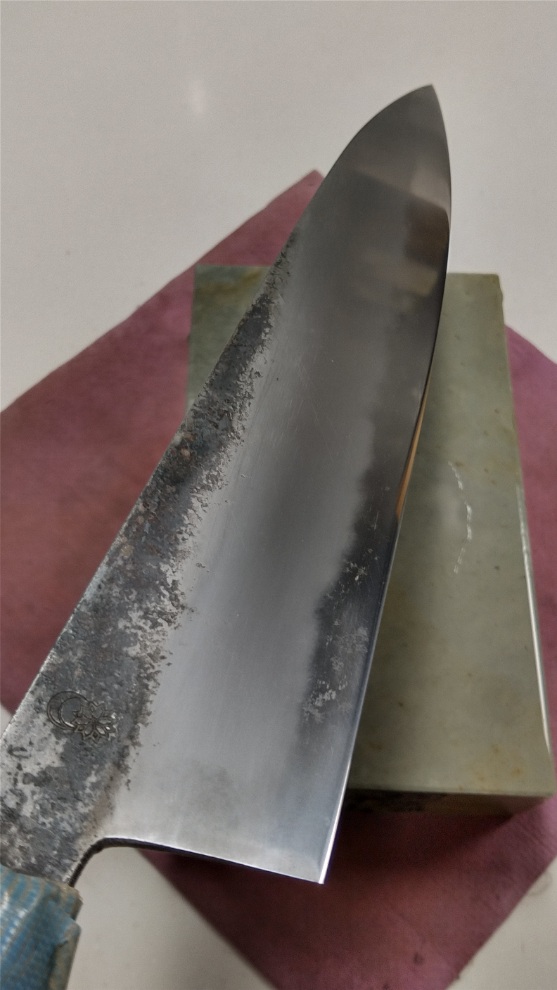
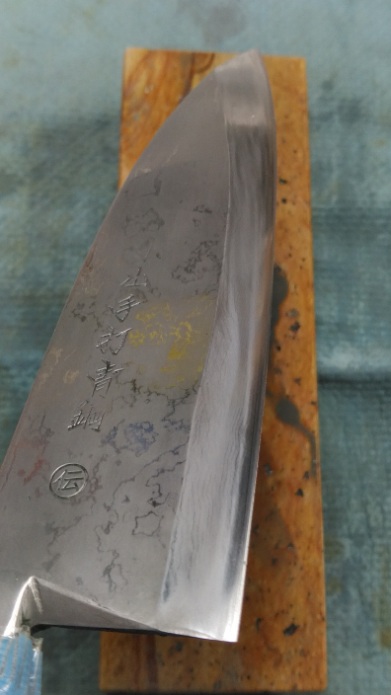
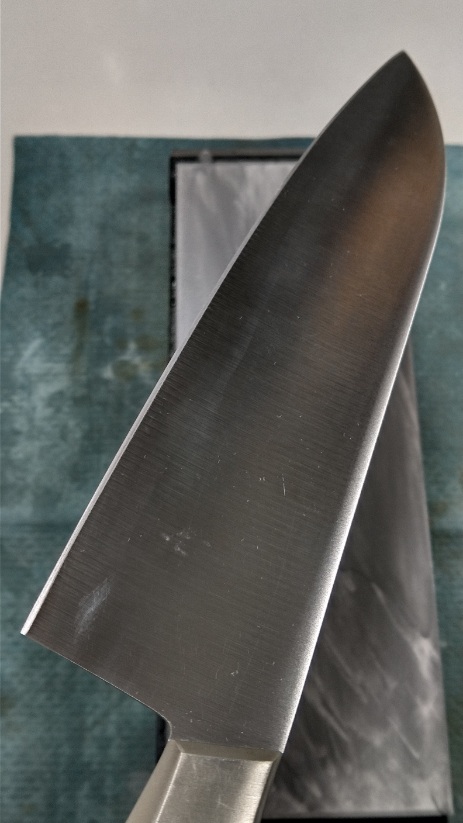
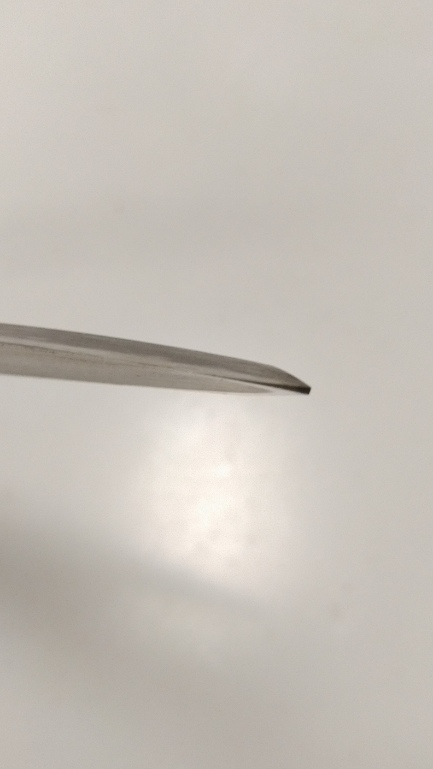
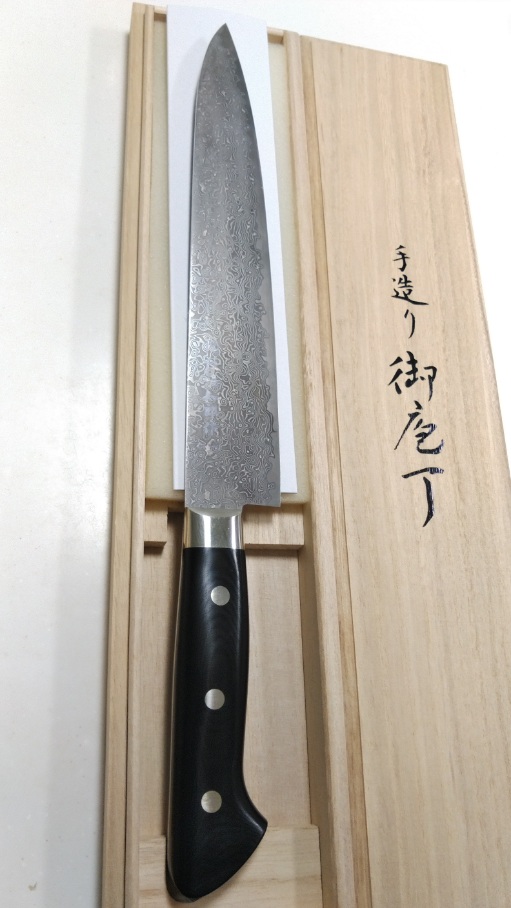
研ぎ上がりです。




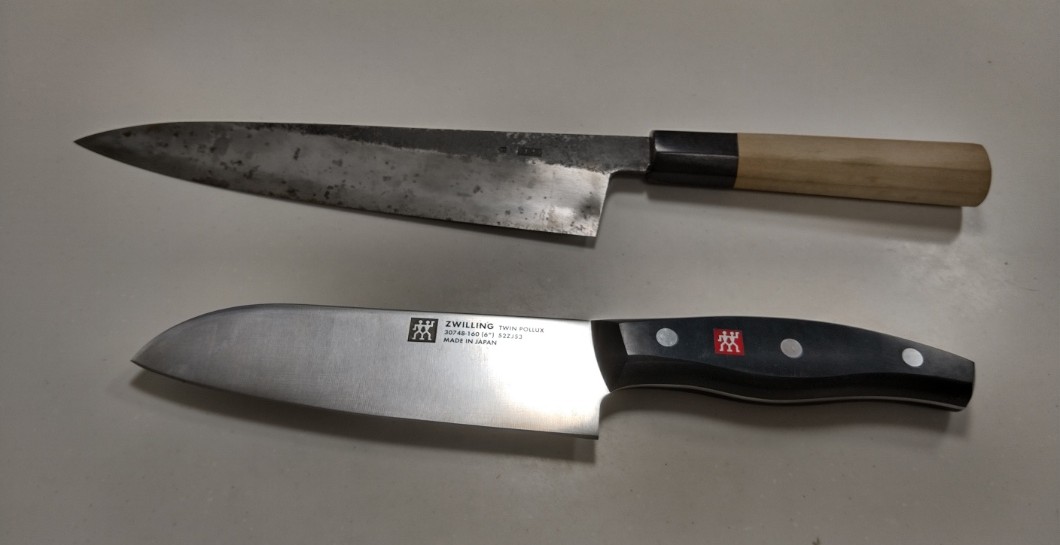
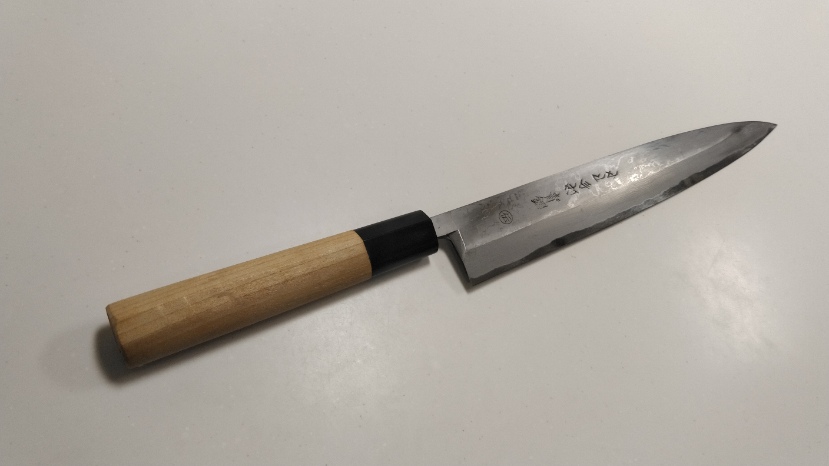
御依頼品に釣られて?私の手持ちの、古い服部のナイフから二つばかり(笑)。
シースナイフとしては唯一、在籍中に購入した物。レザーワッシャーハンドルで、ブレードに使用されて居るのは青紙(恐らく二号)です。錆に注意は必要ですが、研ぎ易さと特有の切れ加減には個性を感じます(やや柔らか目かも)。

会社を辞するに当たって、好きな物を持ってけと言われて私が選んだのが、下掲の物です。元は、ベトナム戦争中の要請から生まれたそうですが、YHBと言う鋼材を使用したナイフです(同系にステンレス・炭素鋼のモデルあり)。30年近く前の物ですが、その時点ですでにデッドストックとして放置気味だった一本を渡されました(笑)。餞別に渡す物の選別にも、個性の発露が伺えますね。
因みにYHBは、有名なM2と同じくハイス鋼(ハイスピードツールスチール)の範疇ですが、モリブデン系である前者と比較して、タングステン系の特性上、高硬度では有りますが幾分か靭性に劣る傾向との説明を記憶しています。実際、研いだり使用したりの経験からも、頷ける内容だと感じています。

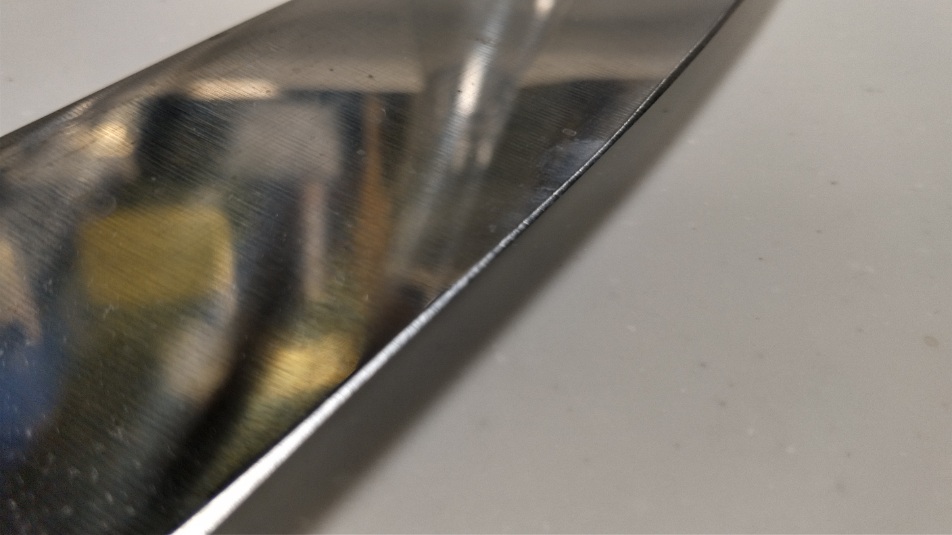
此の度はI様には、研ぎの御依頼を頂きまして有り難う御座いました。(私の基本姿勢では有りますが)余り、元の状態を変えない方が良さそうとの判断から、そして初回の研ぎと言う事も有り(刃先の厚さも限度内)小刃のアレンジに留めました。
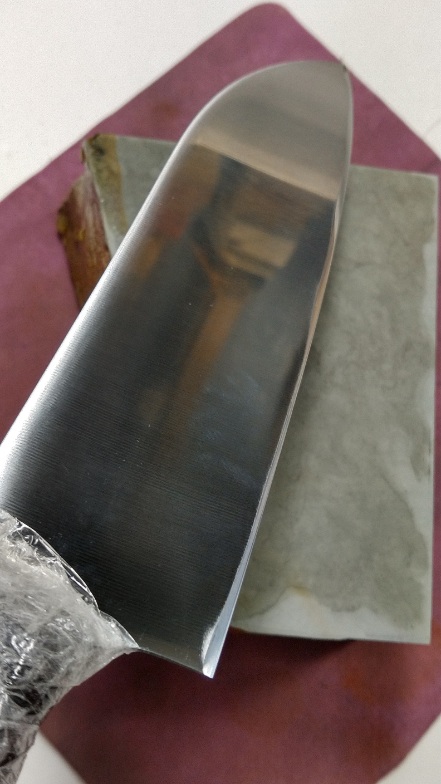
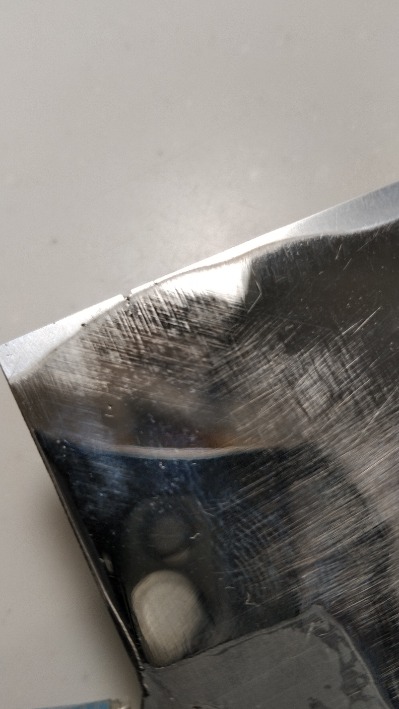
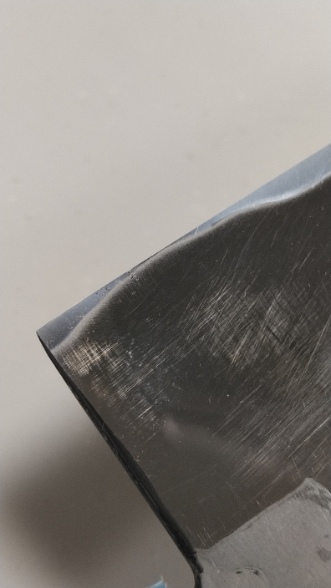
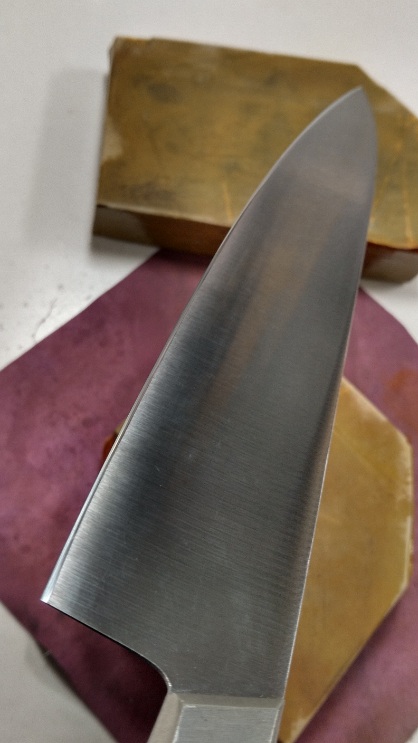
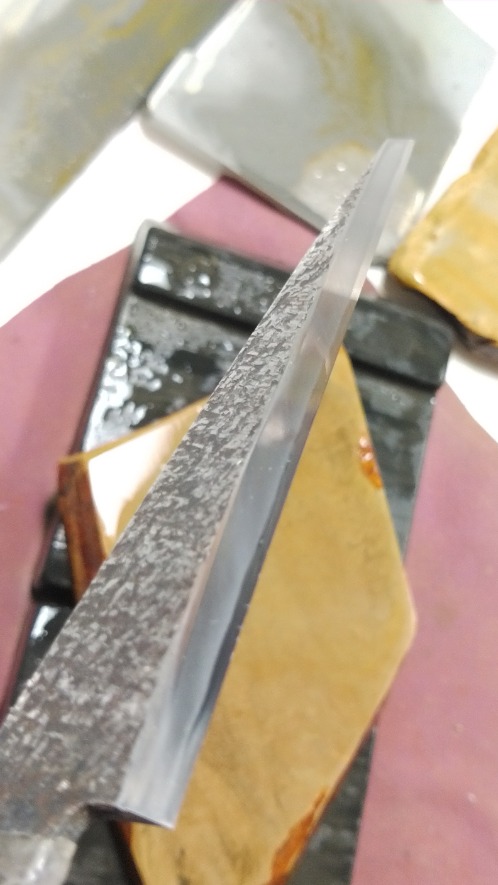
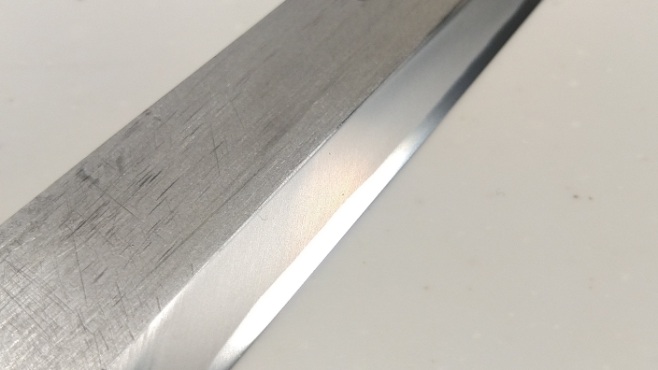
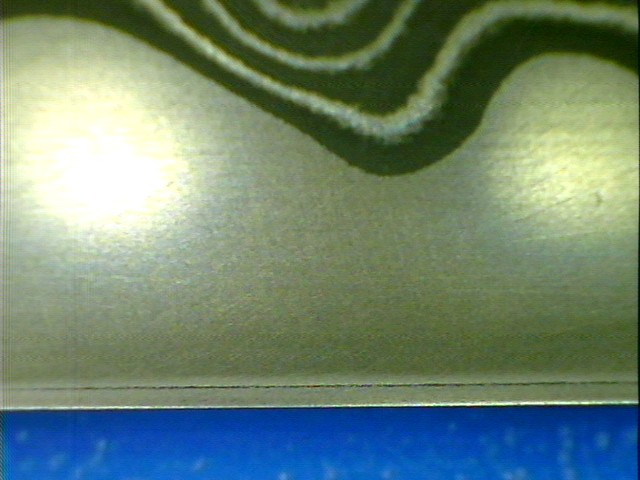
原型を気にしなければ、切れ向上の為に刃体側面の厚さを変える・刃体側面の一定範囲を切り刃状に厚みを変える(下掲参照)等も選択肢としては有るのですが、御好みでは無い様でしたので。
もしも御手元に到着し、問題など有りましたら刃先角度の再調整も致しますので、御申し出下さい。
(※ ナイフの到着後に送信下さったメールにて、トマトやオクラで試した所、之までに無い吸い込まれて行く様な感覚とのコメントを頂き、安心しました)

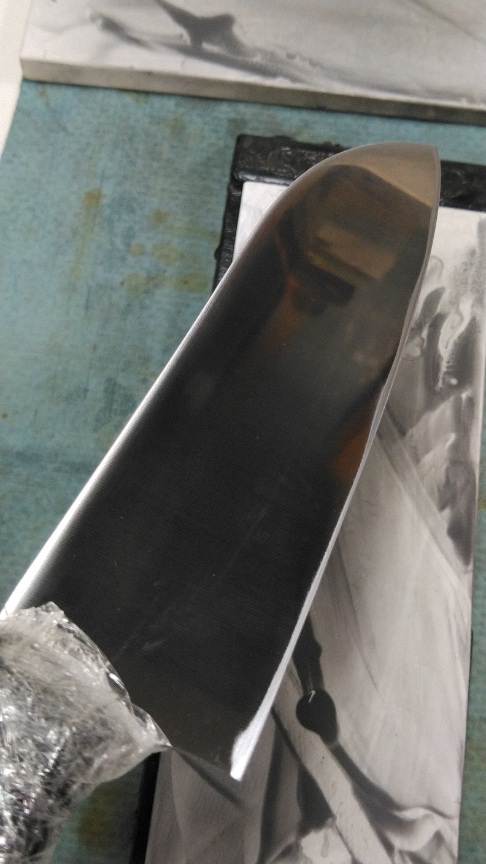
普通のステンレスの一枚物の小三徳です。やや刃先周辺の厚みが気に成るのと、左右での肉の取り方の相違から、小刃の幅のバランス悪化に繋がって居た為、軽く切り刃状に変更しました。