東北に御住まいのS様から、本焼きの江戸裂き(東京型の鰻裂き)の御依頼を頂きました。私としては触った事が無いタイプでしたし、ましてや使って見た事も無かったので如何なものかと考え、率直に伝えた上で専門家や販売店への御依頼を提案してみました。
しかし、送って頂けるとの事で可能な限り御意向に沿いつつ、確認した現物の状態から逆算して仕上げようと考えました。具体的には、切り刃の面精度を上げつつ厚みの不均衡を正し、正確な段刃(御希望では50度位)に仕上げる。
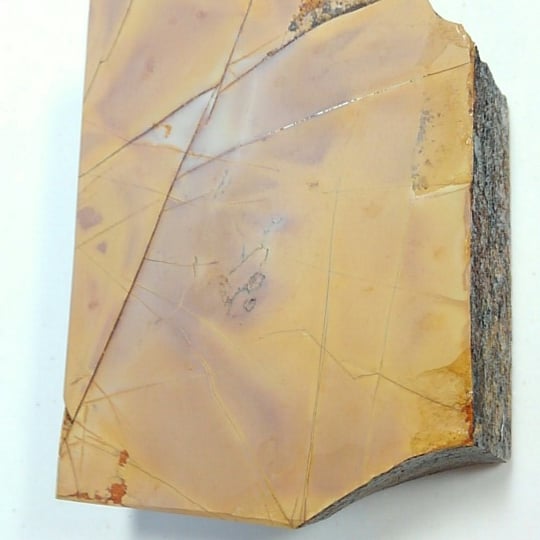
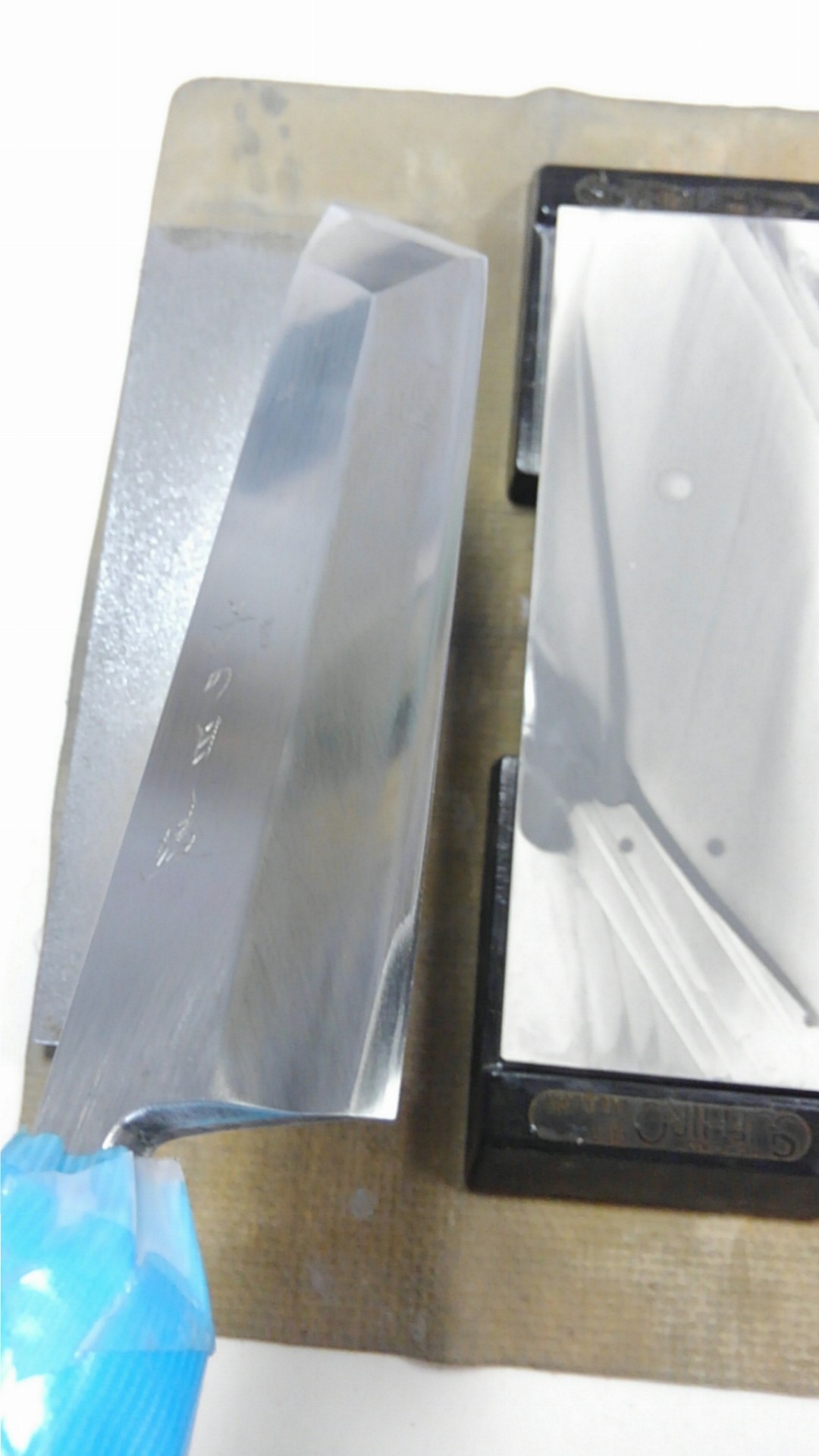
研ぎ前の状態

刃付けされた段刃の上から、刃先寄りを中心に研ぎ直されている状態に見えます。

切り刃は、ホローグラインド的な刃付けで、且つ刃元寄りは刃先側が薄い・逆は鎬筋寄りが薄い。厚みは横手筋と言いましたか、其の辺りに掛けて残存傾向。

裏は割合、整っているのですが切っ先から5mm・1cm・4cm辺りに欠けが有ります。

人造の400番から砥いで行きます。少しでもホローの軽減を狙いつつ、切り刃から。

1000番です。直線部分の段刃の両端が、弧を描いています。それを修正しつつ研ぎ減らしながら、角度も御希望に寄せて行きます。
しかし、50度近辺を狙って砥いで行くと、大きく返りが出易い為か刃先が荒れ気味に。特に、切っ先寄りの三か所の欠けが何度か再現される程で。そこで若干、鋭角目(45度強)で砥いでから、刃先を起こして指定角度の近辺へ。

中硬の巣板の後で、硬口・超硬口の巣板で仕上げました。

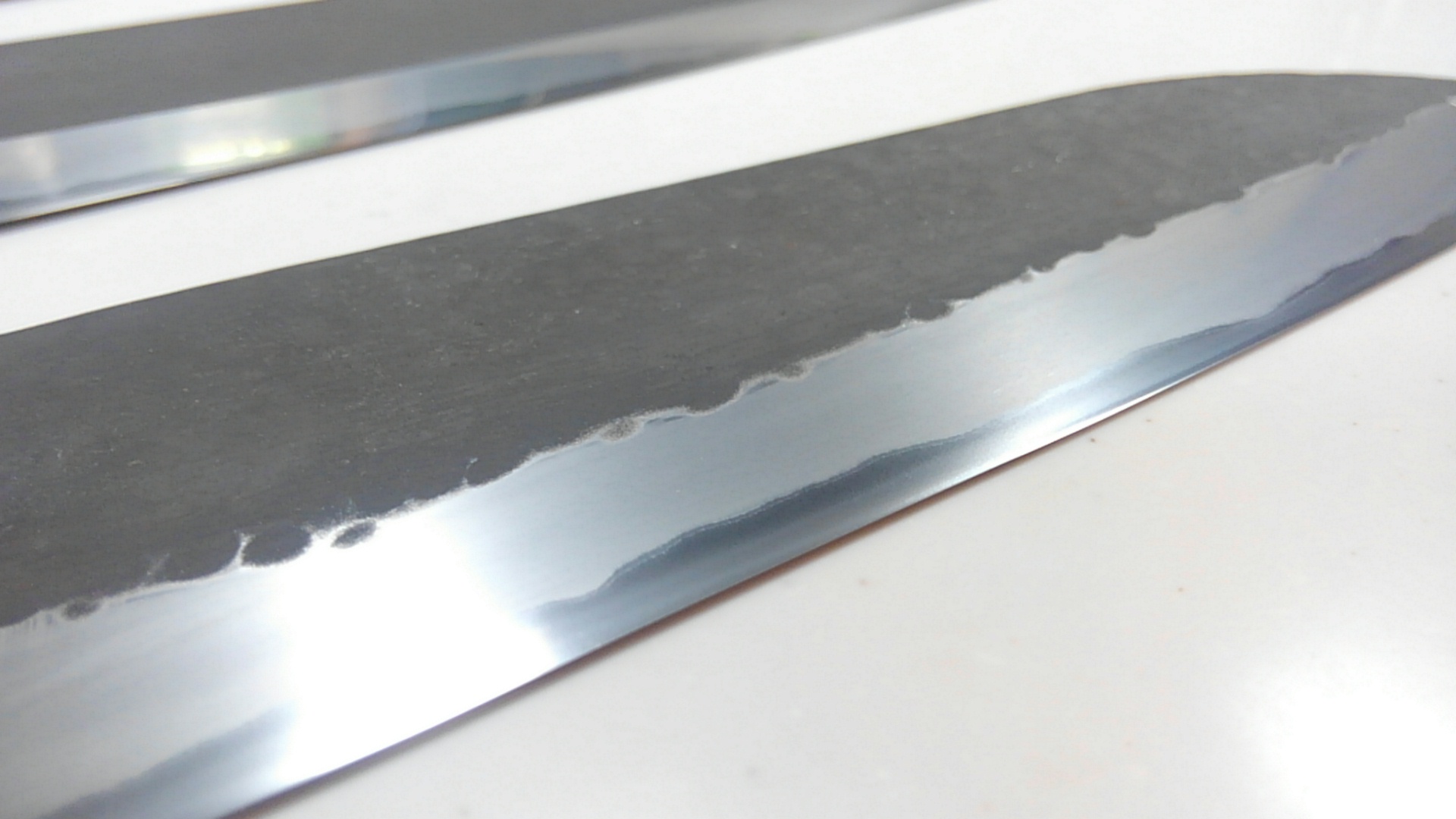
研ぎ後、全体画像。

刃部アップ

刃先拡大画像

裏ですね。軽く磨いて錆予防。

今回、研いで見て分かりましたが、通常の包丁に大きく段刃を付けるのとは些か異なる認識が必要です。段刃が極めて明瞭な為に切り刃の面と対等な、端的に言えば多面体の立体を仕上げる感覚を要すると。
その主要な要因は、横手筋が有る為です。其れを挟んで隣り合う、切り刃面同士・段刃面同士にズレが生じない状態を維持しつつ研ぎ進めなければ成りません。厚みにしても角度にしても大差が付くと面倒に成りますし、刃先の減り方が違って来ると目も当てられませんね。
ですので、余りバランスを崩さない範囲内で調整するに留めました。切っ先寄りは、欠けが無くなって角度が狙い通りに成る段階で・直線部分は、両端のアール部分が減り、刃先最先端と裏押しが何とか繋がった段階で。
ある方から伝え聞いたのですが、江戸裂きの研ぎは専門家に委ねるのが相場で代金も2.5倍近くなると。成る程、他の包丁とは違うアプローチが必要とあっては無理も無いと感じました。
S様には、貴重な機会を頂きまして有難う御座いました。御返送後には仕上がりに問題無いとのメールを頂きましたが、初期の御要望から余り離れていなければ幸いです。今後も御役に立てる様でしたら、宜しく御願い致します。