大阪府下のM様から、VG10の牛刀を送って頂きました。ダマスカス地金の間に心金を挟んだ仕様では有りますが、殆ど新品と言える段階で有り、刃先の損耗も軽度である事から、今回は小刃の範囲のみの研ぎに留める方向で作業を進めました。
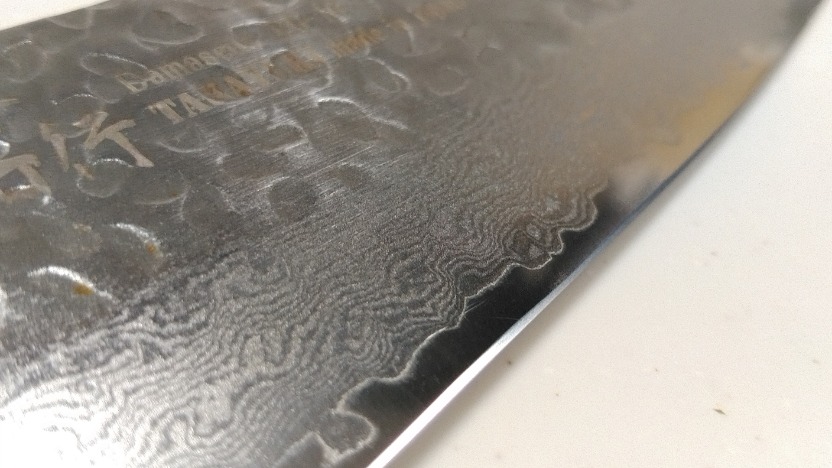
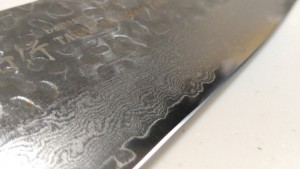
研ぎ前の状態、全体画像です。全体に渡ってステンレス系統で構成されているものの、部分的に錆が発生しています。其処まで深くは無いのが何よりで、刃先の損耗も酷くは無いです。
日常的に、刃先への負担が少ない御使用法を伺わせると共に、此の段階で研ぎの必要性を感じられた点から、繊細な感性を御持ちである事・包丁を大切にされて居る事が拝察されます。

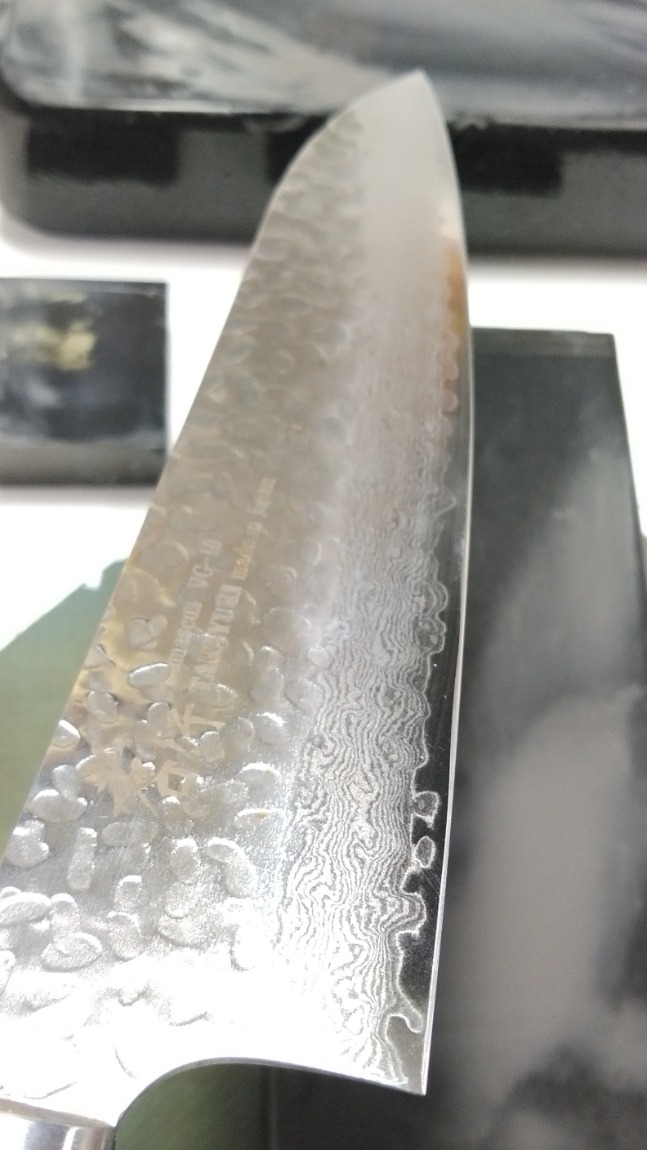
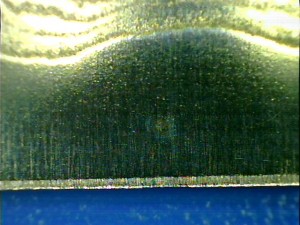
初期刃付けの段階では掛かりを重視してか、やや荒い小刃が施されて居ます。ステンレスの仕上げでは、(特に人造仕上げ砥では)滑り易くなる傾向が有るので、其れへの対処として多用される方法では有ります。特に硬めに熱処理されたVG10は、超仕上げレバルの話しに成りますが、砥石に対して結構な選り好みが見られます。

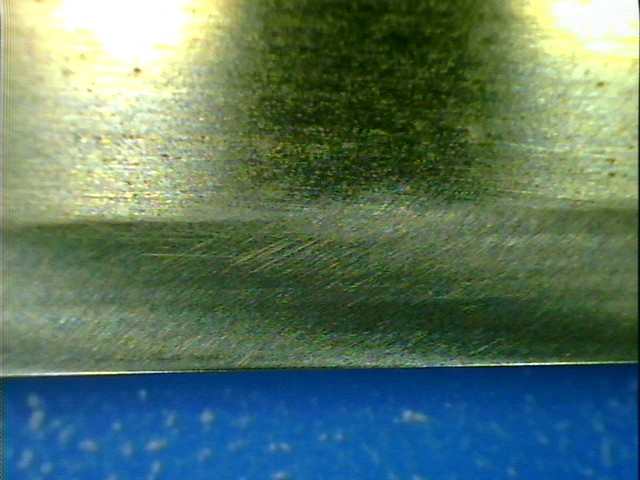
拡大して分かるのは、小刃が二段階と成って居ました。最先端の角度は、返りの処理と刃持ちを企図して付けられた物と考えられますが・・・稀に其の面積だけが使って行く内に摩耗して、あたかも別角度に仕立てたかの様に成っている事も有りますので、断定は出来ませんね。

研ぎ始めは、人造の320番からです。大幅に研ぎ下ろす必要は無いのですが、硬目のVG10(耐摩耗性良好)故に、下りの速さは控え目です。
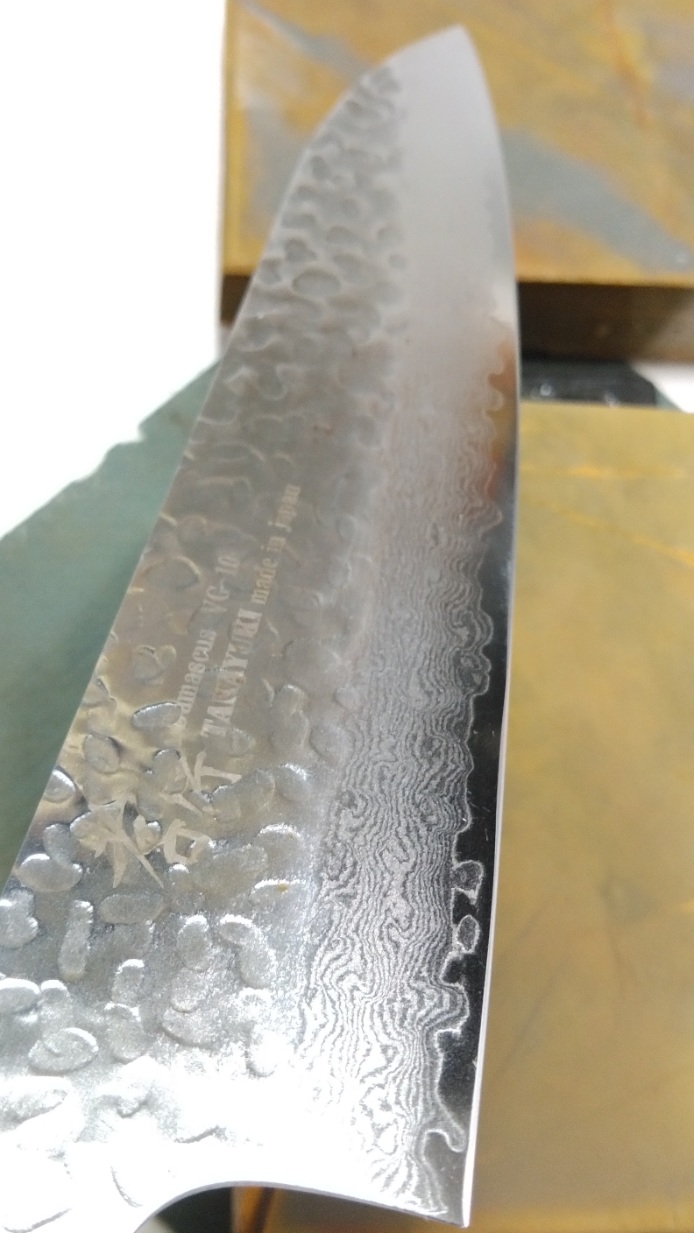
切り刃のカーブ手前の鎬筋周辺は、厚みが残って居る様子ですが・・・特に刃先周辺の切り刃はマズマズ均一気味の様です。ただ、研ぎ直した小刃のを観察して貰えれば分かるのですが、幅の増減が見られるという事で(今回は殆ど均一か、僅かに切っ先方向へ広がる筈の研ぎ方ですので)厚みの不均等が察せられます。


続いて研磨力に優れる1000番で、より正確な小刃の形成に努めます。刃元は30度弱・中央は25度・切っ先付近は20度程で、両側から研ぎますから刃先角度の合計は、二倍と成ります。


人造の最後は、3000番です。傷の浅い1000番を経て、更に傷を浅くします。


天然に移行し、対馬です。


奥殿の天井巣板、中硬の物で仕上げ研ぎです。普通に切るには充分とは言えます仕上がりに。


普通では面白く無いので、やや硬口の中山の巣板・合いさで。切れは向上するも、未だ本調子を出せていない感も。


超硬口のカラスでは、掛かりが向上。ただ繊細な切れにはもう一つ(違いが分からない人も居るレベルの話です)。


超硬口の戸前では、切れと掛かりの性能が微増。


此処で方向性を変え、水浅葱で。滑らかな切れでは最上の結果ですが、もう一声を狙えそうな感触。


同じく水浅葱ですが、田中さんが惑星と呼称するタイプで。相性的に上画像の個体よりも優って居た様子で、最終仕上げの砥石としました。


研ぎ上がりです。小刃のみの研ぎですので、全体画像による差異の確認は困難です。

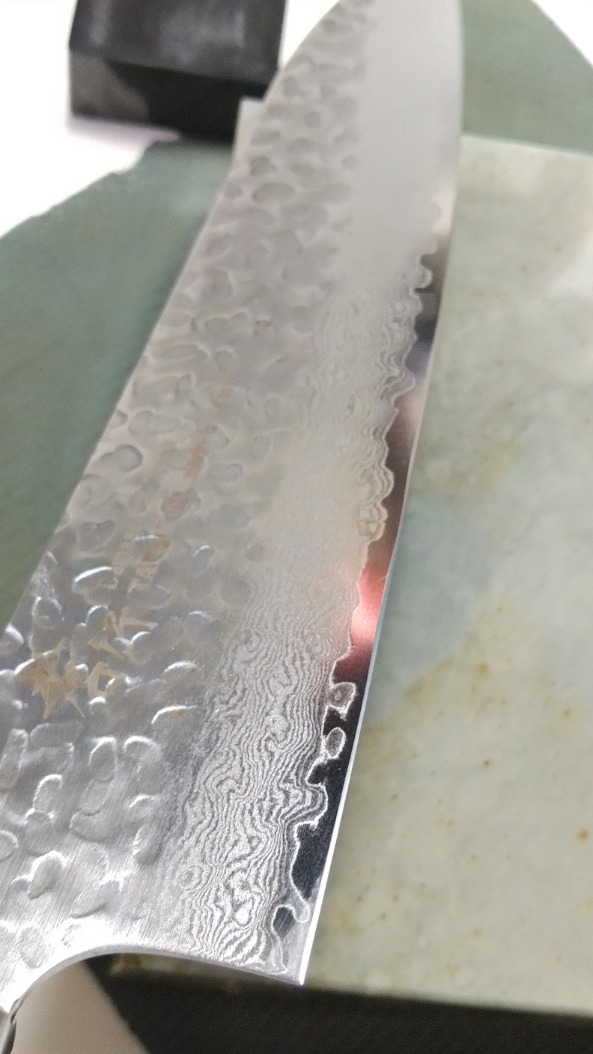
刃部のアップだと、研ぎ目の違いや小刃の幅の変化が見えて来るでしょうか。
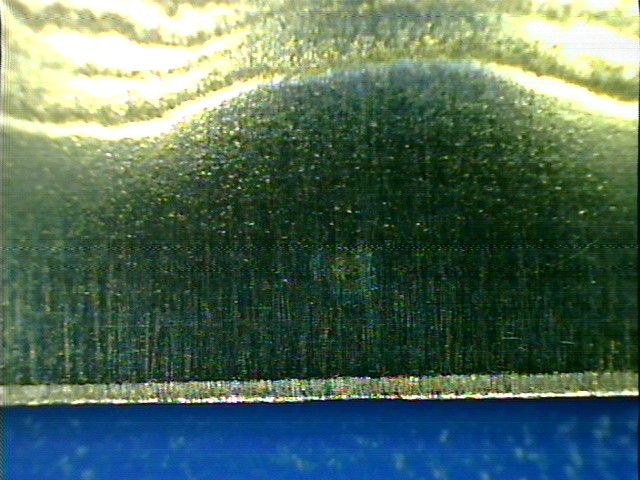
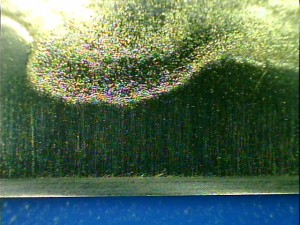
刃先拡大画像なら、使用した砥石の細かさ・砥ぎ分けた角度変化が確認出来ますね。小刃の幅の中で、数本の段階に分けて砥石を当てている結果です。切っ先方向へ進むほど、鋭角化も伴っていますが。

一応、各所の錆も落とせるだけは落としましたが、新品時の仕様と同一とは行きません。使用工具や設備が異なると(扱う人間の違いでも)、完全な再現には成らない物です。

M様には研ぎの御依頼と共に、ブログ掲載への御協力も頂き有り難う御座います。その理由を御聞きした上は尚更、感謝に堪えません。御自身が研ぎ専門の所へ依頼を出す迄に、かなり悩まれた経緯からだそうで。主婦が家庭で使う包丁を研ぎに出すのに、敷居が高く感じていると思われる為、少しでも身近に感じて貰えればと、御心遣いを頂いての事でした。
確かに、簡単に速く安く研ぐ訳では有りませんので、万人向けでは無いかも知れません(ナイフ・洋包丁は赤字ギリギリラインですが(笑)いや、和式も変わりませんね)。しかし、もしも私の研ぎに御興味が御有りでしたら、御家庭用の包丁だからと遠慮をされる必要は有りません。プラスチックの俎板により、直ぐに切れなくなるけれど、良く切れないと不満が出る方には御薦め出来るかと考えて居ます。
真っ直ぐに押し付ける、「落とし切り」と言われる切り方しか出来なければ「薄さ」しか頼れませんが、刃体も刃先も強度に劣り、刃体の曲がる心配・研ぎ直す頻度も上がります。刃物の寿命に関わる訳です。押し引きのストロークを織り交ぜて切る事が出来るなら、極端に薄く無くても(厚みや角度はテーパーが望ましいですが)充分な切れが出せます。まあ、刃先の角度が正確な必要は有りますが。
基本的には、上記内容に則った研ぎ方ですので、極端に荒く叩く様に扱う場合以外は、切れと永切れのバランスの取れた仕様を感じて頂けるかと。注意点としては、鋼材の種類と熱処理の結果次第で、実用に耐えられる刃先角度も決まって来る所です。
ホームページには、御問い合わせのフォームが有りますので、御気軽にメッセージを書いて御送り頂ければと思います。M様には明日夕刻、御返送の包丁が到着する予定ですが、不都合な点等が有りましたら御知らせ下さい。再度、調整等致しますので、宜しく御願い致します。此の度は研ぎの御依頼、有り難う御座いました。