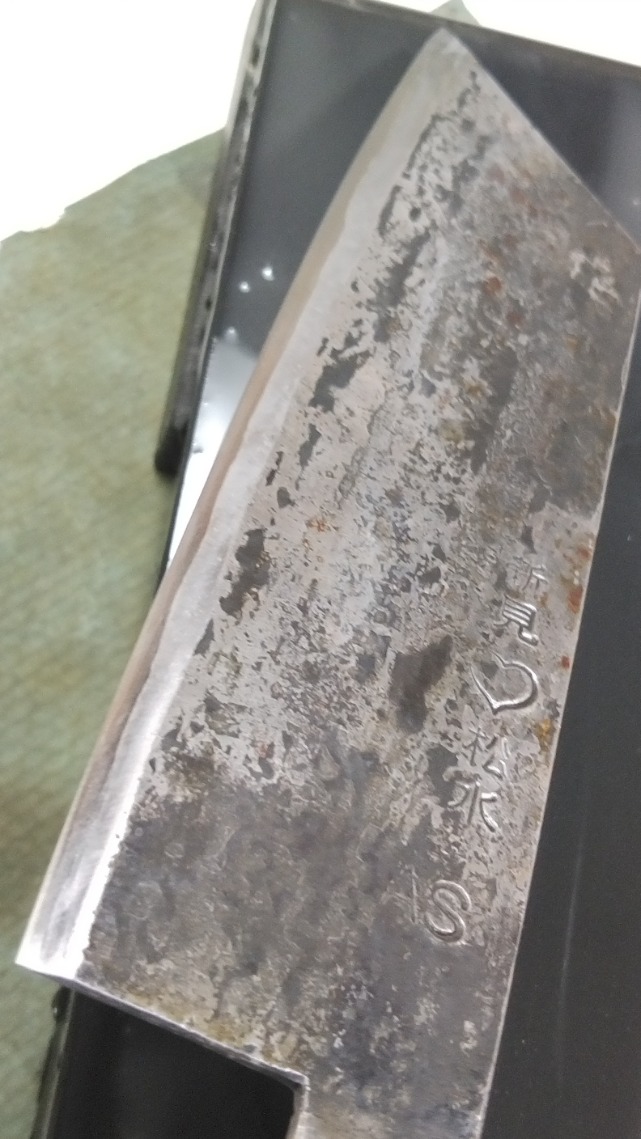
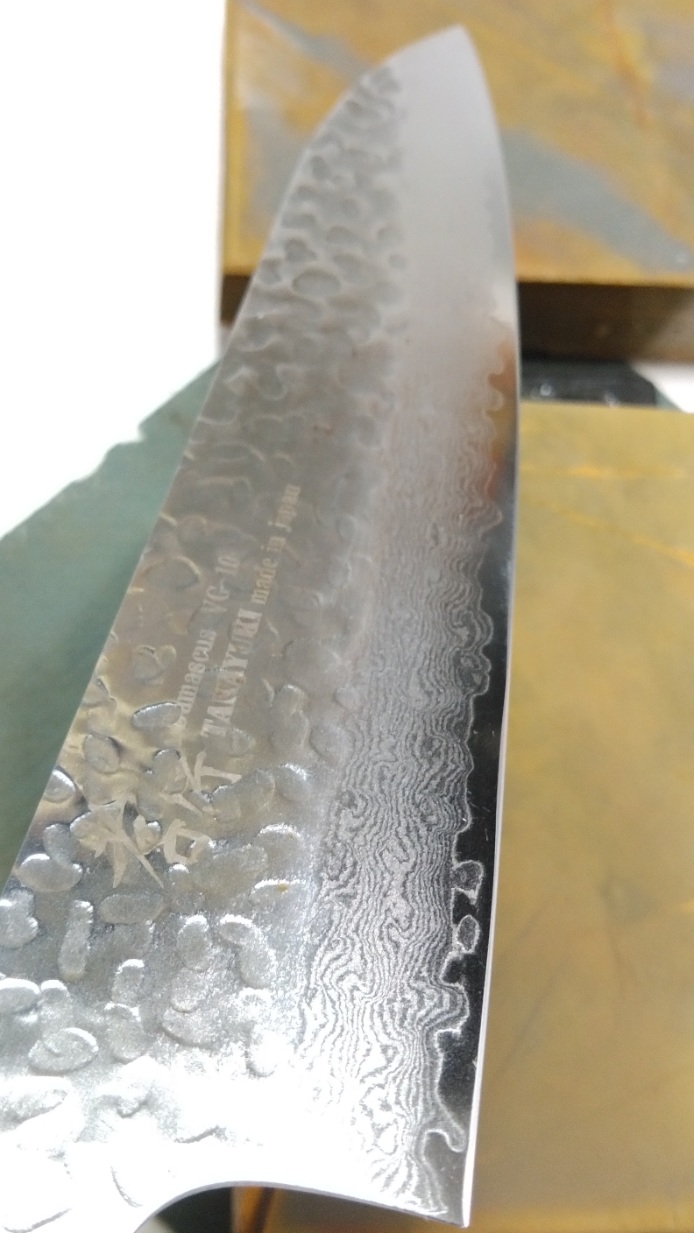
T様からの二本目です。高橋刃物の本焼きの河豚引き、セミステンレスとの事でしたが、到着時にはマズマズ、整っている様に見えました。後に、長期戦になる事が徐々に分かって来る事に成ります(笑)。
御希望内容として、切り刃は私の研ぎ方・マチと峰の磨きであり、平と裏梳きの部分は元の風合いを残す為に手を付けないと云う物。
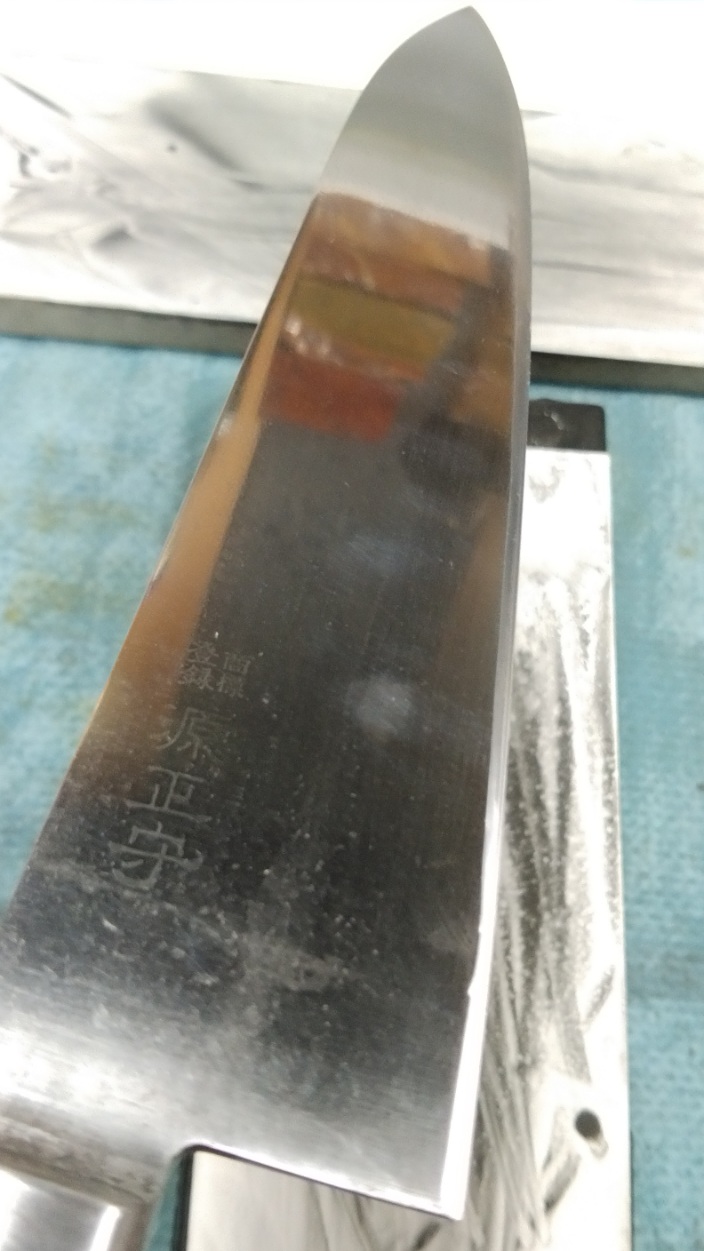
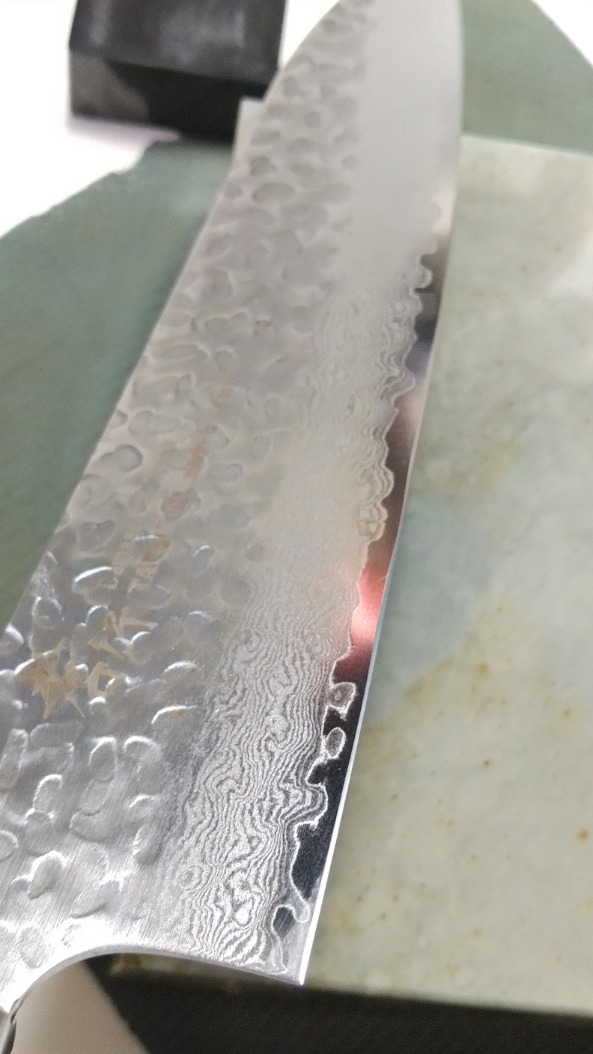
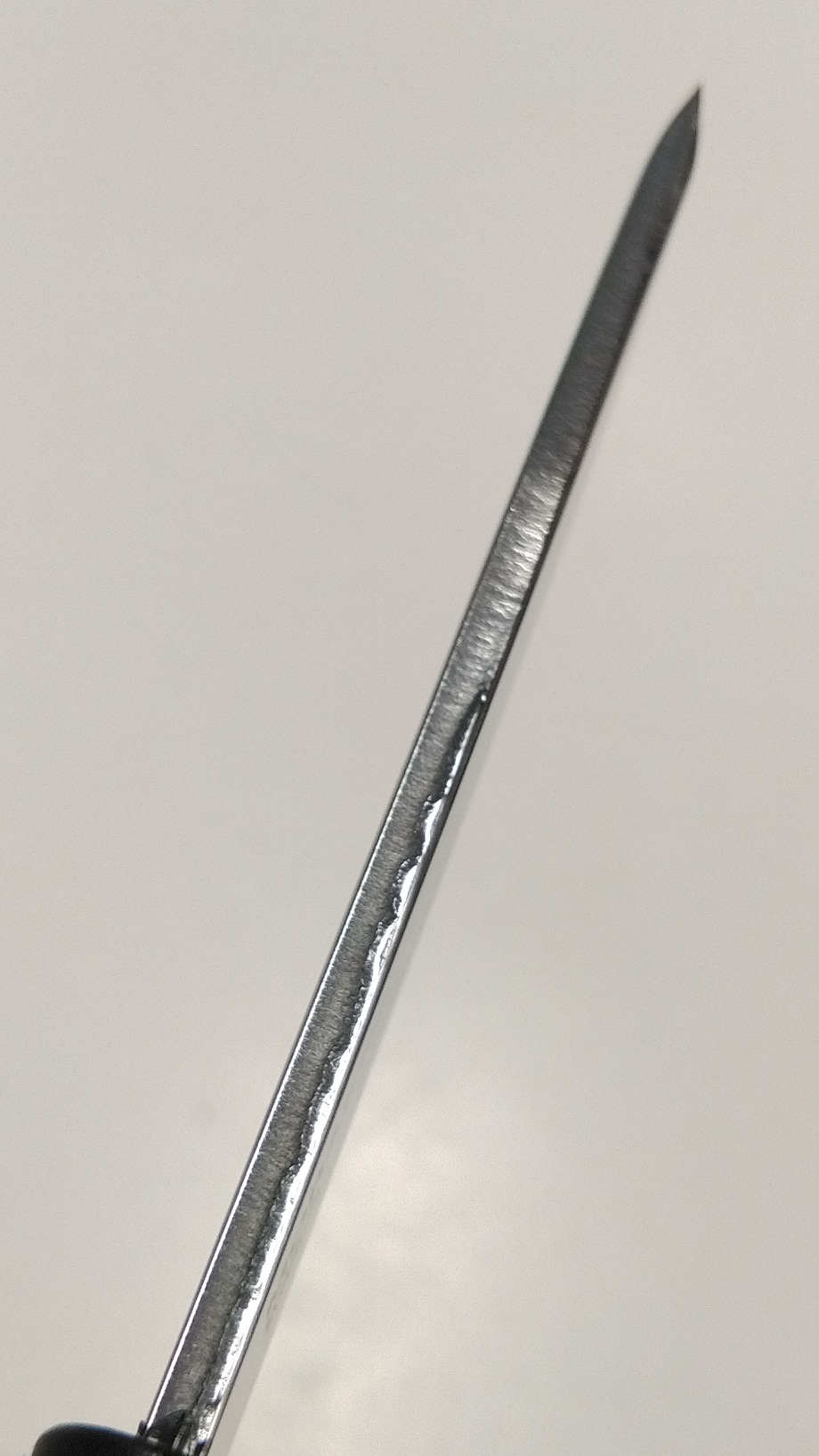
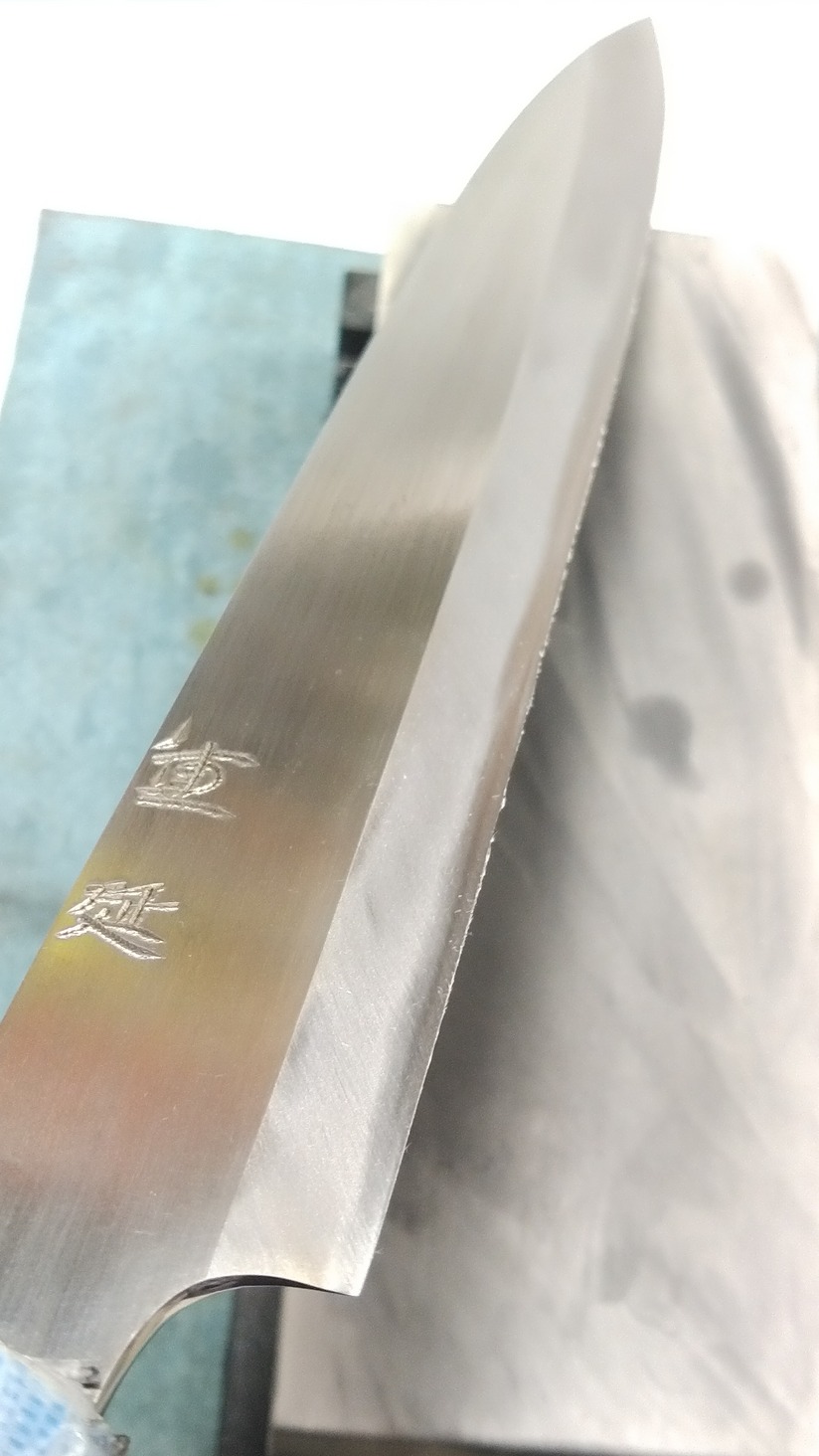
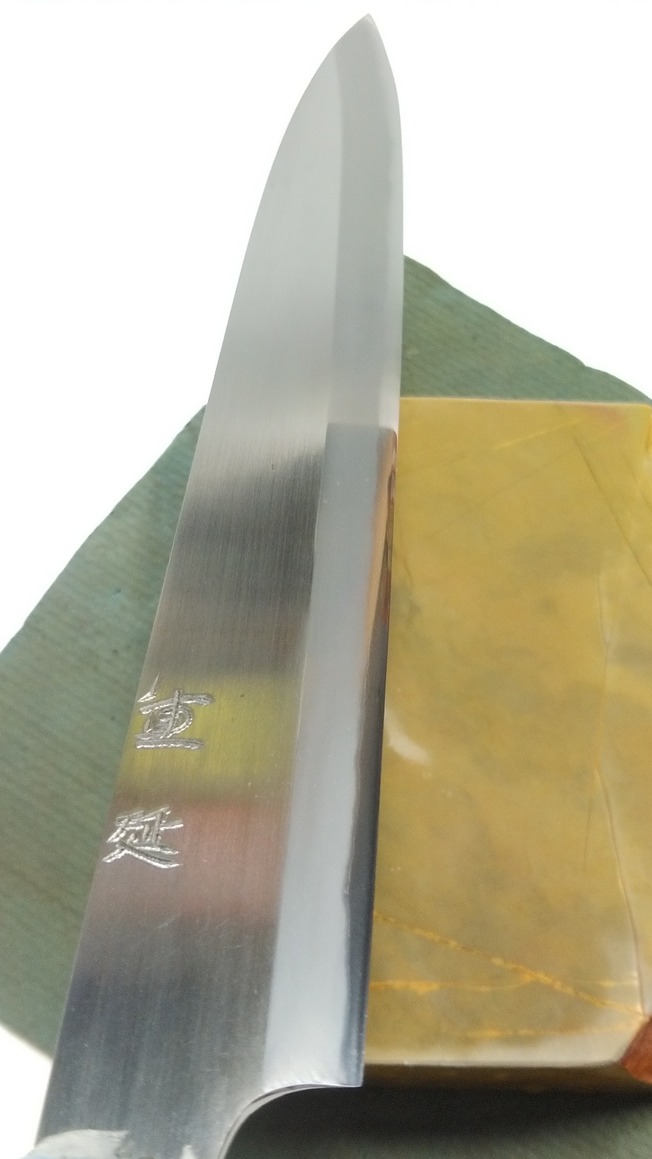
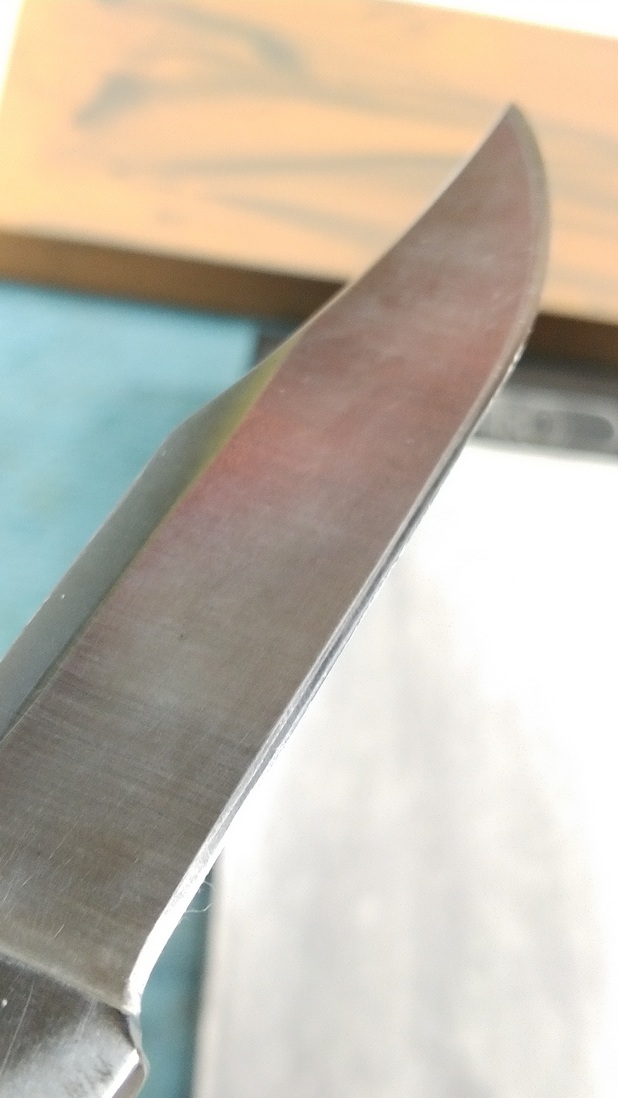
研ぎ前の状態。刃先には少々、立派な小刃が付いては居ますが、切り刃は全体的に薄目で(まあ元々が河豚引きですから刃体も薄く、切り刃は鋭角で広目ですね)厚みの残存は目立っていません。

鎬筋は「下書き状の、目安となる痕跡」に、近からず遠からずと云った所で、標準的な物。

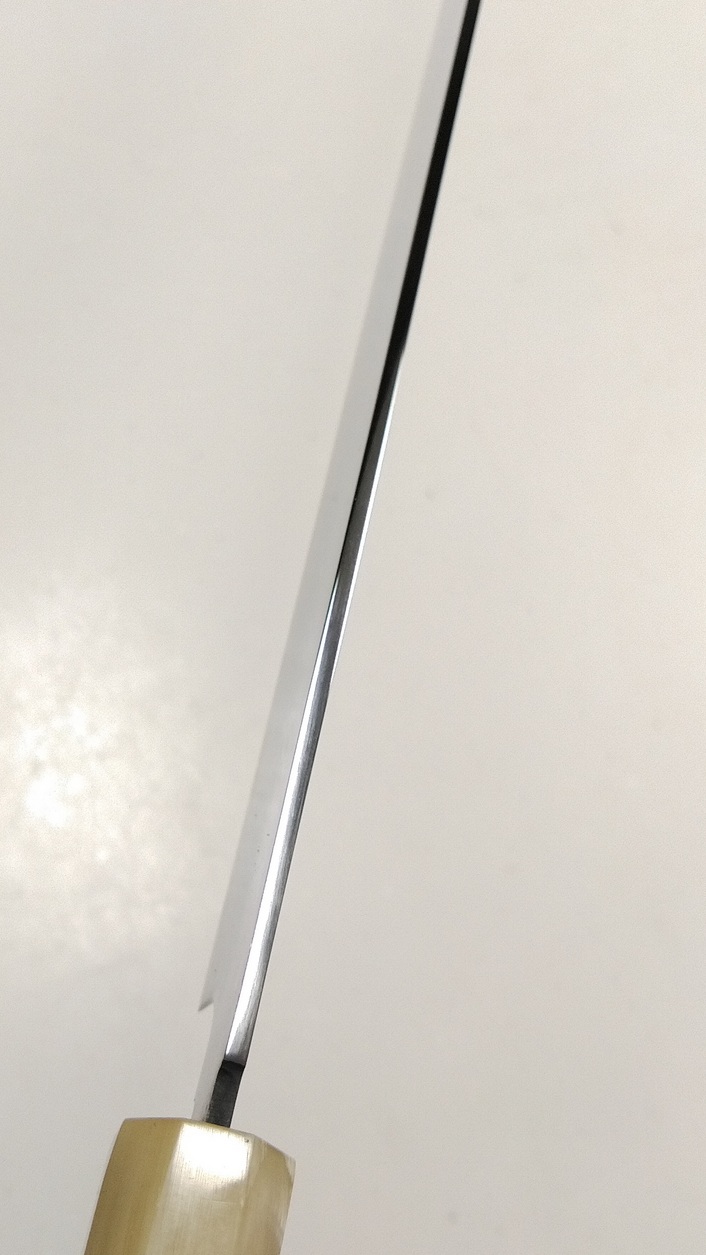
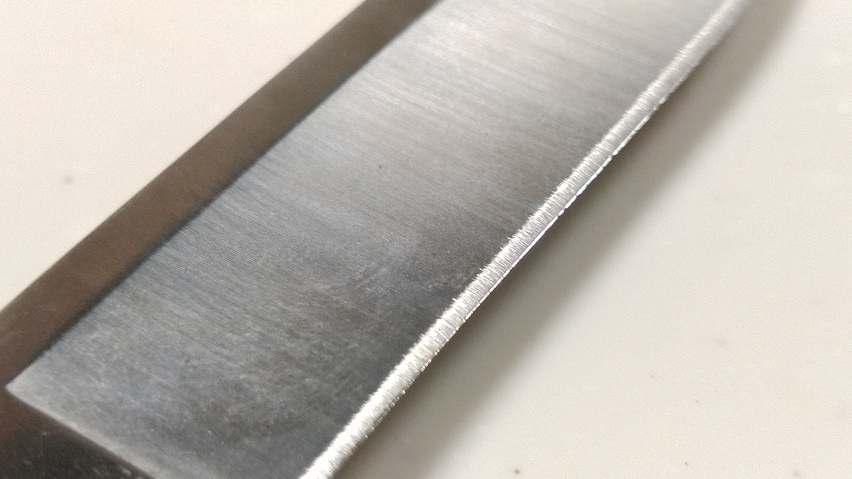
裏は刃元の辺りで込みに向け、砥石に接する面積が広いかなと。裏押しの幅は若干、広目ながら揃っている方でしょうか。

マチの磨きも御希望ですが此方は、三段階に面取りされて居ます。薄いとは言え、軟鉄部分が無いので三段を滑らかに繋いで磨くのは結構、難しいかも知れません。

峰の磨きも含まれて居り、確認した所では無難な仕上げでした。余り問題は無さそうです。

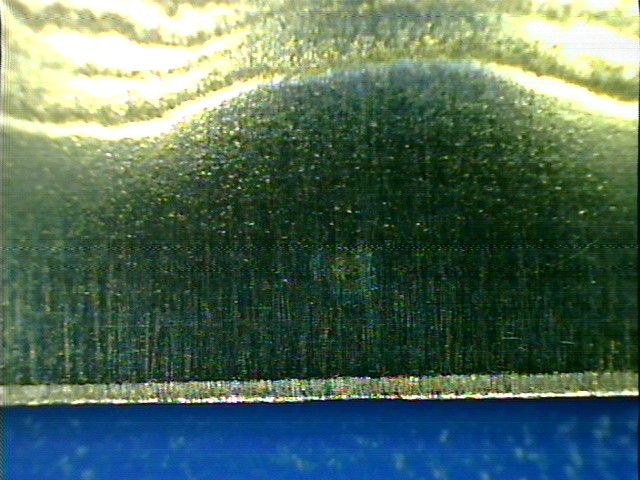
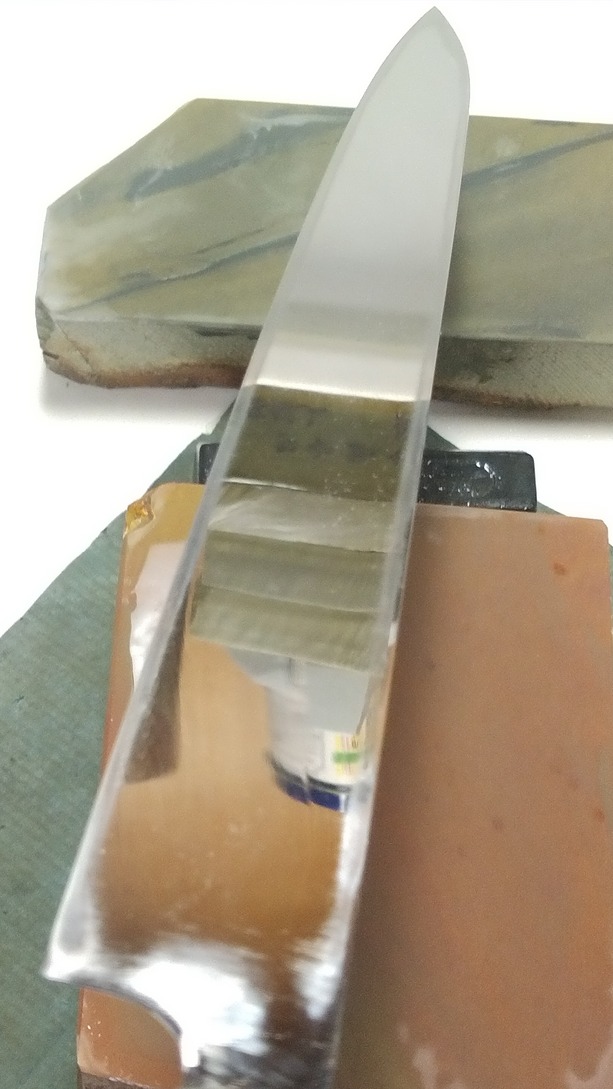
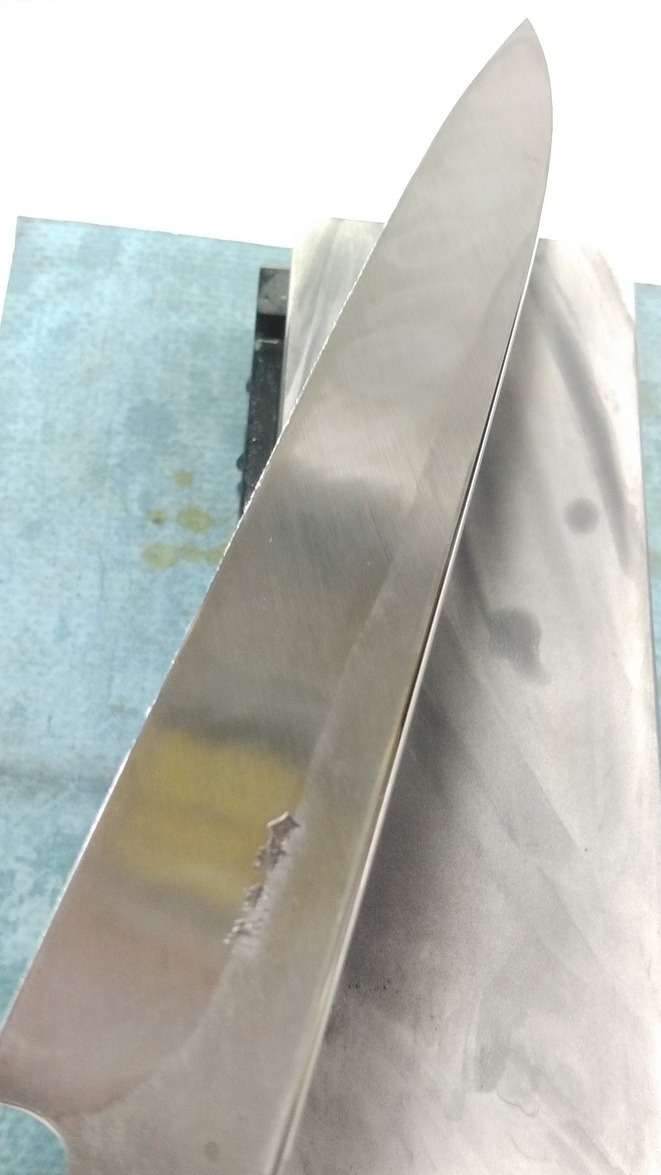
研ぎ始めは人造粗砥から。切り刃に凸部は少ない代わり?逆に凹面の箇所が。目立つ刃元の大きい半円の他、切り刃中央の鎬寄りにも二本ほど、ホロー状の溝が走って居ます。

荒砥で或る程度、研ぎ進めましたが人造中砥(1000番)に繋いでも、まだまだ凹面は健在で。


研ぎ目の浅い1000番まで進めると、刃元の大きい部分以外は相当に小さく成って来ました。


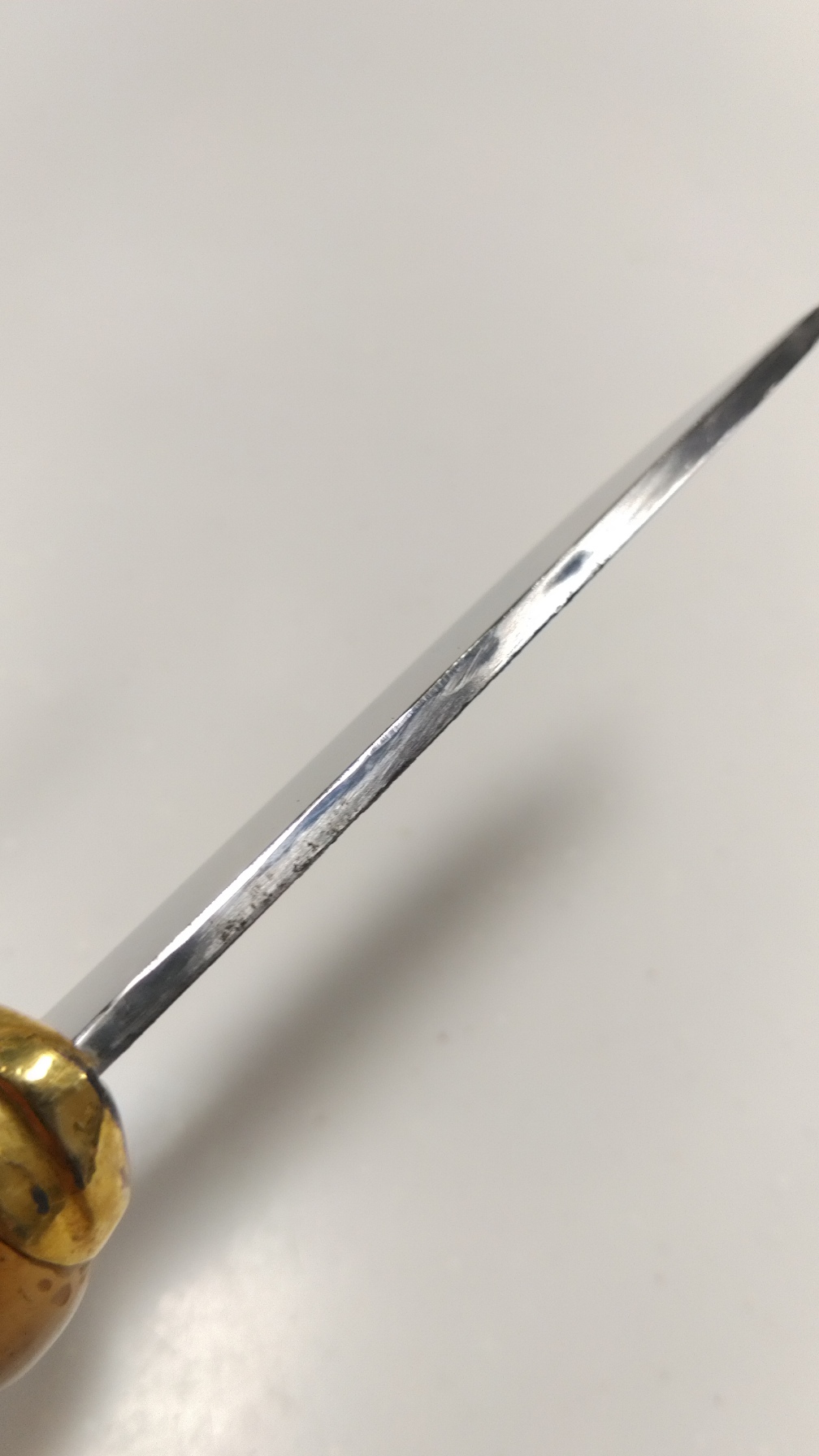
3000番まで来て、裏の平面も進んで来たのですが、裏押しの幅の端(つまり刃先の真裏)が全周に渡り、角度が付いている事が判明。恐らくは、凹んだ砥石による裏押しが原因かと。


裏の刃先の最先端までを平面にする(裏押しの幅をツライチにする)には、角度違いの部分を表から研ぎ落すしか有りません。強引に裏を押し続け、裏押しの幅を広げては構造上のメリットが薄れてしまうからです(切れの軽さ・裏押しの際の難易度の悪化を招く)。此の時点で、最初に戻って刃先を減らし、刃先の厚みを抜き、鎬を上げる作業を行ないます。
天然に移行し、切り刃の構造を整えつつ、凹面を減らして行きます。刃先を研ぎ落したので厚みが出ましたが反面、角度の変化を付けるのには好都合にも感じます。厚みを減らしつつ、切っ先方向へテーパー状に。

丸尾山の巣板の各種で、構造を整えつつ研ぎ目を細かく。

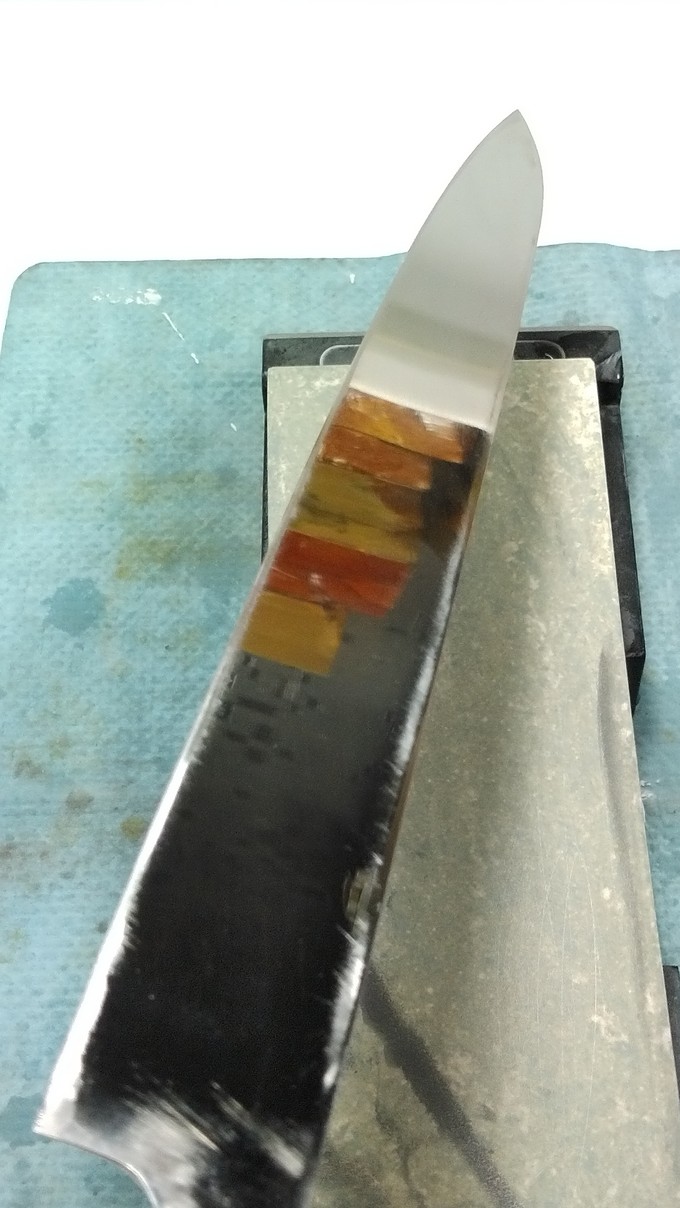
中山の巣板で仕上げ研ぎ。しかし相性的にイマイチです。切り刃自体の研ぎ肌に関してでは有りますが、刃先に付いても此の包丁は、中々に砥石の選り好みが激しい様子。
鋼材の特徴と熱処理の結果でしょう、硬さよりも粘りが勝って居る為に、刃先最先端の厚みを薄くすると容易に揺れや乱れが発生します。鈍角にする際も、角度の不安定を敏感に拾うので難易度が高め。おまけに、相性の良い砥石で無ければその傾向に拍車が掛かります。
因みに、相性の良さを探りつつ、砥石の選定を進めた結果は、硬い砥面でありつつも当たりがソフトな砥石でした。


奥殿の巣板やや硬口・中山の中硬の巣板(巣板層近辺から採れた合いさっぽい物)でも、やや不満が。


奥殿の硬口の巣板・やや硬口の中山の合いさっぽい物でも試しましたが未だ不足。


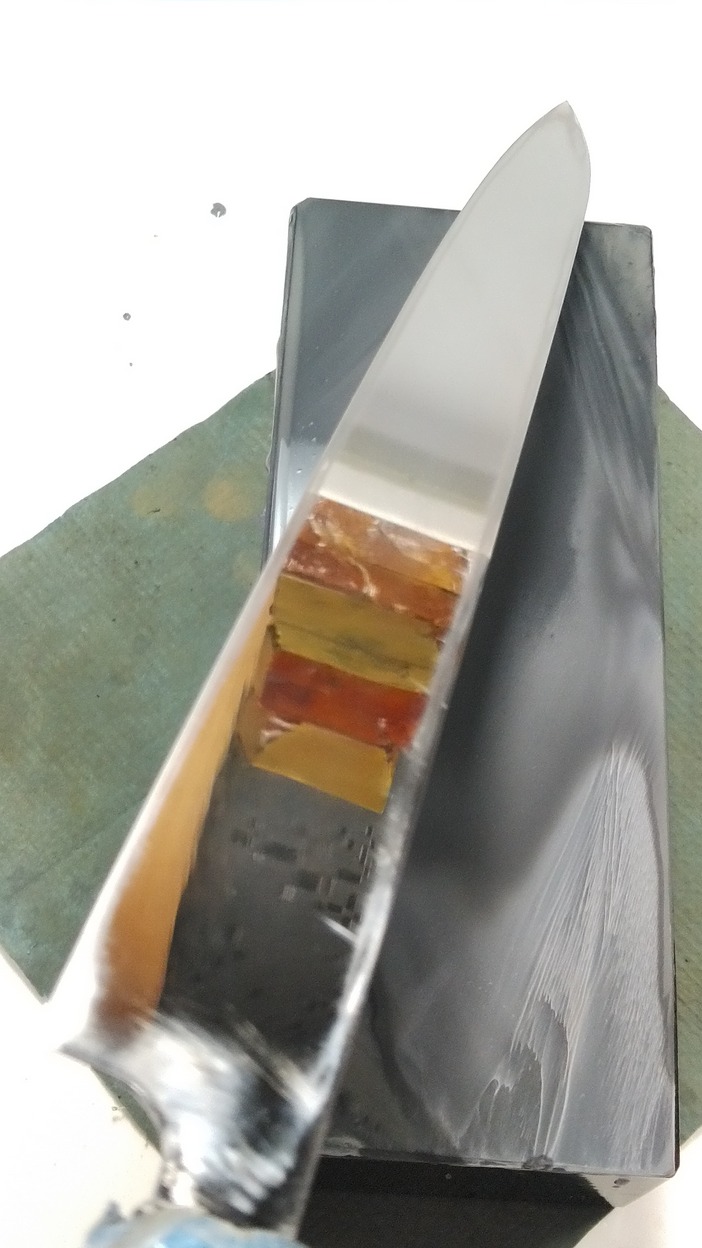
奥殿の硬口の蓮華入り巣板は、硬さと当たりのソフトさで殆ど充分と言える仕上がりに。しかし未だ、もう一段階は切れが出そうなので。


中山の水浅葱、田中さんが惑星と呼んでいる種類で。硬さと当たりのソフトさでは筆頭格ゆえ、かなり期待が出来ると踏んだ通りに納得の仕上がりでした。


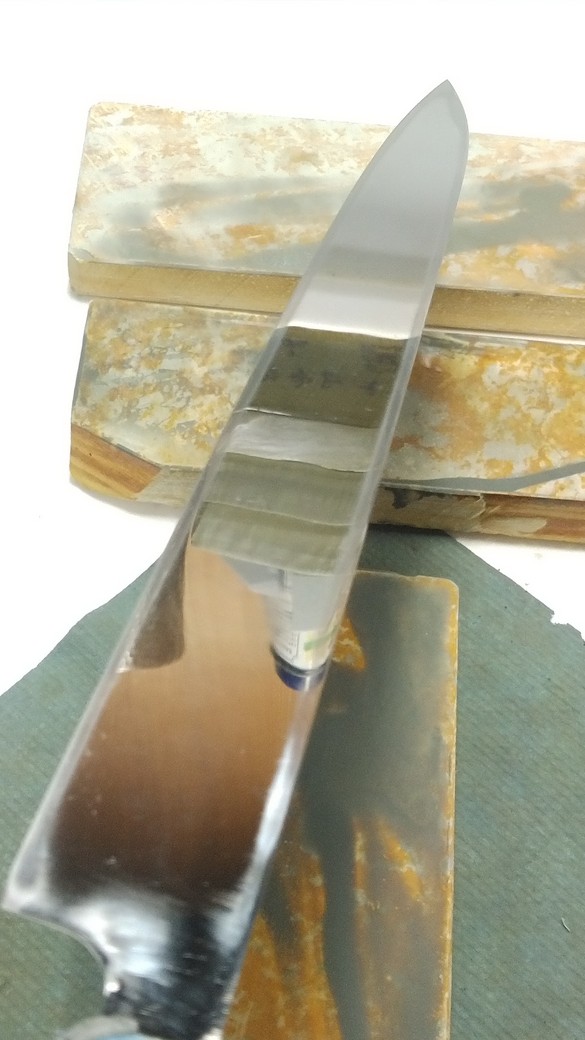
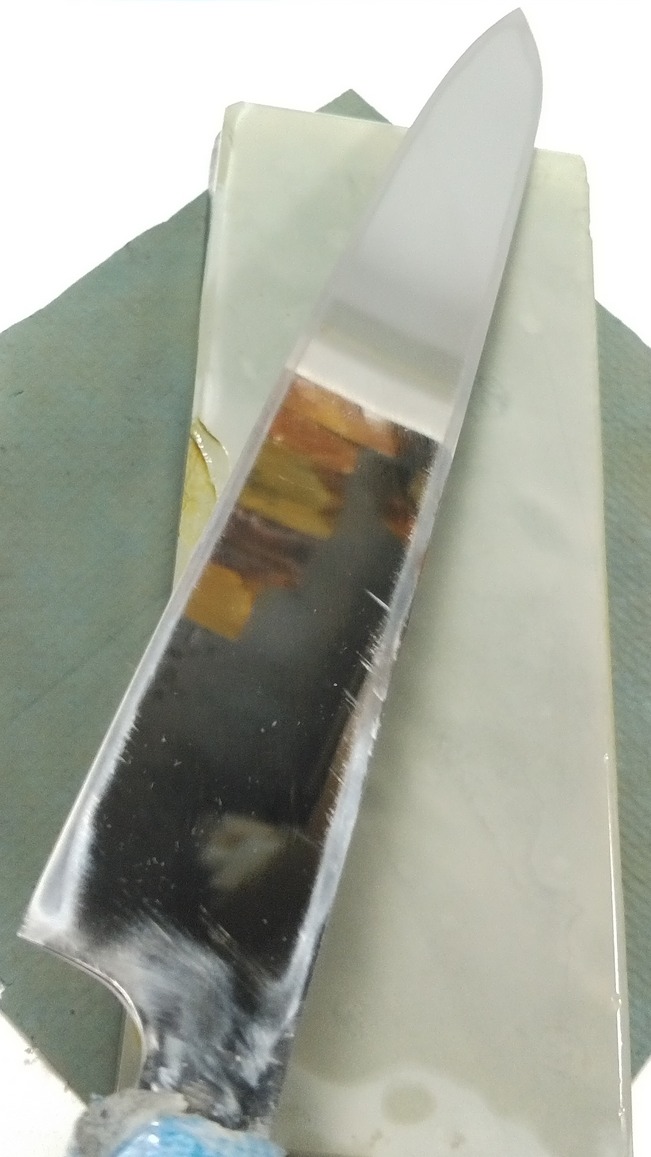
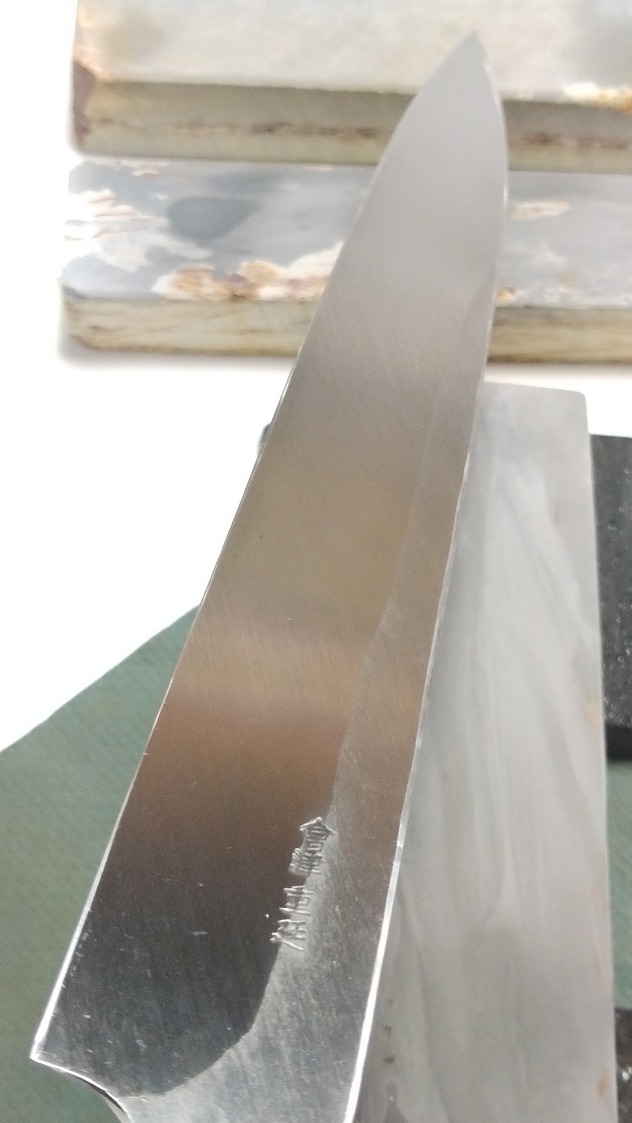
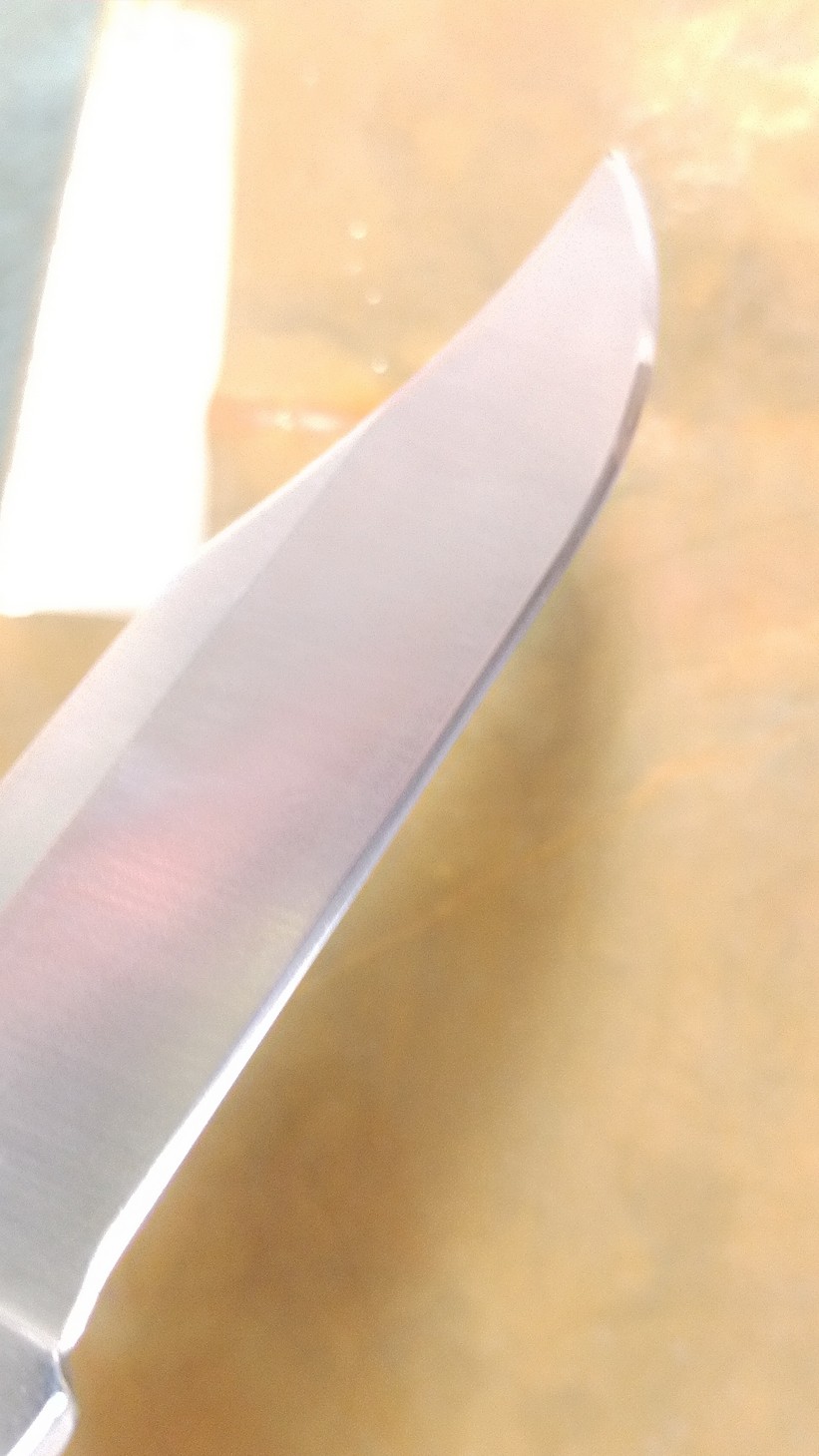
研ぎ上がりです。



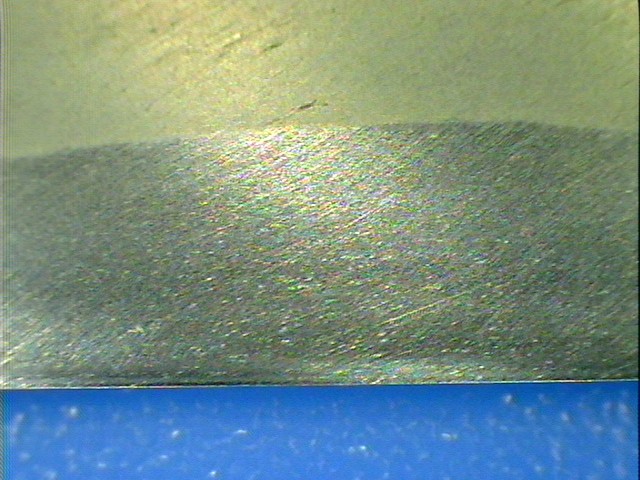
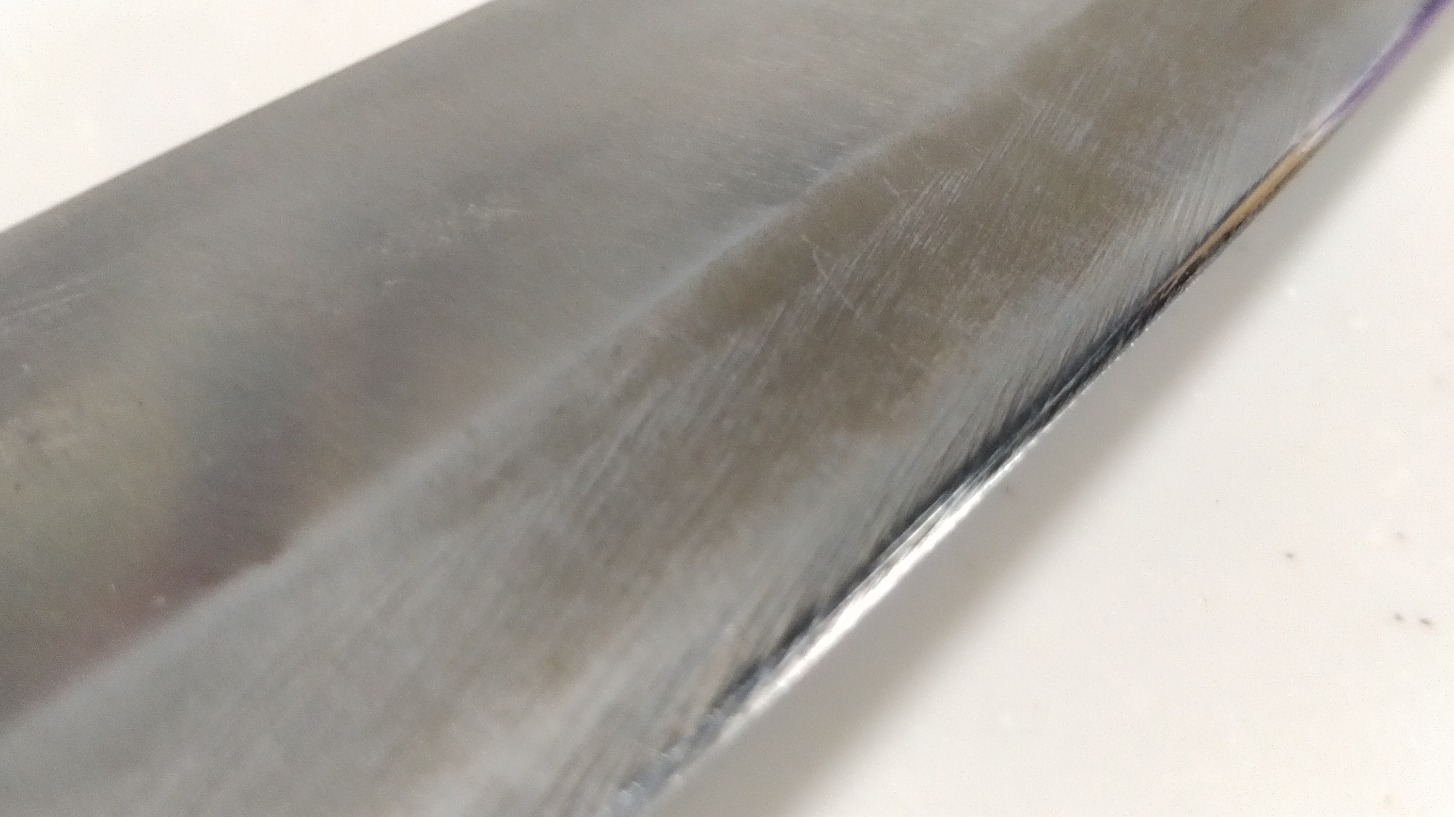
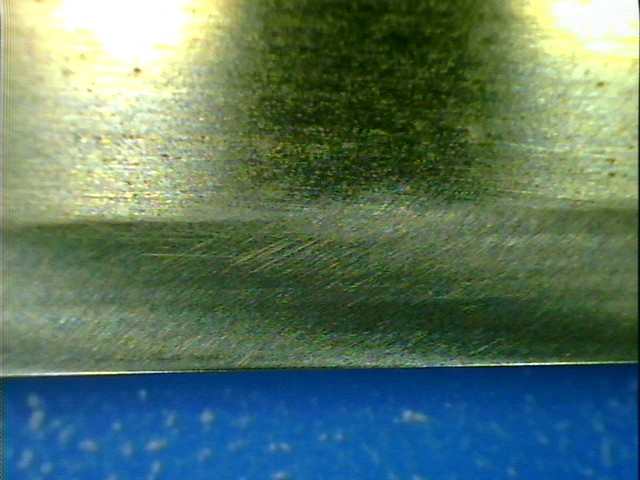
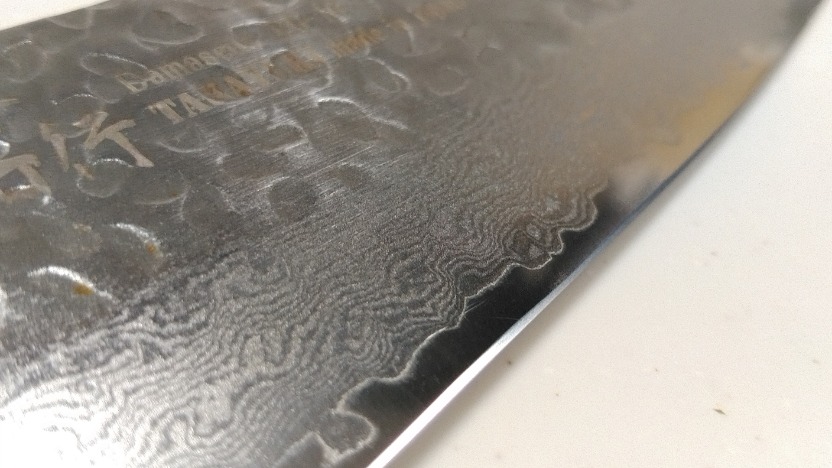
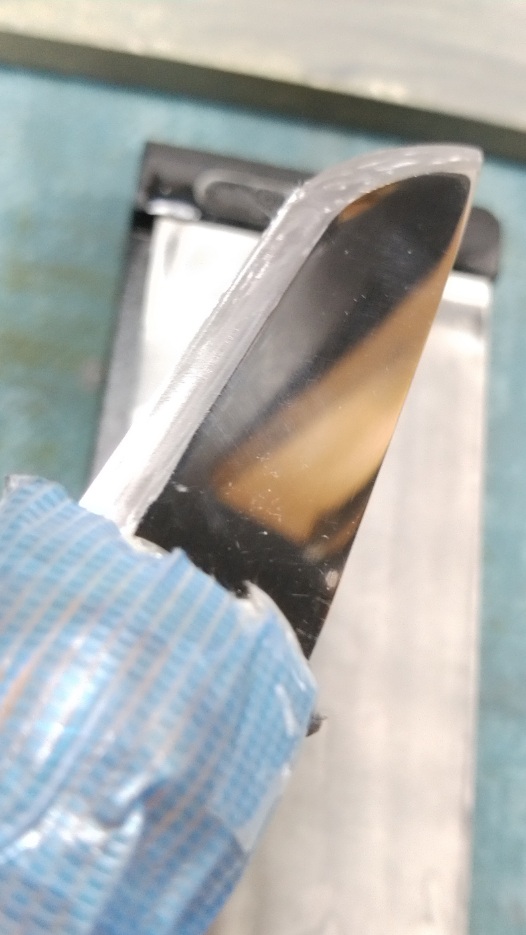
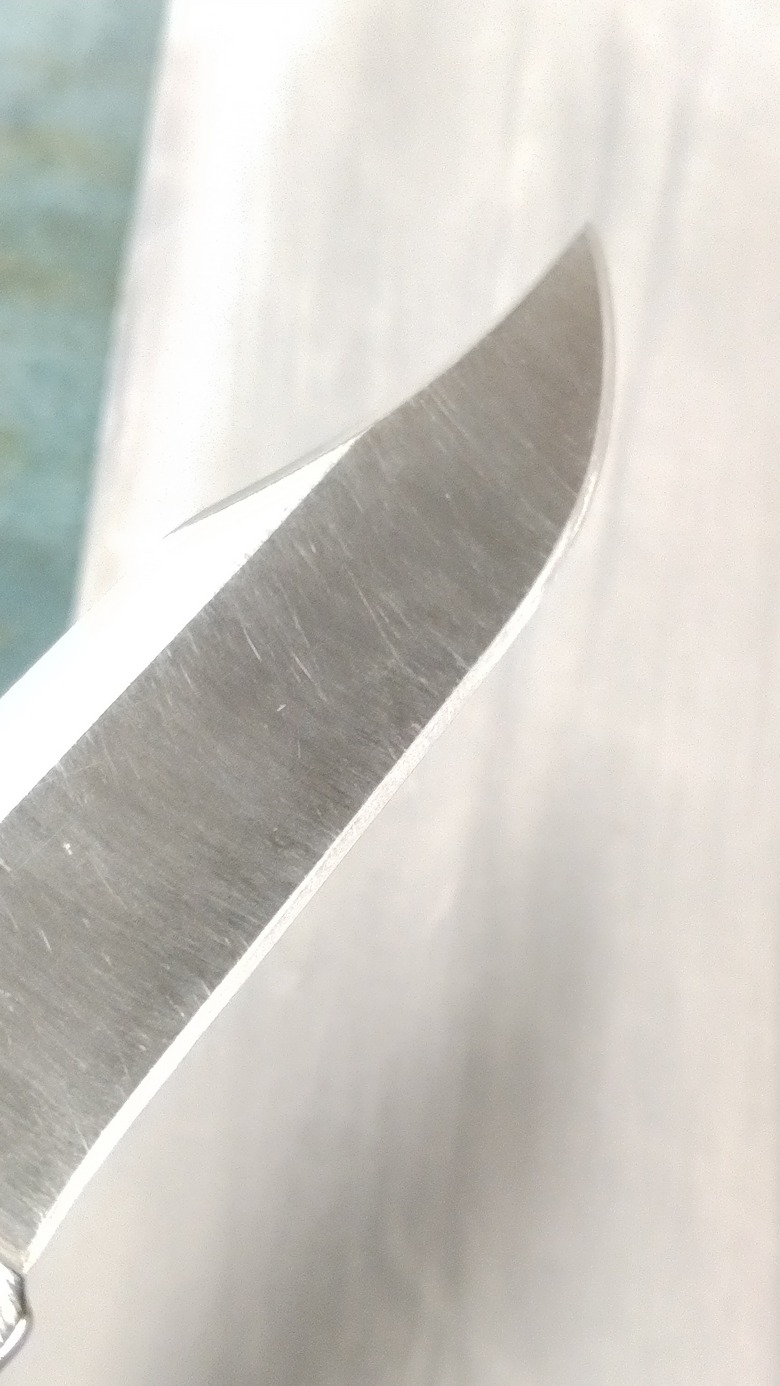
中砥の段階での事と思われますが、平の方へ倒した覚えは無いにも関わらず、鎬筋の付近に擦過傷が。


刃元の付近は、より砥石に当たって来ていますね。


御意向を伺うと、平の風合いは捨て置いても、鎬筋の擦過傷を取って欲しいとの事。加えて、下書き状の跡に合ったり合わなかったりの切り刃の部分を、平と切り刃の調整で鎬筋を真っ直ぐに。
久々にリューターと、ダイヤシートを持ち出して刃元の部分の厚み取り。軟鉄部分が無いので、和剃刀の梳き直しの様には削れてくれませんね。その後は2000番までのペーパーと、ダイヤペースト(5・2.5・1ミクロン)で仕上げますが・・・。

砥石に当てると、未だ少しの跡が付きます。リューターから削り直すのを幾度か繰り返し。

平の磨きに取り掛かります。此方は、ペーパーの後に高番手の布ペーパー仕上げです。

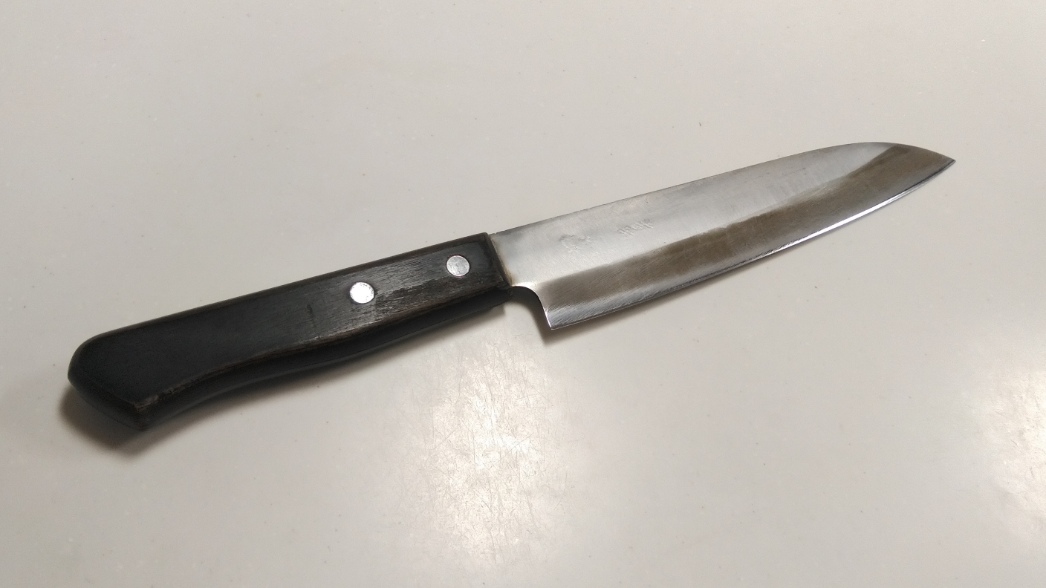
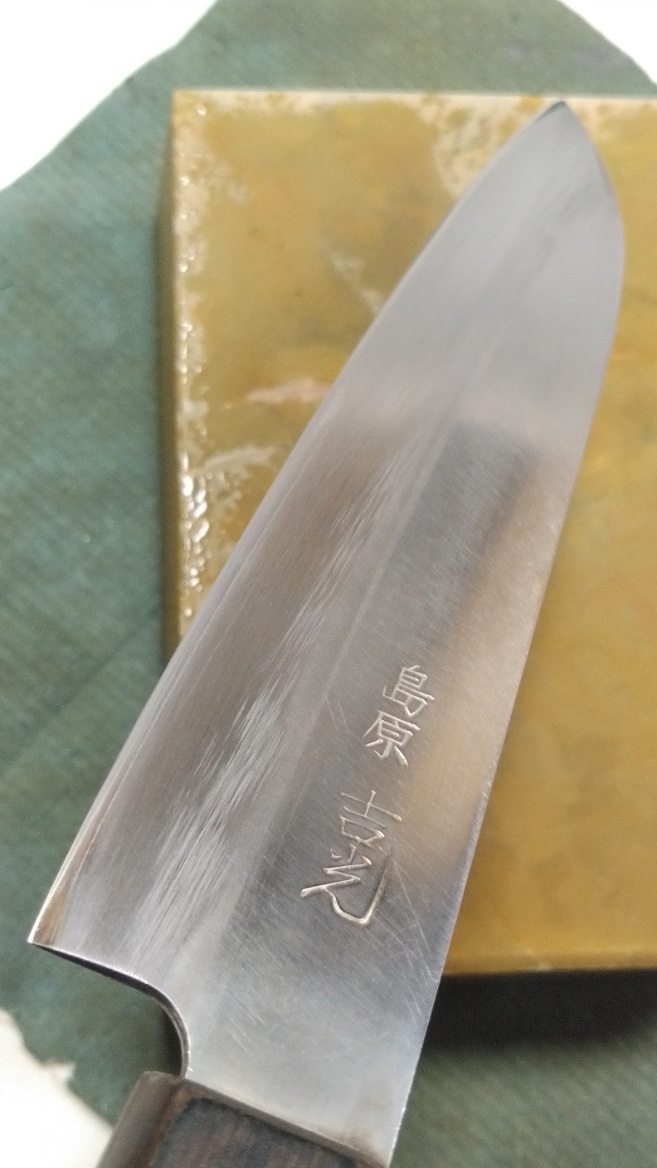
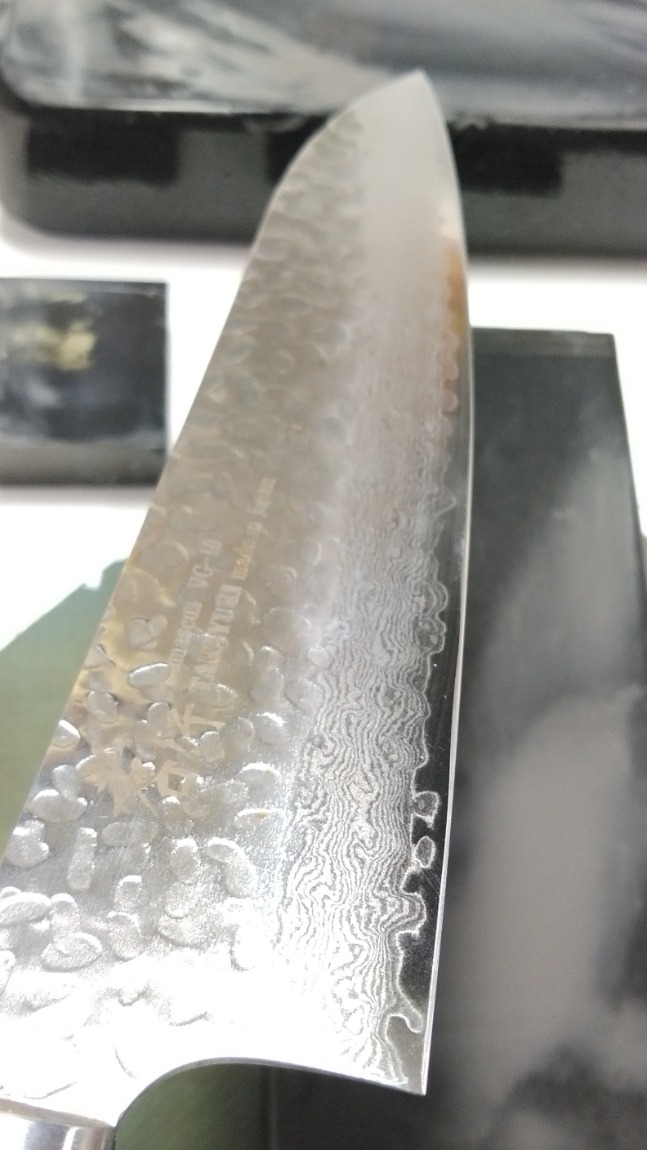
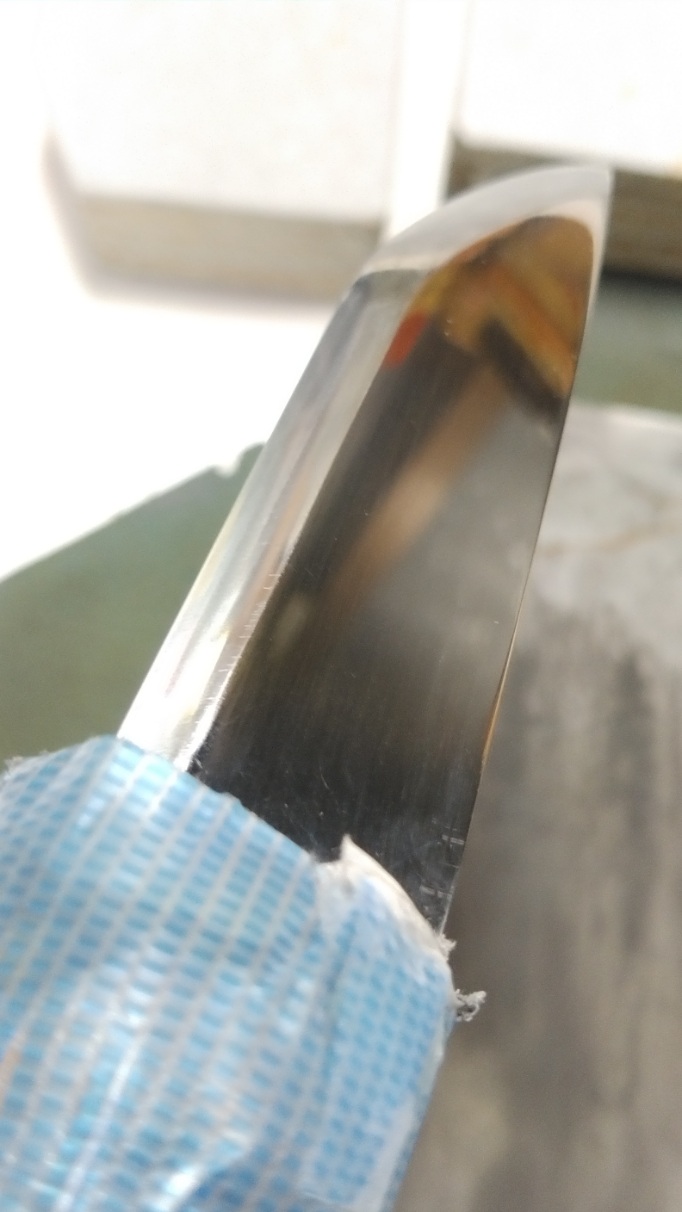
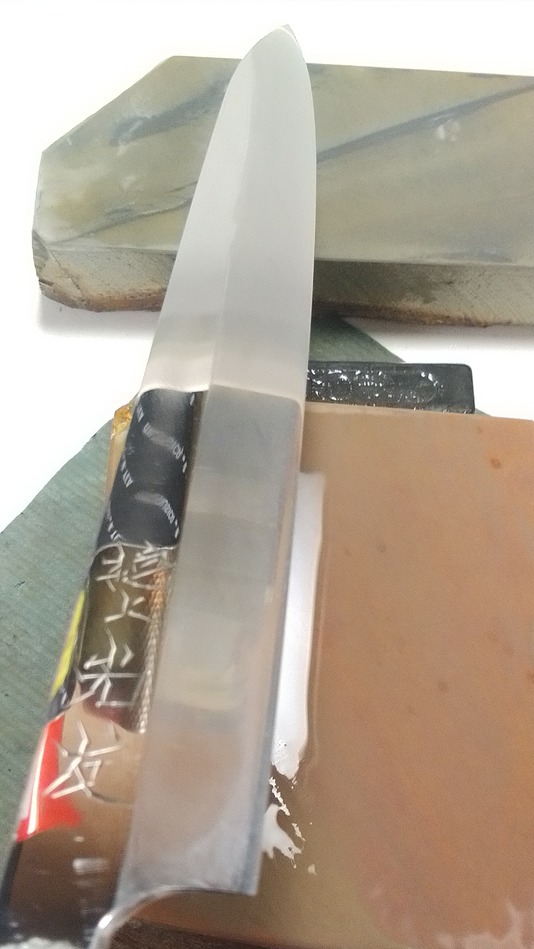
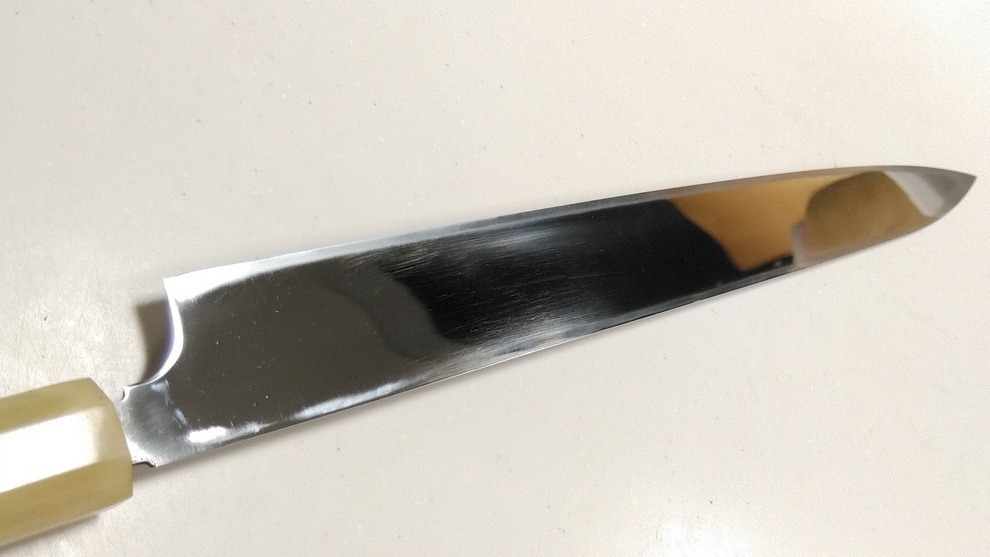
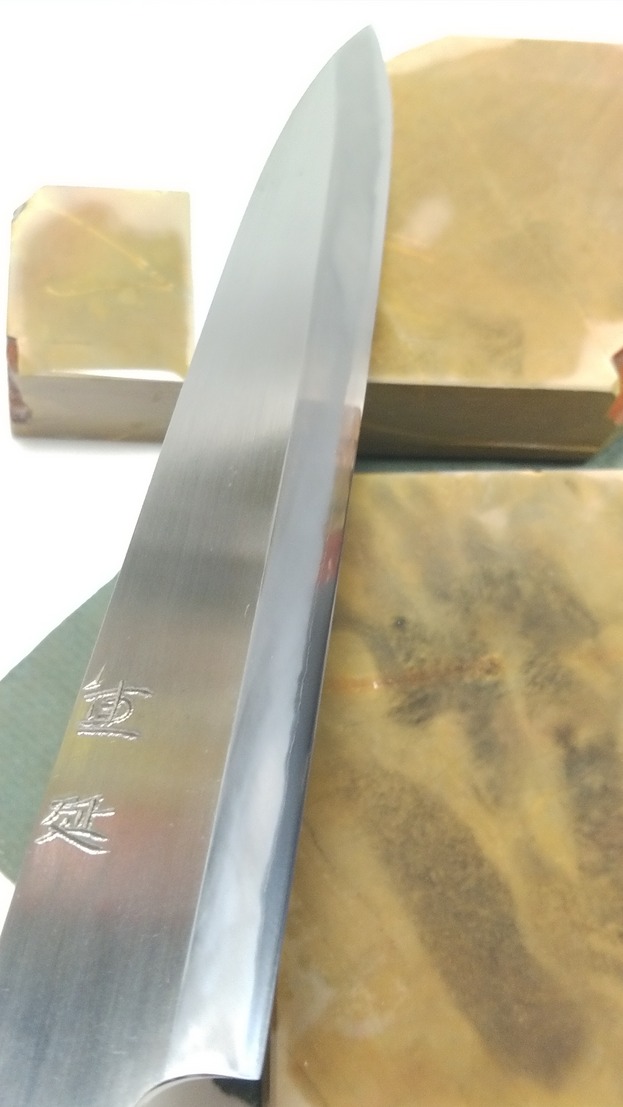
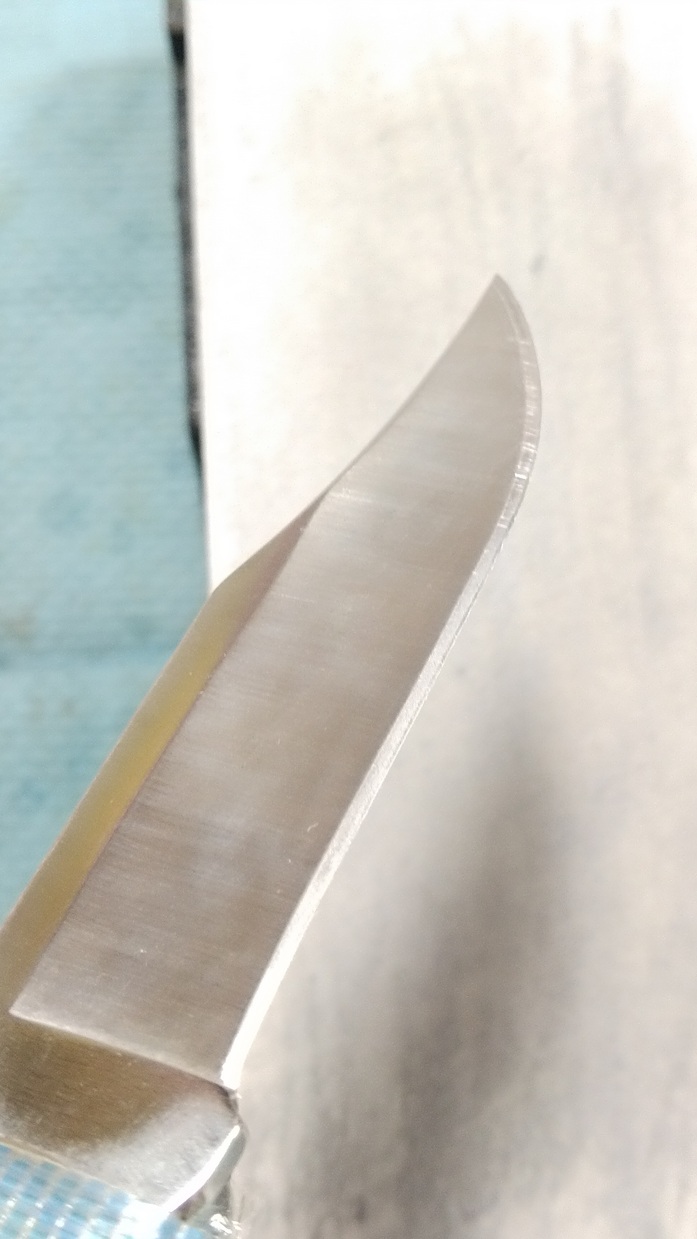
今度こそ、研ぎ上がりです(笑)。

相性探しの結果、選択した砥石の関係で御希望としての曇り仕上げとは行かなかったかも知れませんが、鋼材の肌が出始めても居て、此れは此れで悪く無いと感じます。
とは言え、私は通常、本焼きは一つの砥石で全体を研ぎ切って仕上げますので、今回の様に小割りの砥石で全体を仕上げるのは稀な事でした。凹凸部分の均し研ぎでは、ソコソコ用いる事も有ったのですが。

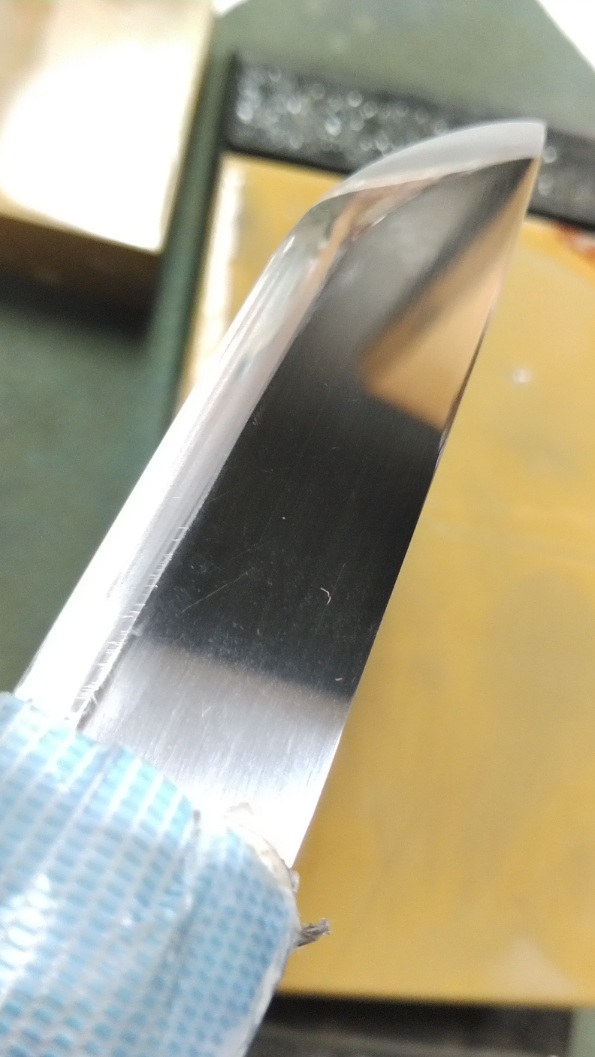
擦過傷は目立たなく成り、切っ先手前に在ったカーブに成り切れて居ない箇所も減り、全体の鎬筋が整って来ました。

序でにマチも、ペーストで磨き直し。

同じく峰もですが、効果が分かり難いですね。

未だ少し、軽く当たっている範囲は有りますが、随分と減ってくれました。

T様には、いつも希少な包丁類に触れる機会を頂き、感謝して居ります。特に、今回の様に一筋縄では行かない作業や、一癖ある鋼材と熱処理のバランスの個体に巡り合うと、持てる技術や知識を総動員して事に当たる必要性が有り、良い修業とも成ります。
河豚引きは、過去に触らせて頂いた中でも屈指の個性を持つ物でしたので外観上、私の引き出しでは何処まで御満足を頂けたか聊か心配では有りますが(笑)、何時も通り実用上の性能的に問題は無いと考えて居ます。今後も私で御役に立てる場合には、宜しく御願い致します。