北海道から纏めて四本、御依頼を頂きました。先行して二本を仕上げ、画像にて確認を頂いたので掲載致します。
仕上がりに拘りの有る方からの御依頼は嬉しい事ですし、生来の不器用である私などの研ぎを評価頂き、懲りずに御利用下さるのは有難い事と感謝しております。
先ずは小刀(こがたな)、重房と有ります。地金には鍛え肌、と言うより和鉄にも似た模様が。左側には余り見られないので不思議な感じです。仕上げてみれば刃金の光り方にも若干の違いが。
研ぎ前の状態



切り刃の状態は結構、薄く均一気味に刃付けされていましたので、人造の小割り程度で整うかもと当ててみました。
先ずは1000番(キングハイパー)から。


次に、3000番。


天然に切り替えて巣板。

八枚(三種類の内、硬目の荒目)。


千枚で仕上げ。





この段階で、仕上がりの御判断を仰ぐ為に確認画像を添付したメールを。結果は更に錆の除去を推し進め、可能な限り地と刃のコントラストを、との事。
研承の400から緑と白の1000、白の3000で左右の形状バランスを見ながら砥ぎ下ろし。その後、キングハイパーで面の再構成。
天然も使用砥石を選び直し、地金は八枚(細か目・柔らか目)までとしました。
キングハイパー

各種巣板等

千枚系統
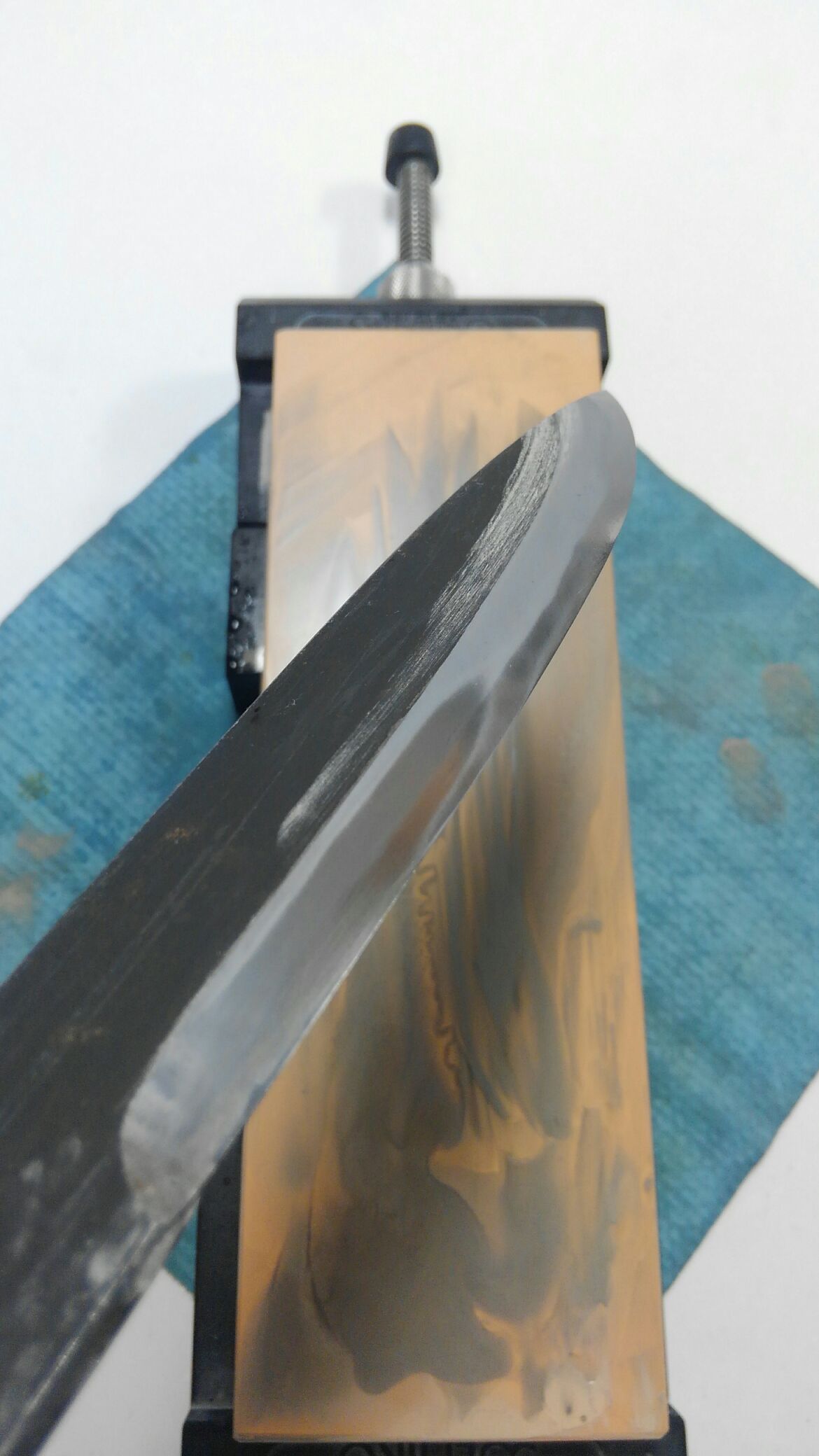
研ぎ上がりです。




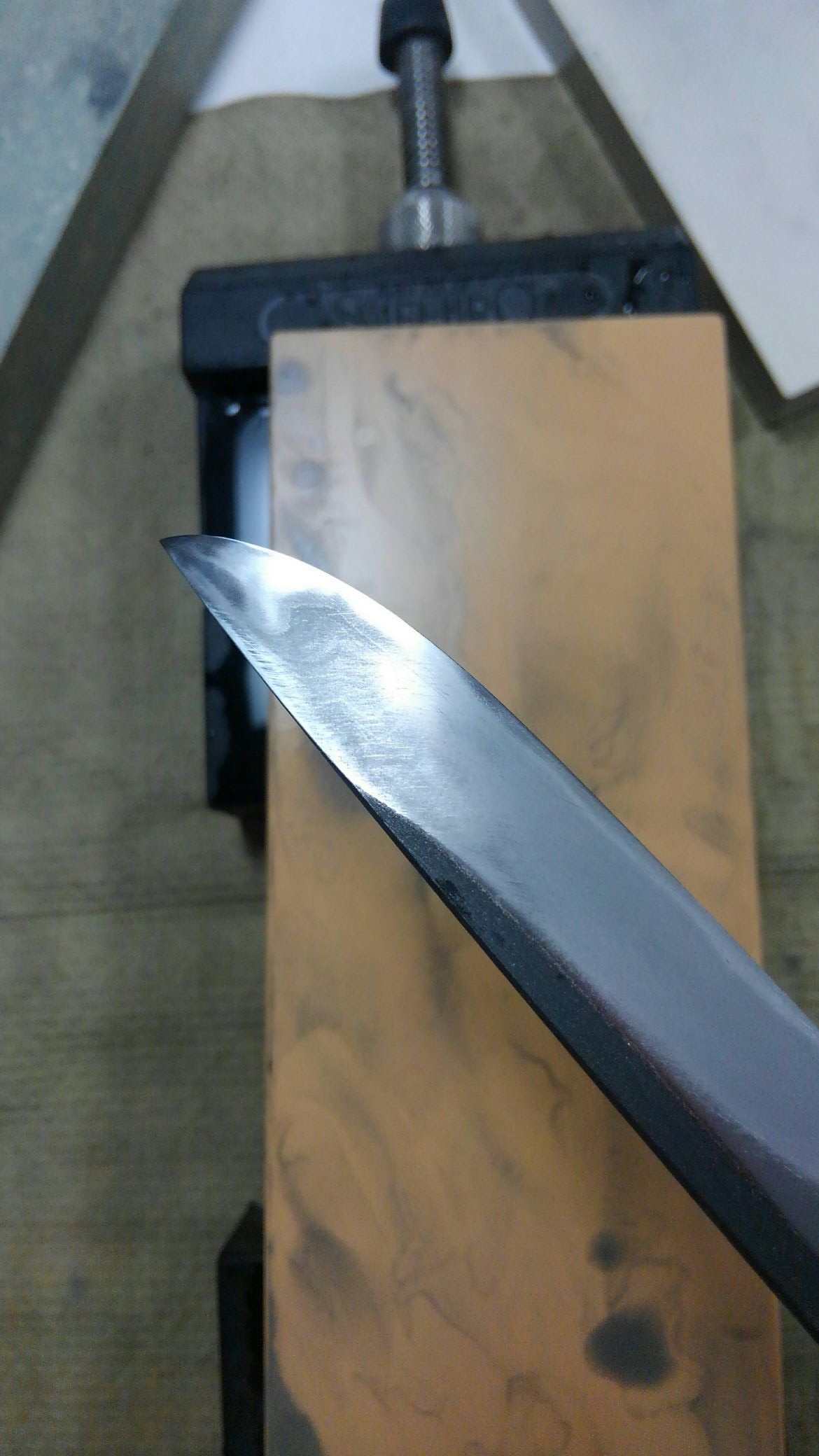
刃先の拡大画像
刃先は、より揃って来ましたしコントラストも少し向上したかと思います。
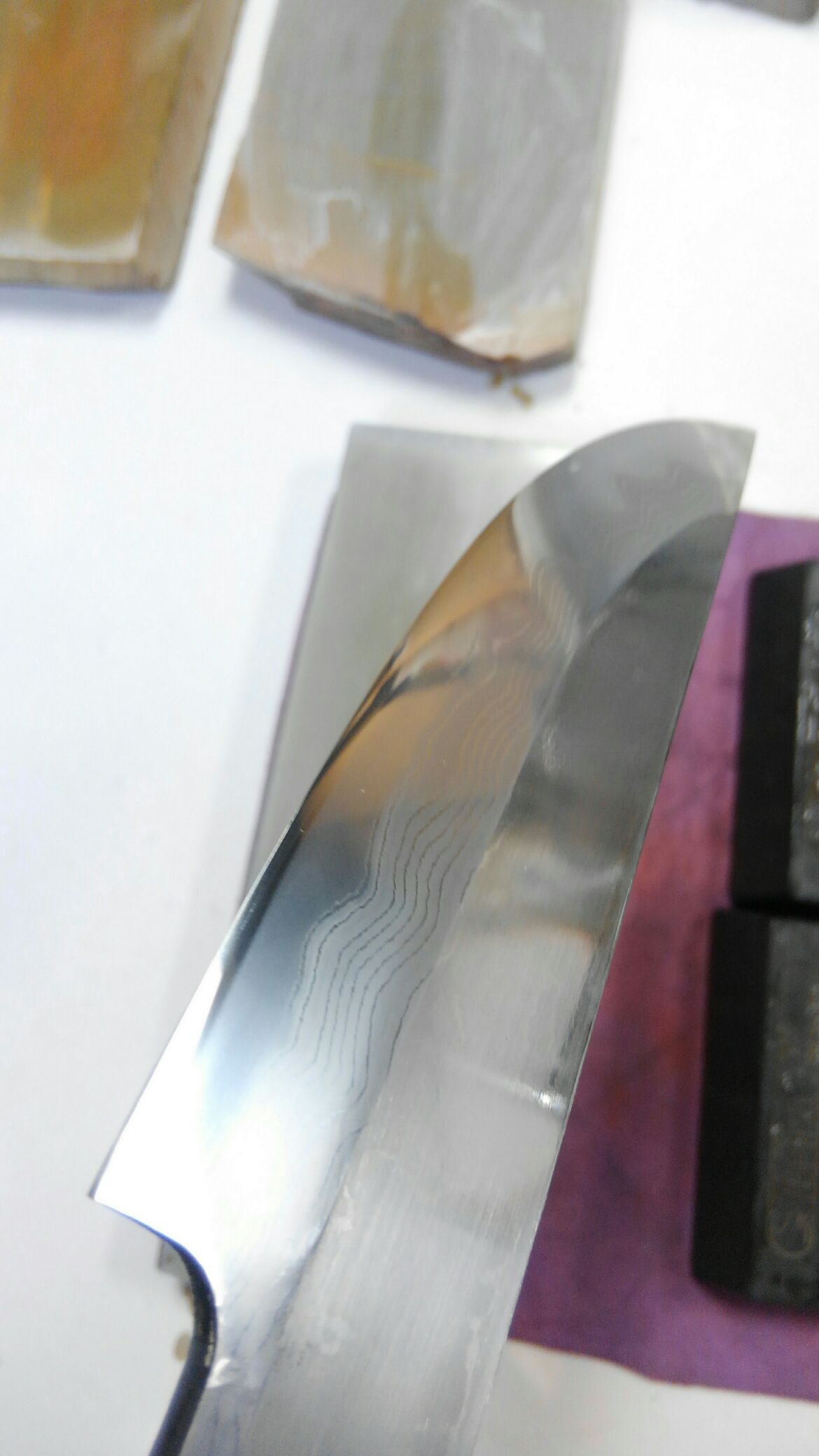
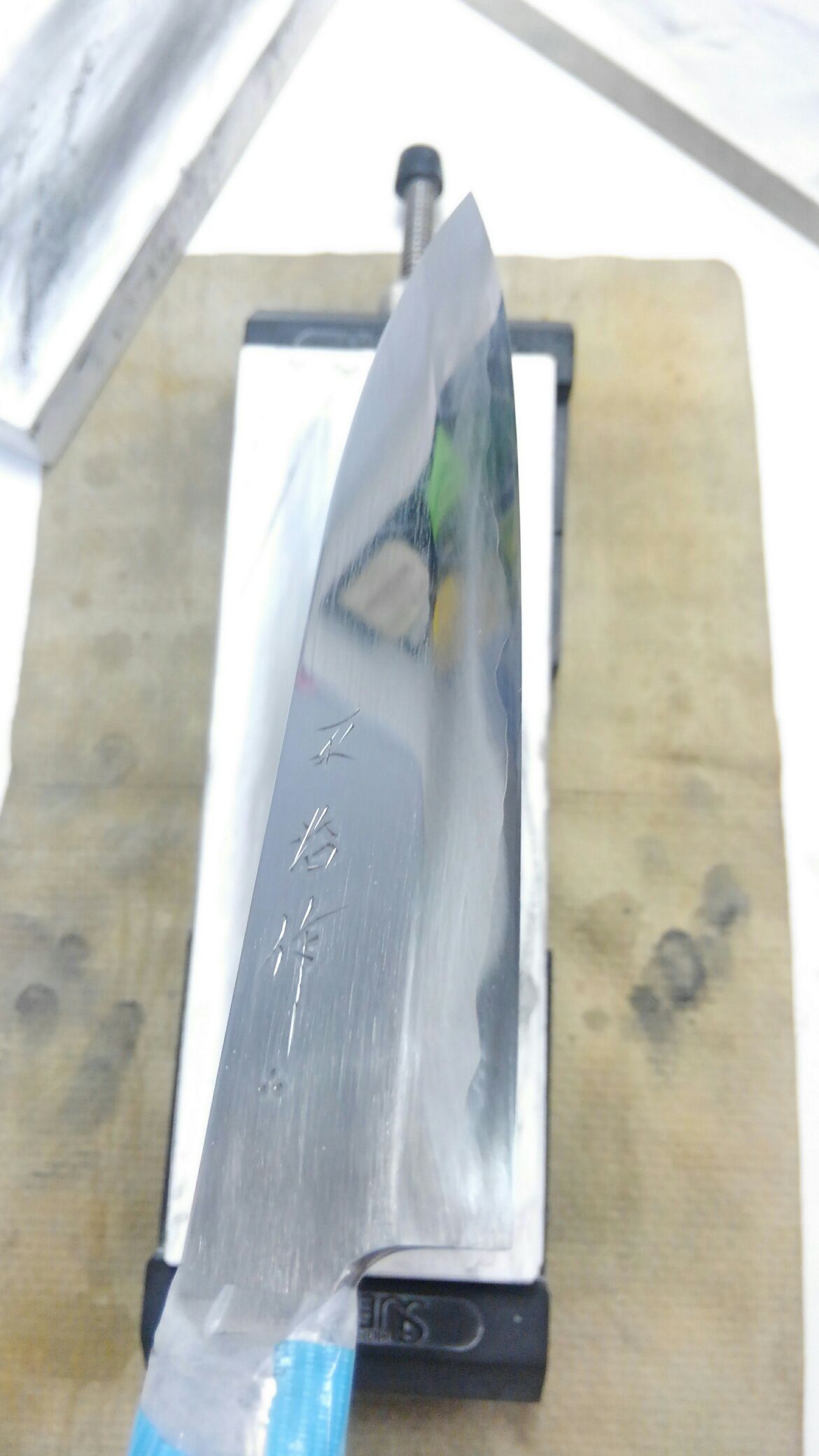
次に、平治作のセミステンレスペティです。此方も切り刃のコントラストを、との御意向は共通で。他には峰とマチの磨き、それに平も鏡面にと。
研ぎ前の状態。


先ずは御希望通り、研ぎの前に平その他を磨いておきます。

研承の白1000・白3000で切り刃を研いで。

キングハイパーの硬軟。

巣板で仕上げて刃金はカミソリ砥で。此方も地金は八枚。




磨いた峰です。

此方は磨いたマチ。右側に深い傷でしたが左よりも削られていたので、余り削り代を増やせず程々で。

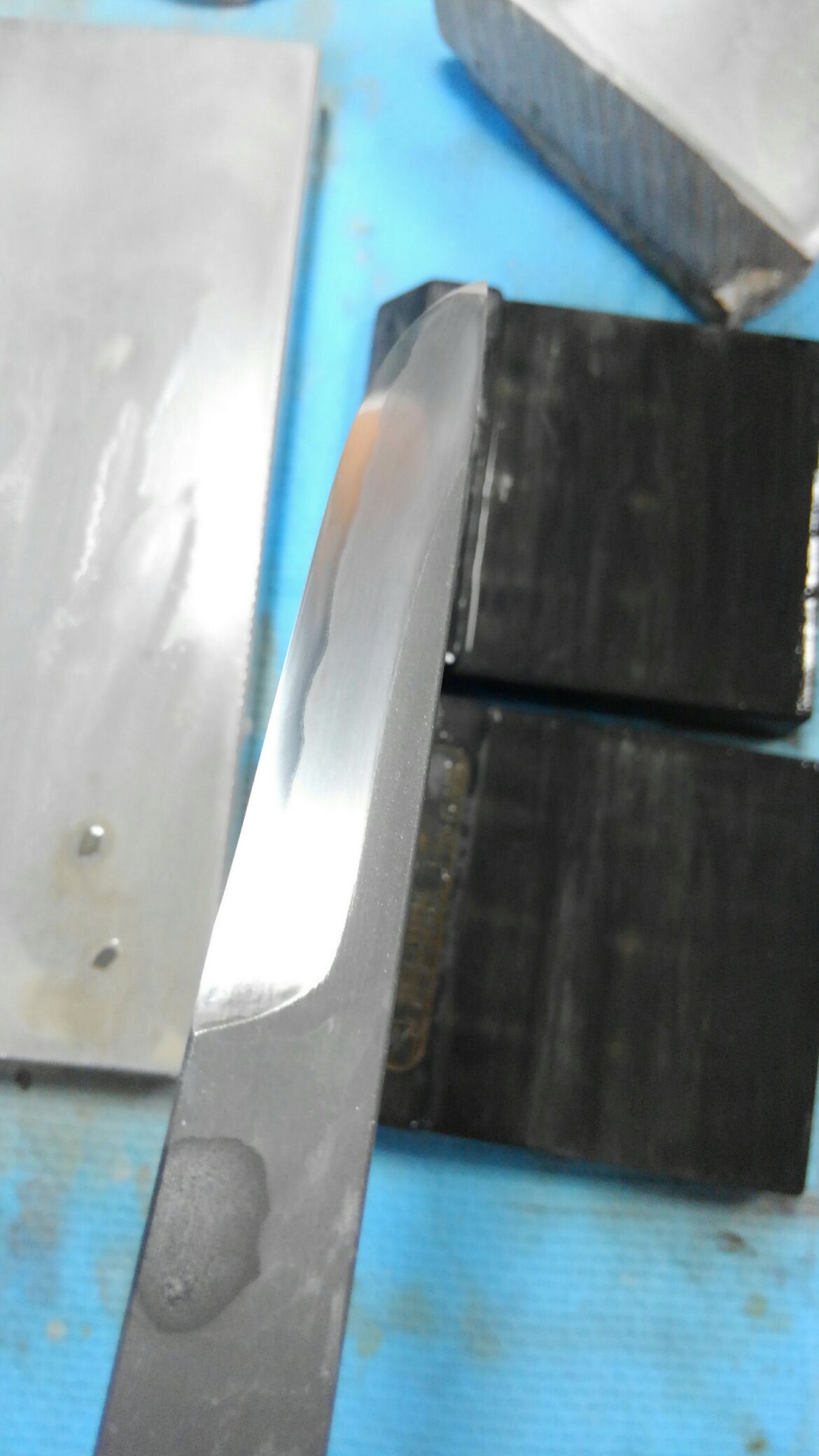
刃先の拡大画像
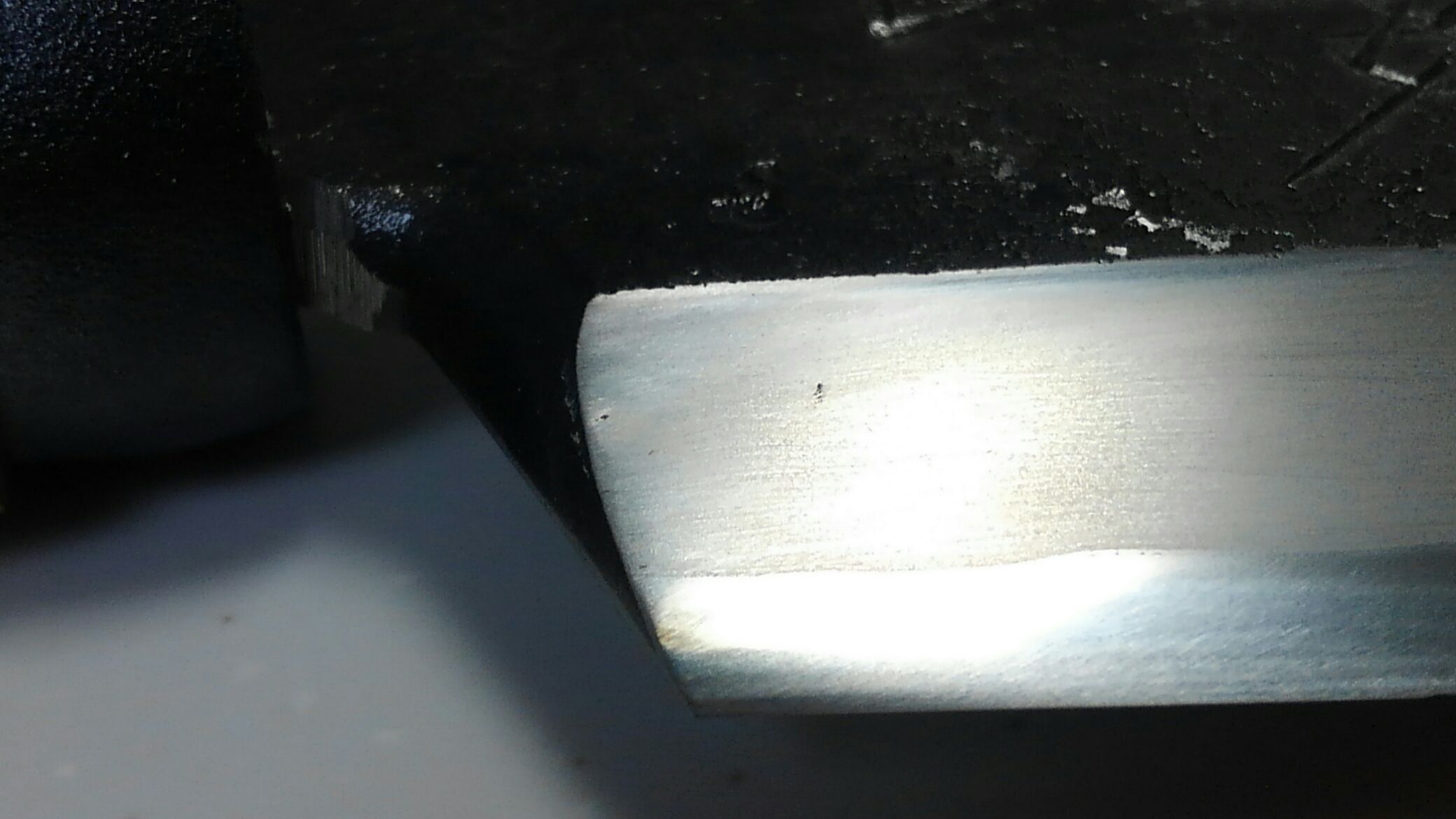
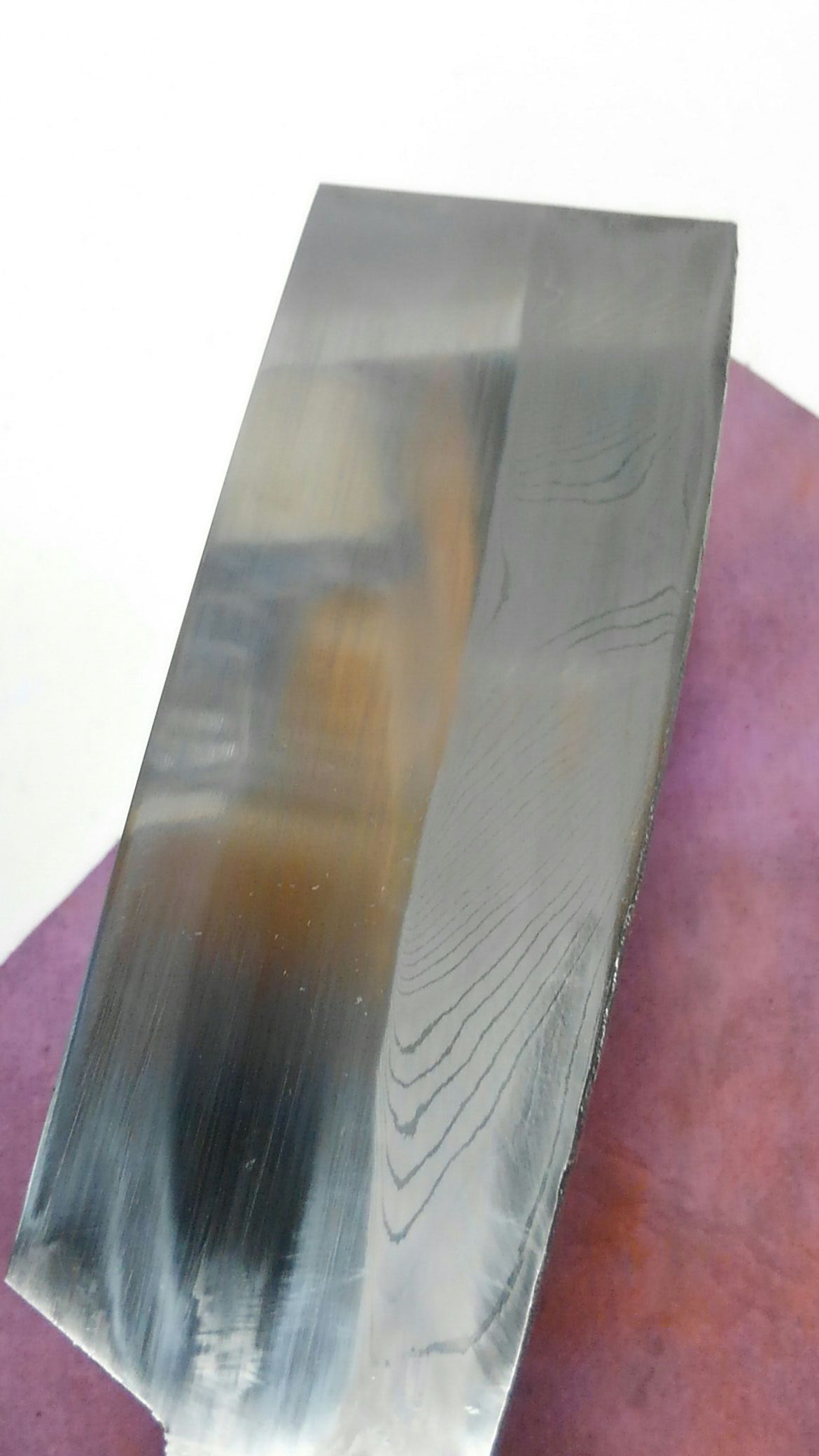
ペティの確認後、平に残る刃線と直交(峰から刃先方向に走る)の研削痕が気に成るとの事で磨き直し。長軸方向への砥ぎ目を揃える方向で。
刃元側は薄くしたく無いので程々で。切っ先側は、殆ど消えるまで追い込みました。結果、その他の研削痕も目立たなく。
切り刃も巣板から研ぎ直しました。




刃先の拡大画像

砥ぎ直した事で、刃金の光り加減が向上。因みに、使用砥石は傷消しを狙って奥殿の巣板です。刃先も、より揃えられた様です。
北海道のT様、此の度も御依頼を頂き有難う御座います。残りの二本も順に研ぎ進めて参りますので、もう暫く御待ち頂けます様に御願い致します。
あと、今回の二本を先行して御返送の際、御参考までに小割りの砥石を同梱しますので御楽しみ頂ければと思います。詳細はメールにて記載しましたが、種類は此方にも大まかに。
上から、神前の合砥(かなり風化)・白巣板(やや柔らか目)・八枚(細か目・柔らか目)・千枚(細か目)・カミソリ砥(中硬)・中山水浅葱・奥殿白巣板・中山黄色です。
もしかすると、御手持ちの刃物の御手入れに使える物も在るかと思いますが、惜しくない素材で御試しの上でどうぞ。相手を選り好みする石の方が多く入っております。