今回の依頼のスタートは一年前でしたか、待ちかねた三徳包丁三本が先ずは到着しました。


磨きが一本

黒打ちの一本目

同じく二本目
御待ちの期間は長短まちまちですが、御注文を頂いておりました御三方には、御負担をお掛けしました。早速、黒打ちの一本は発送し、到着したとの事で良かったです。
あと、受講生のK様にはメールにて御伺いしましたが、御届けの条件など御連絡頂けましたら御送り致します。
初期には柳の数本も、同時に送られてくると思っていたのですが到着が伸びたので手が空きました。ですので、面倒な手順が必要な食材は避けていたのですが此の隙に、春の楽しみである蕗と若牛蒡を調理したりしておりました。

上が蕗で下が若牛蒡ですが、結構長いまま売られているので持ち帰り時に工夫が要りますね。
普段は簡単な煮炊き・炒め程度の内容で、下画像みたいな場合も多いです。


しかし下処理が必要な此れらは、精神的にも少しゆとりが無いと敬遠しがちな食材だと思います。

灰汁抜きの後で筋張った皮を剝き、事前に取っておいた鰹昆布出汁で煮るとか


炒めてから煮るなど、ひと手間多く掛かりますが

何より、洗ったり皮を剝いたりの難易度が少し高い事もネックでしょうか。まあ、野草に近付く程にその傾向が高いのは致し方ありません。とは言いながら、独活なんかも楽しみにしているのですが。
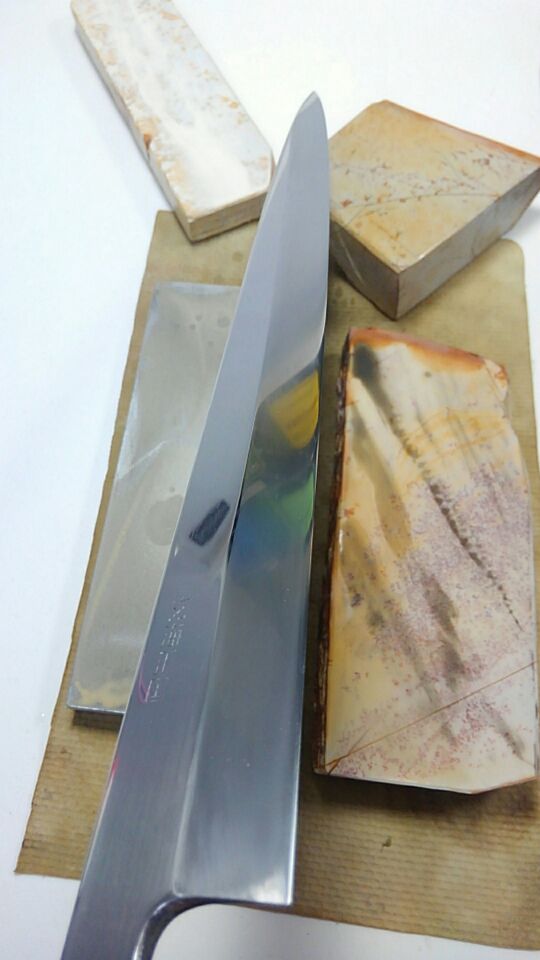
もう一本の黒打ちは、天然砥石館の一番の常連様からの御注文でした。味方屋作の三徳・ペティは次回到着分に成りますが。

感謝を込めて、「納品時の簡単な研ぎ」を施しておきました。此れも手が空いていたからこそですが。

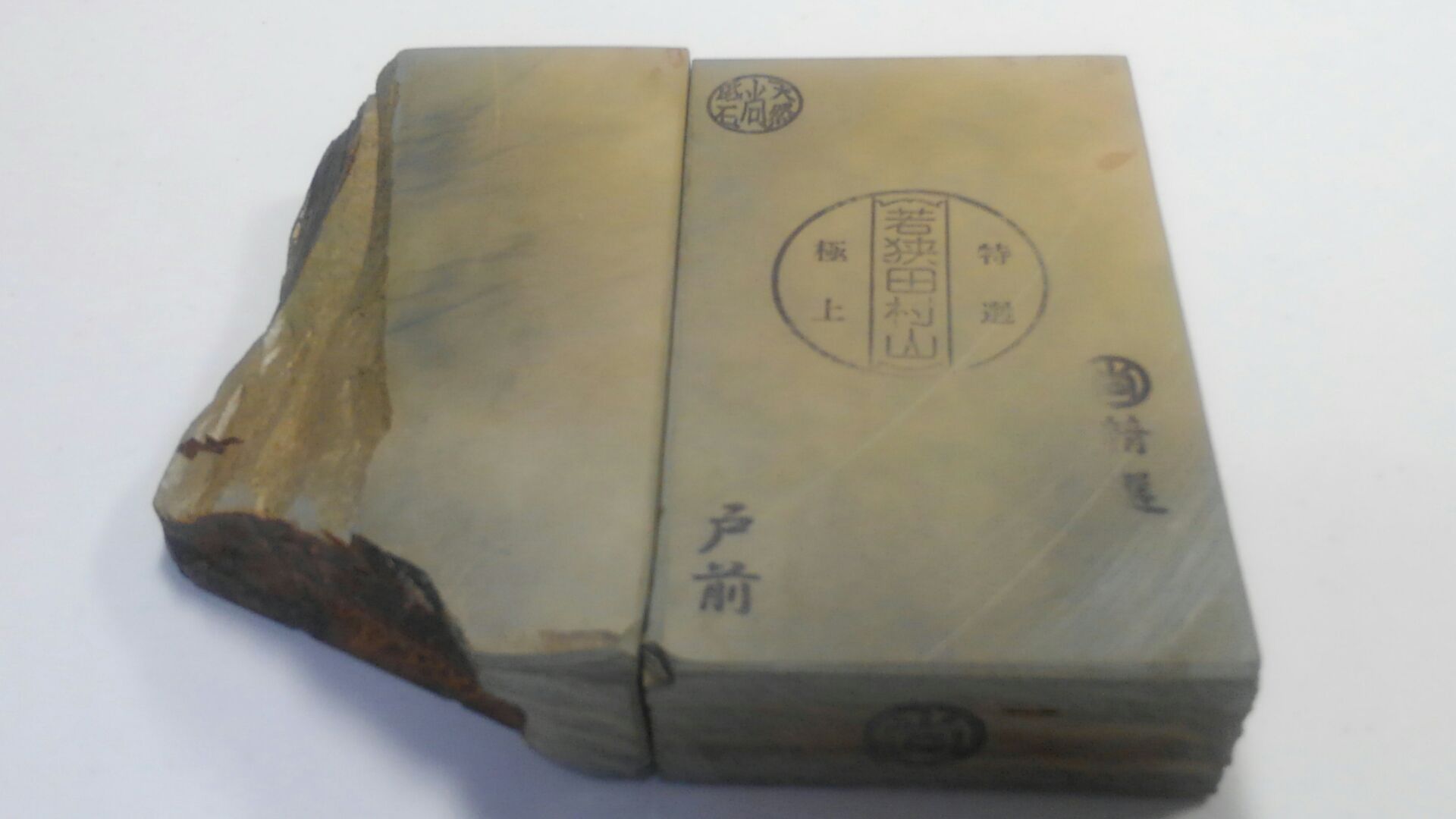
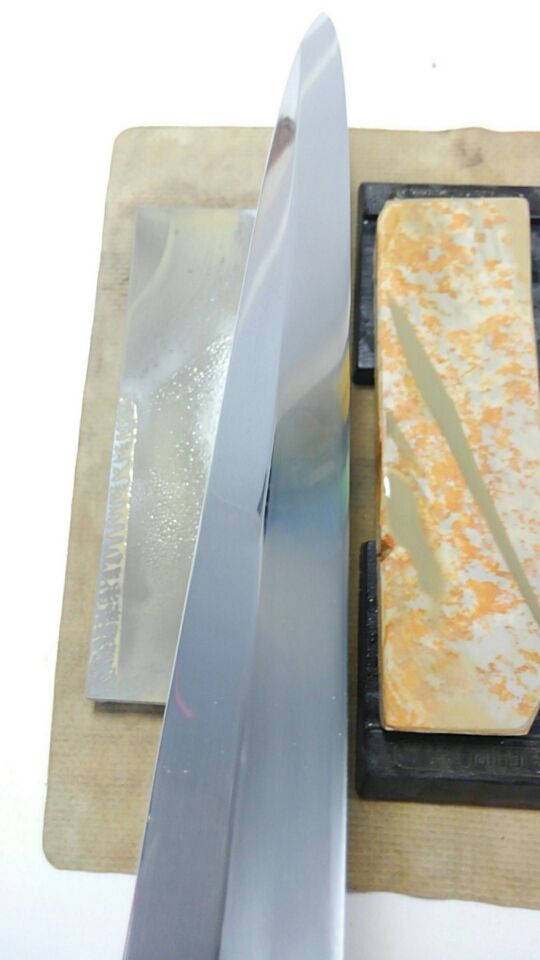
地金は巣板の後、三種類の八枚の小割りの内で最も相性の良かった物。刃金は巣板の後、千枚と御廟山で仕上げました。司作は刃先角度が鋭角気味なので普段使い用に角度調整も兼ねています。
砥石館常連様には司作の切れとは通常、此れ位だと覚えて頂き、先々の御自身の研ぎに於いて参考にして貰えれば幸いです。
次の柳の特注品が待ち遠しいですが、砥いでからの販売となりますので、到着したらしたで行き成り忙しくなります。と思っていたら、四国の常連様から結構な難敵が送られて来るそうですので、既に暢気にしていられなくなって居る様です。