少し前、芦屋での食事会の折りにベスパのディーラーの方から預かっていた物です。
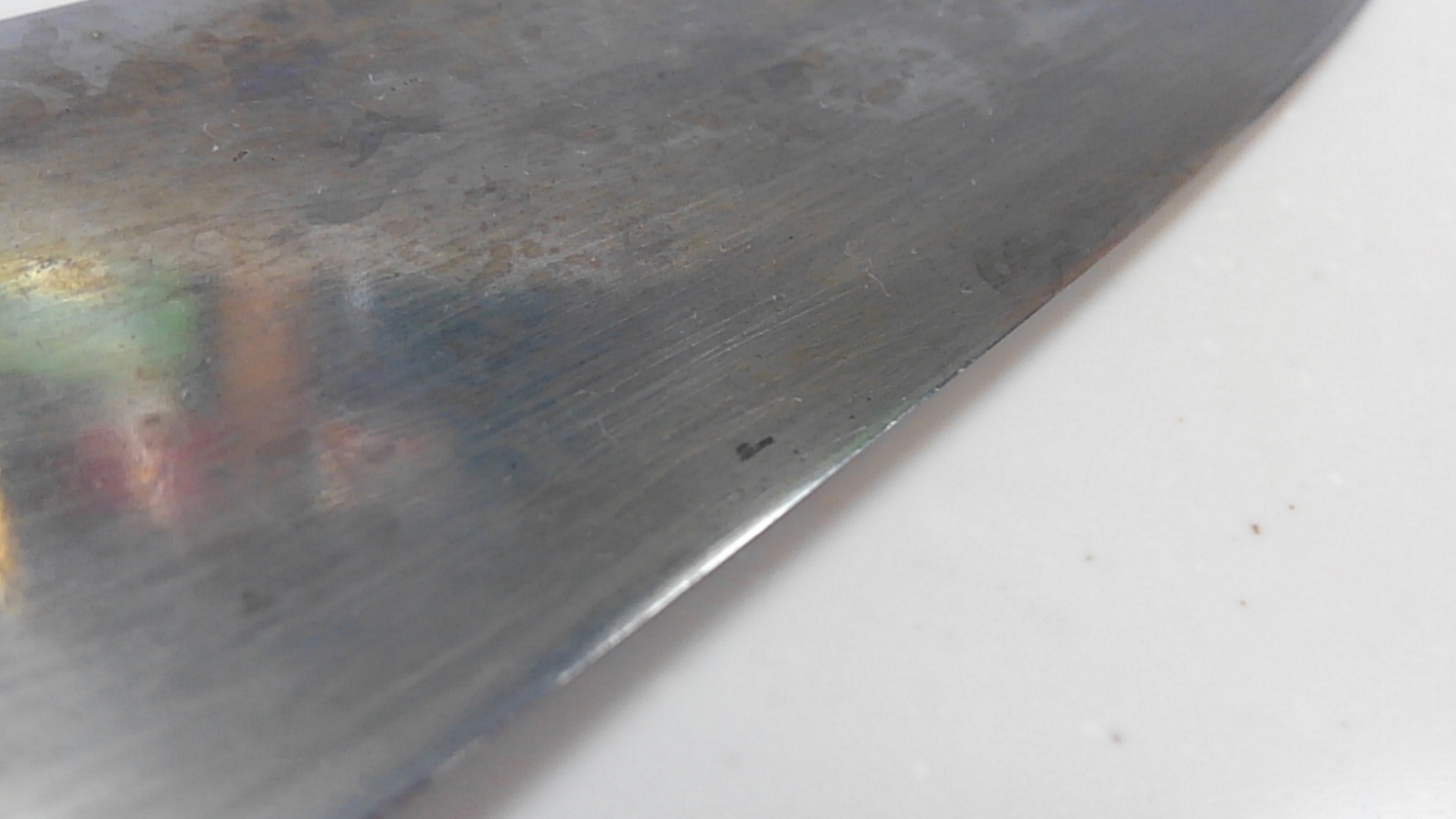
二本共に炭素鋼、と言っても片方(下画像下側)は特殊鋼に近い青紙スーパーですね。それででしょうか、地金の方が錆に弱い様子。
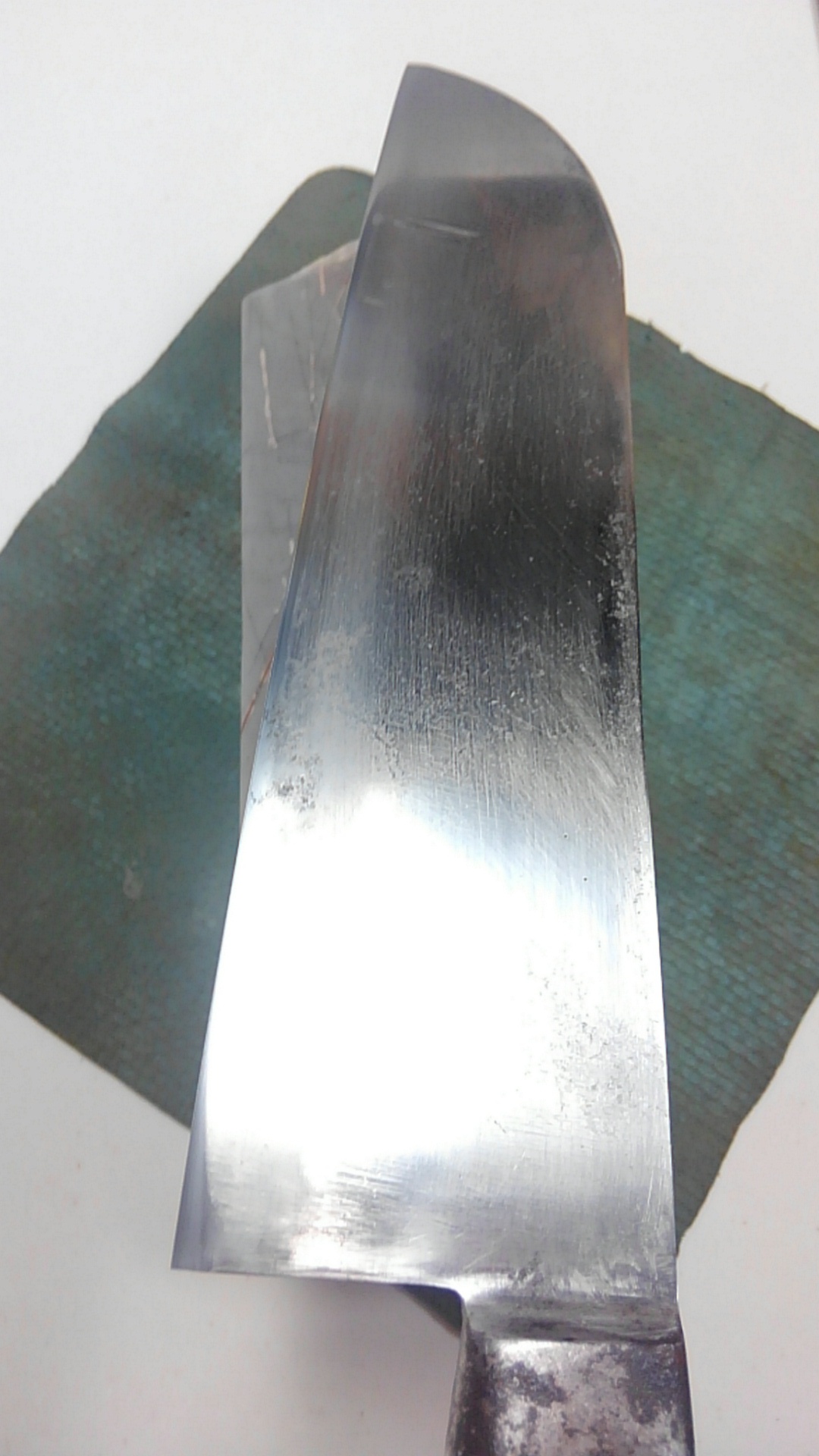
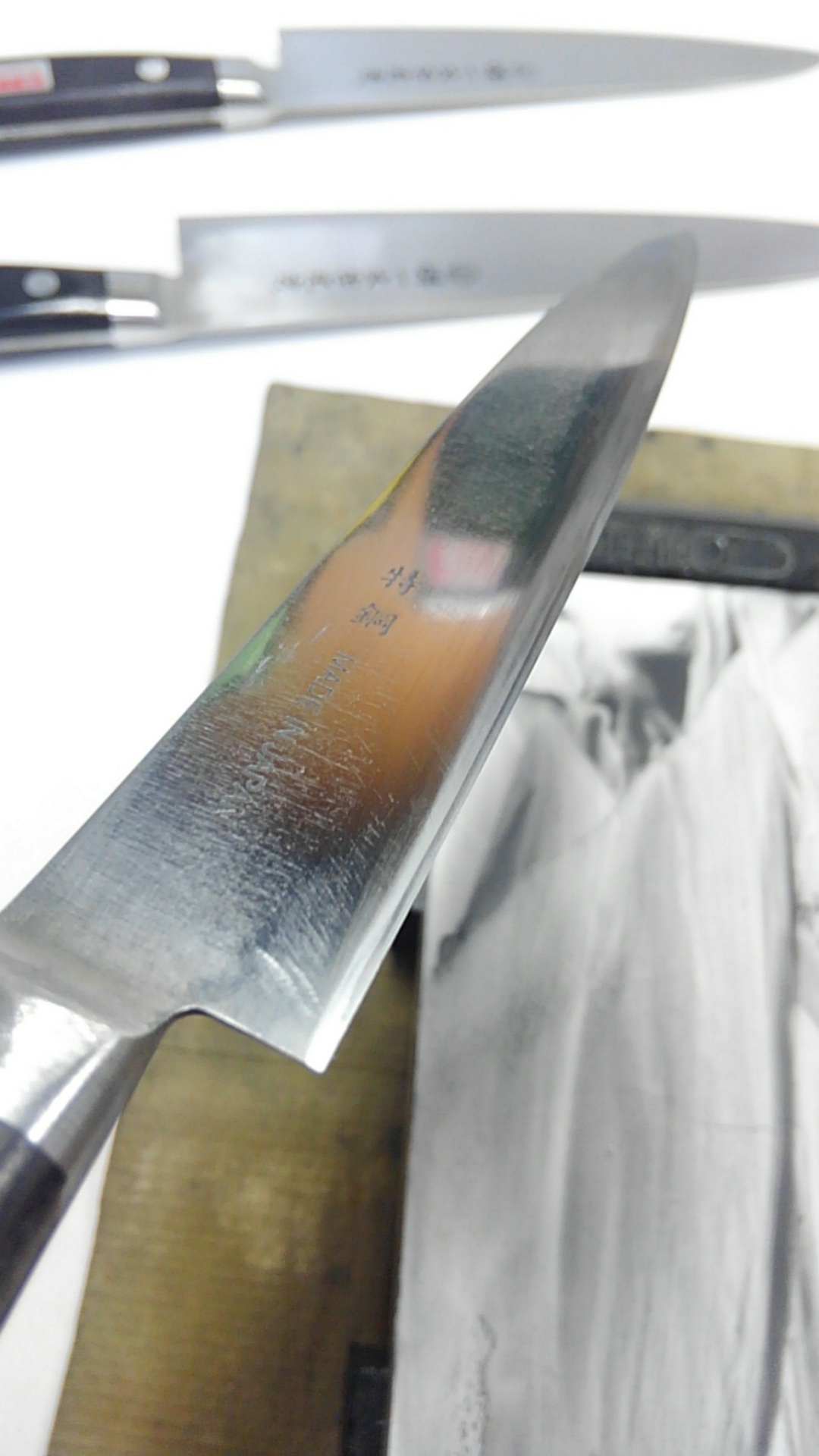
研ぎ前の状態。双方、未だ切れると言える位ですが、全体に軽く摩耗して居り、何箇所かに小さな欠け・捲れが有ります。

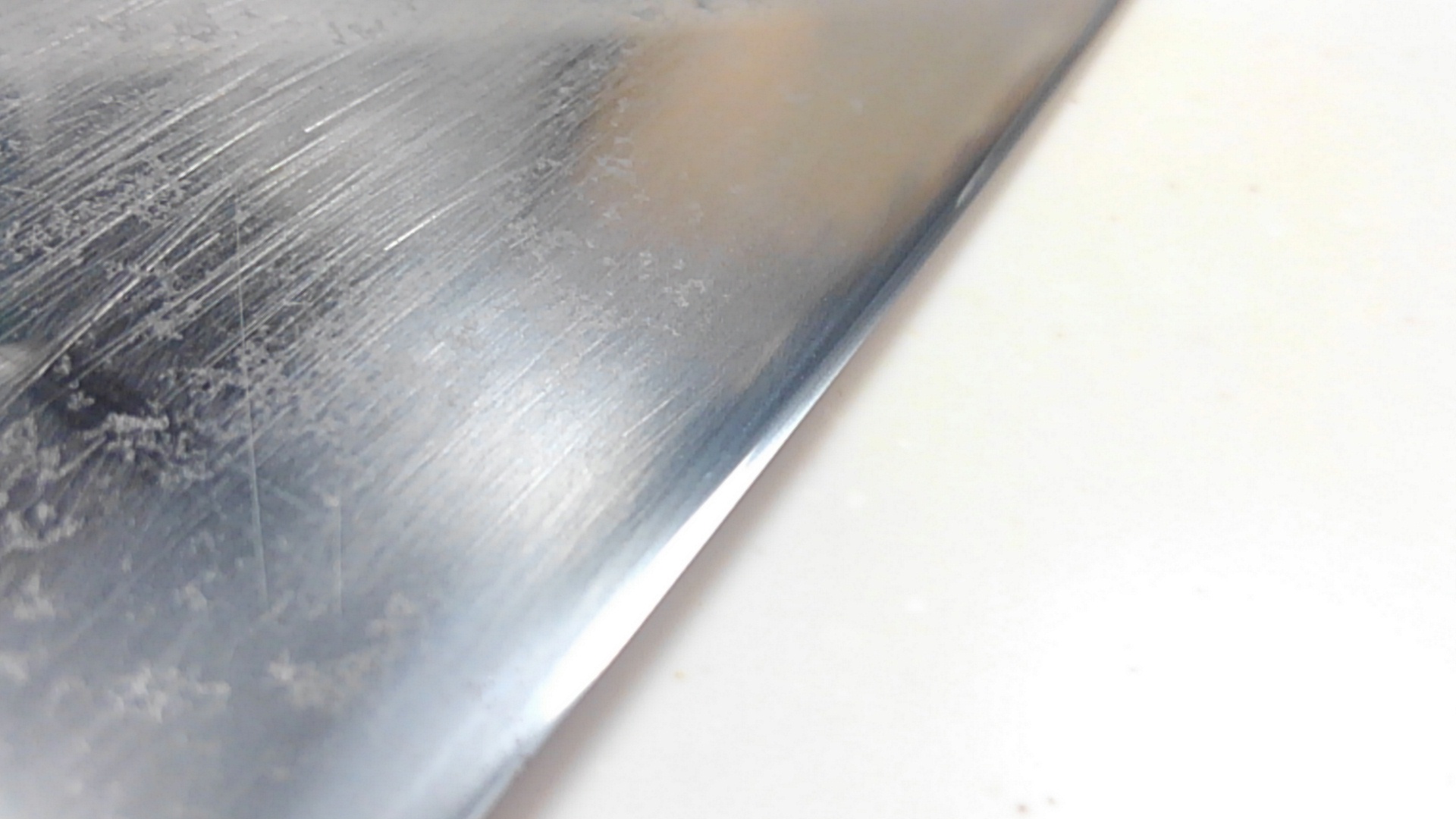
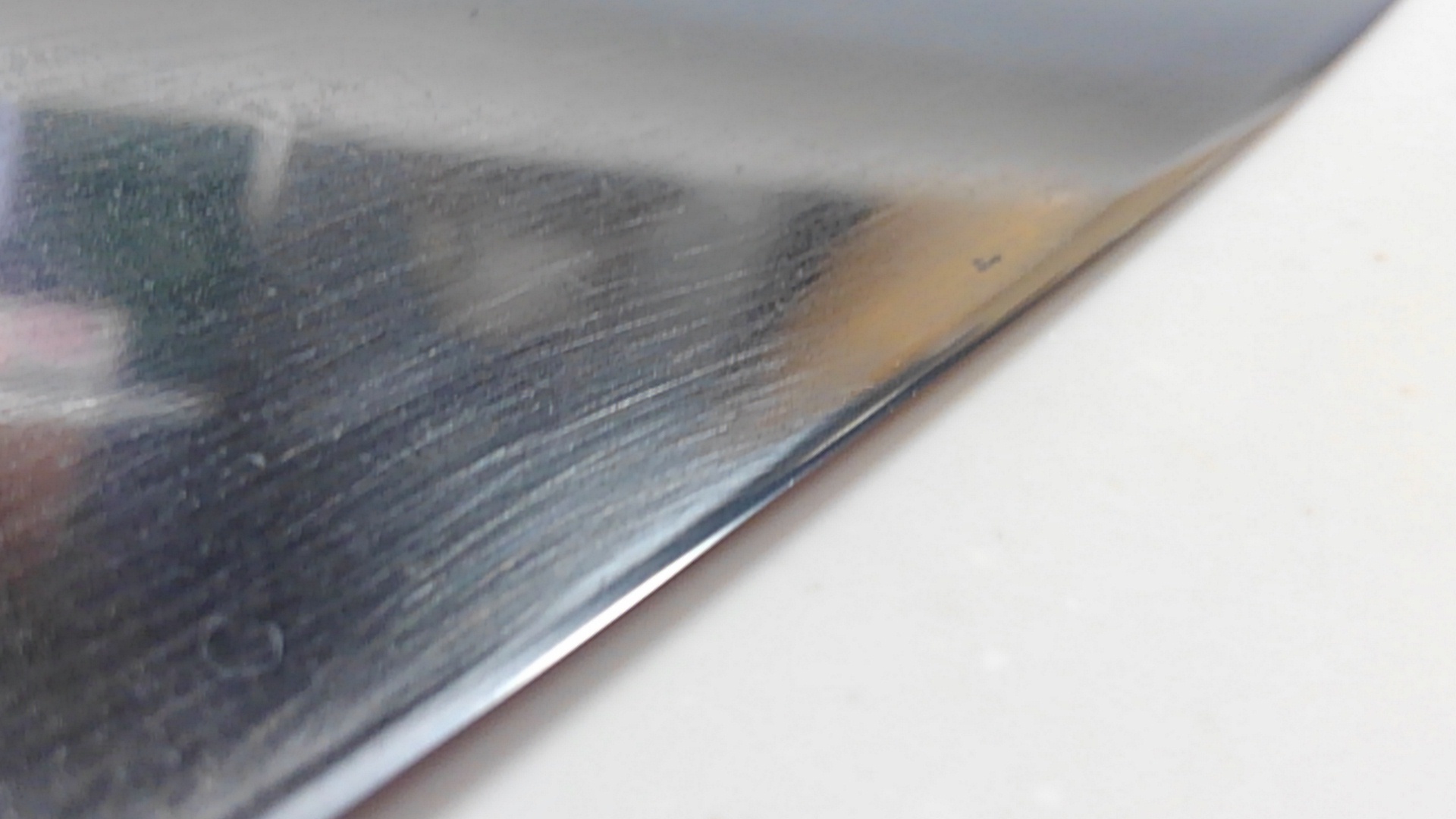
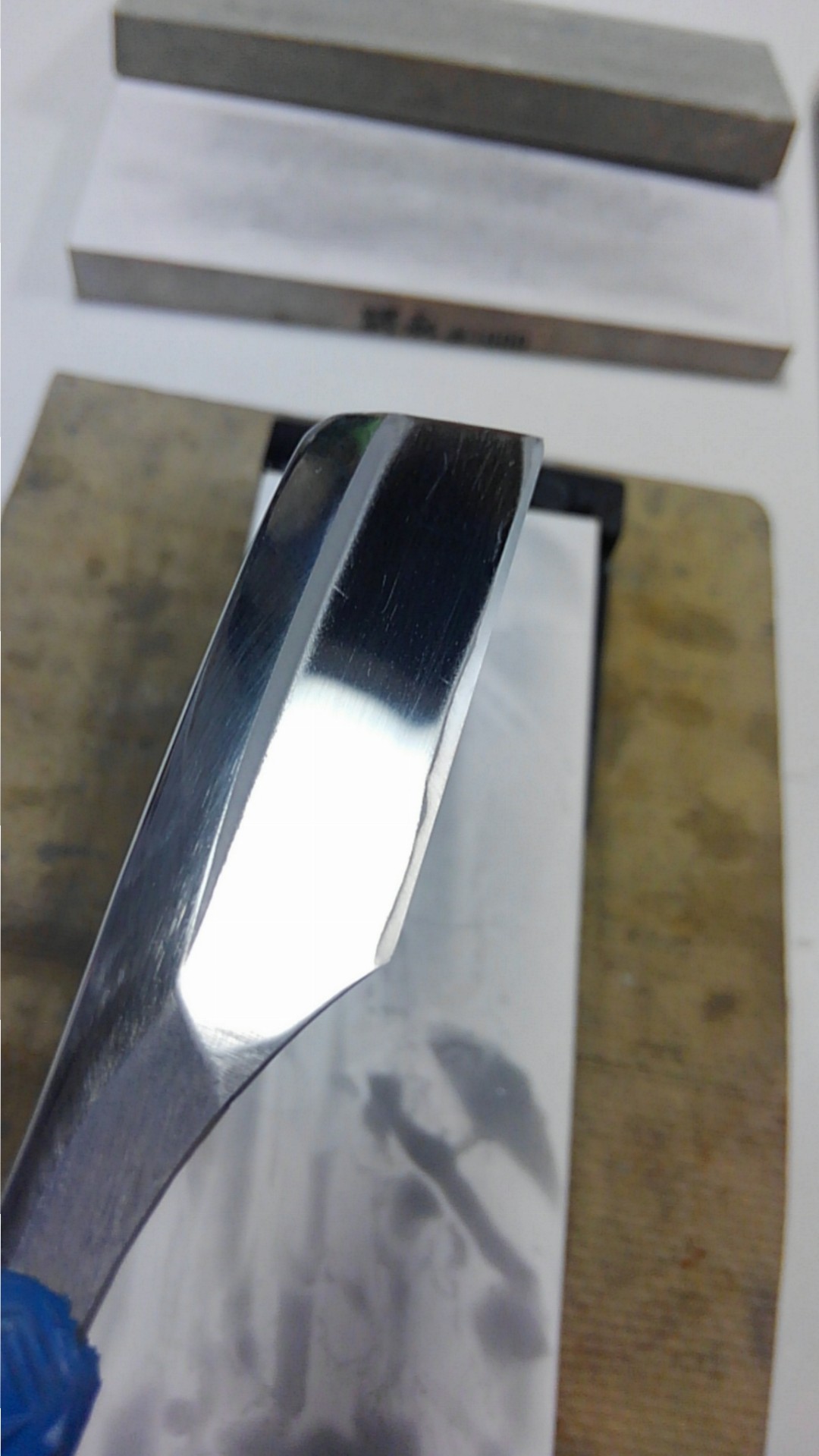
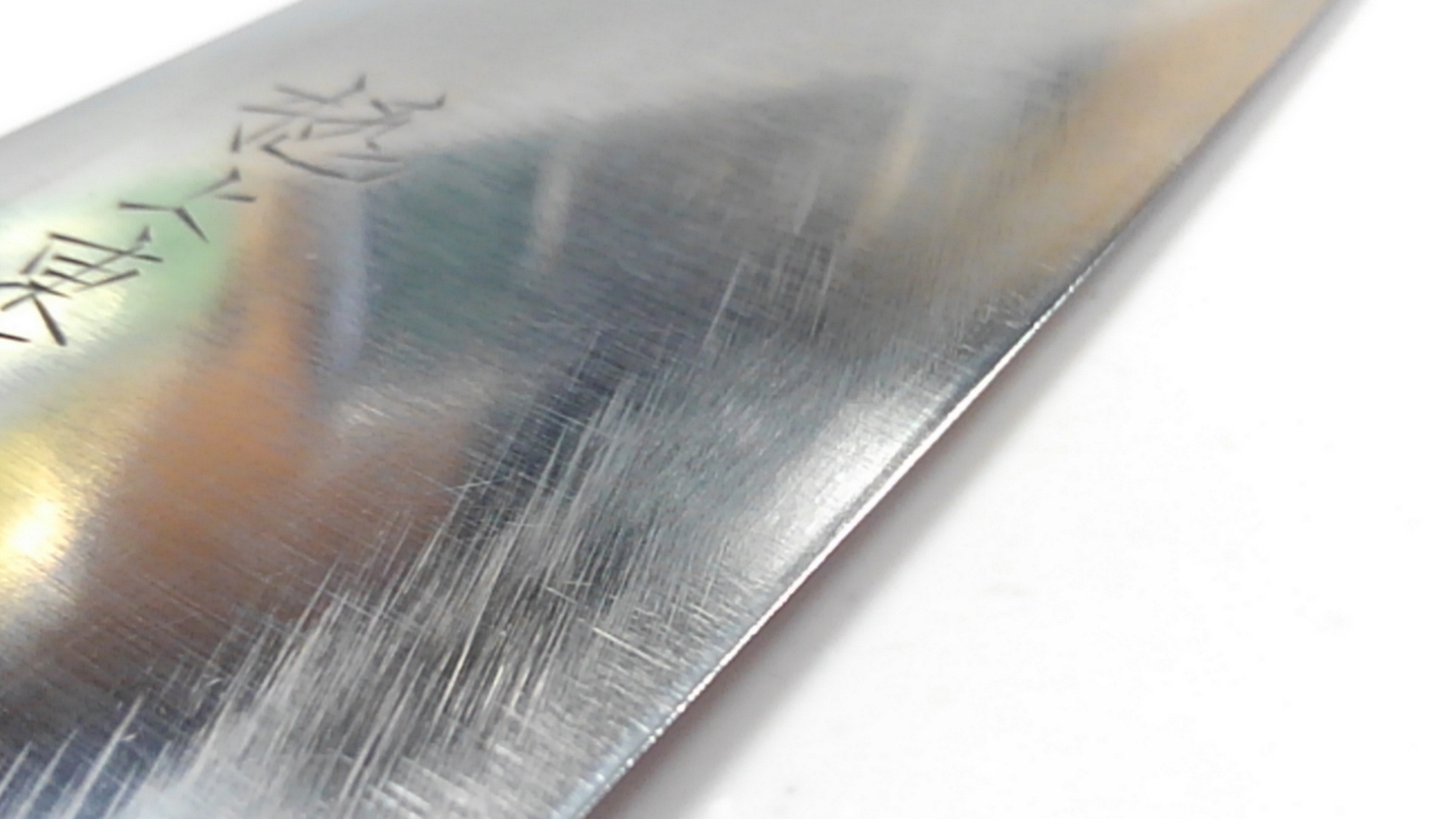
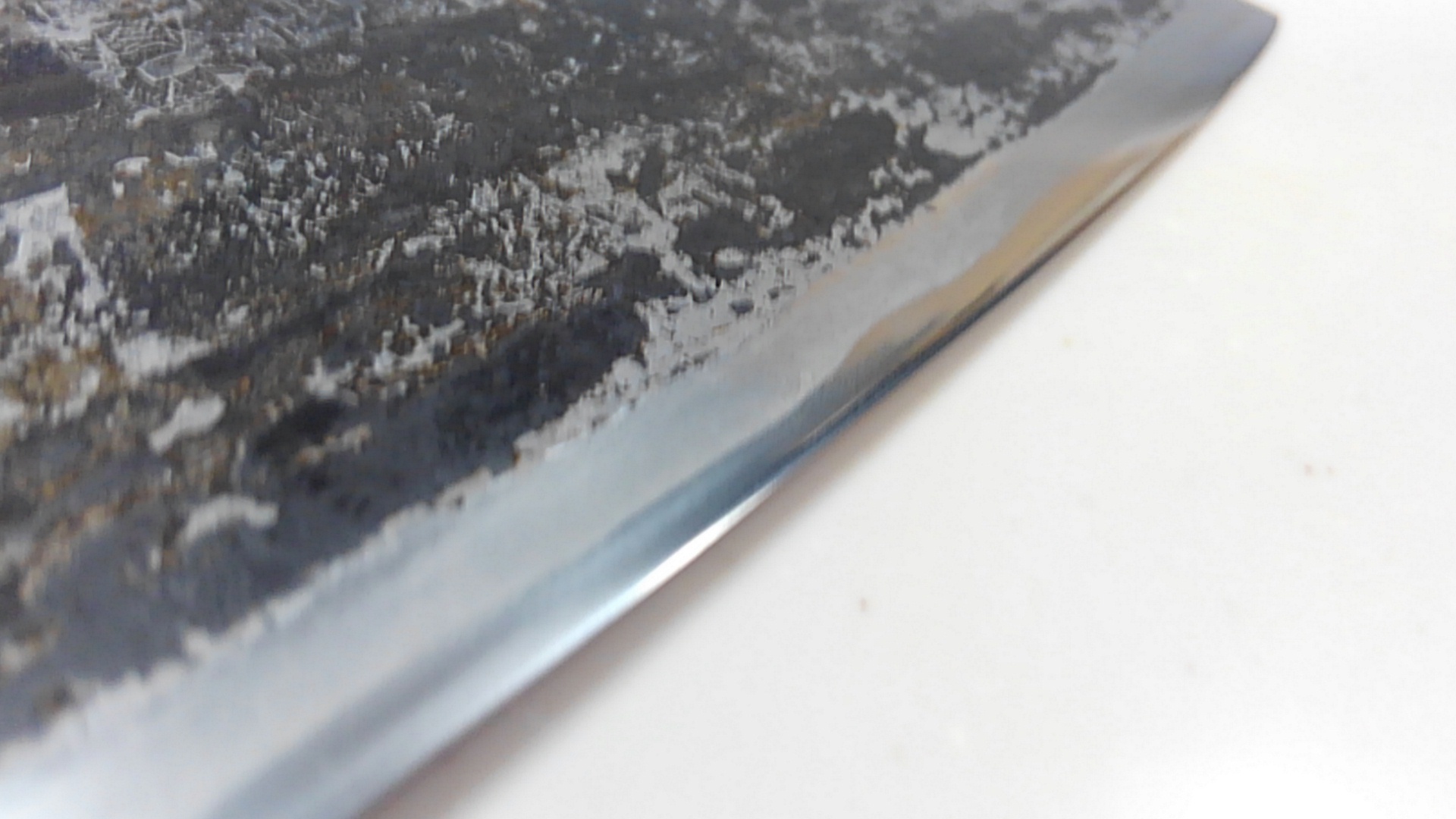
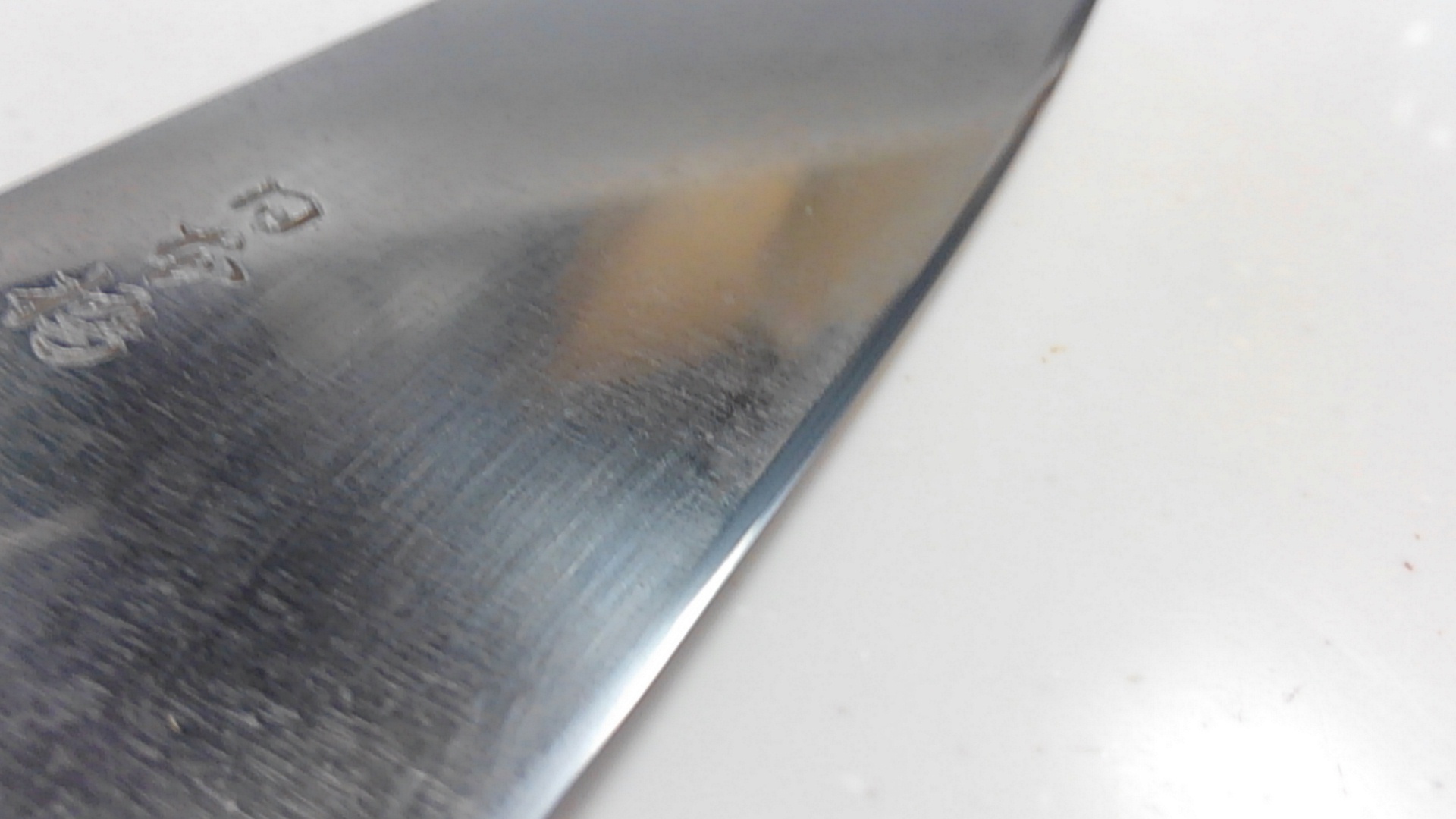
青紙スーパーの方、刃部アップ
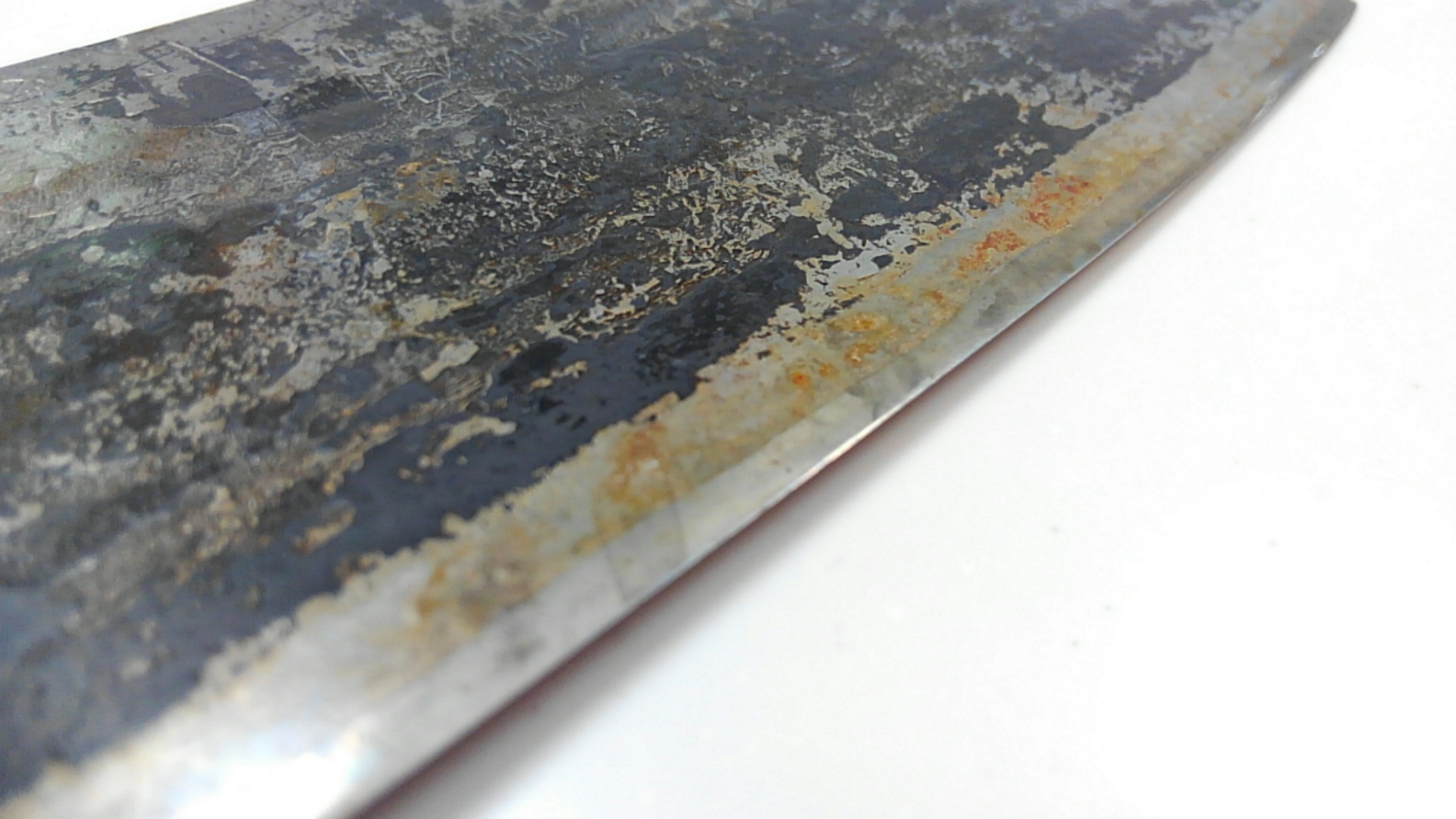
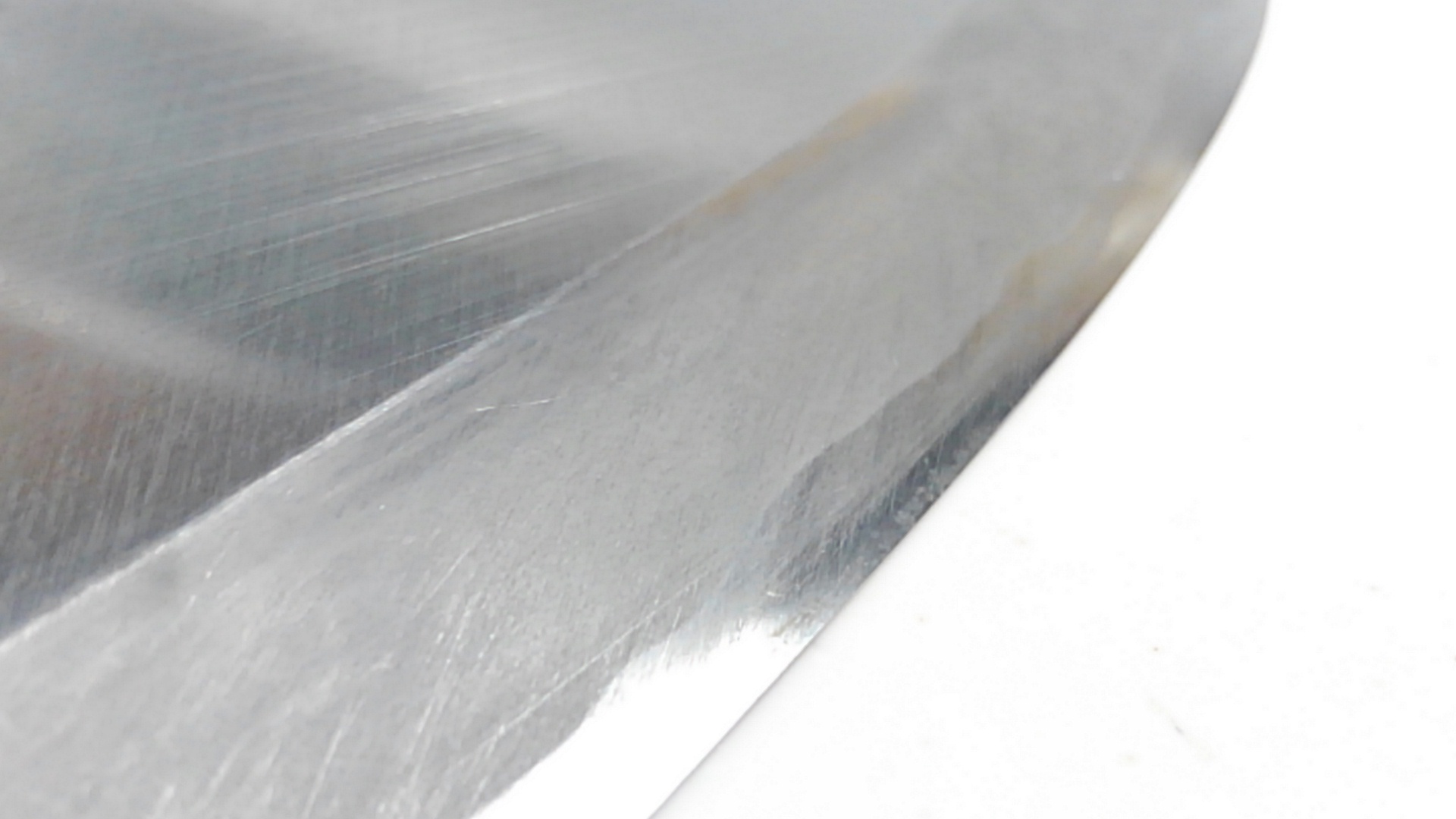
裏です

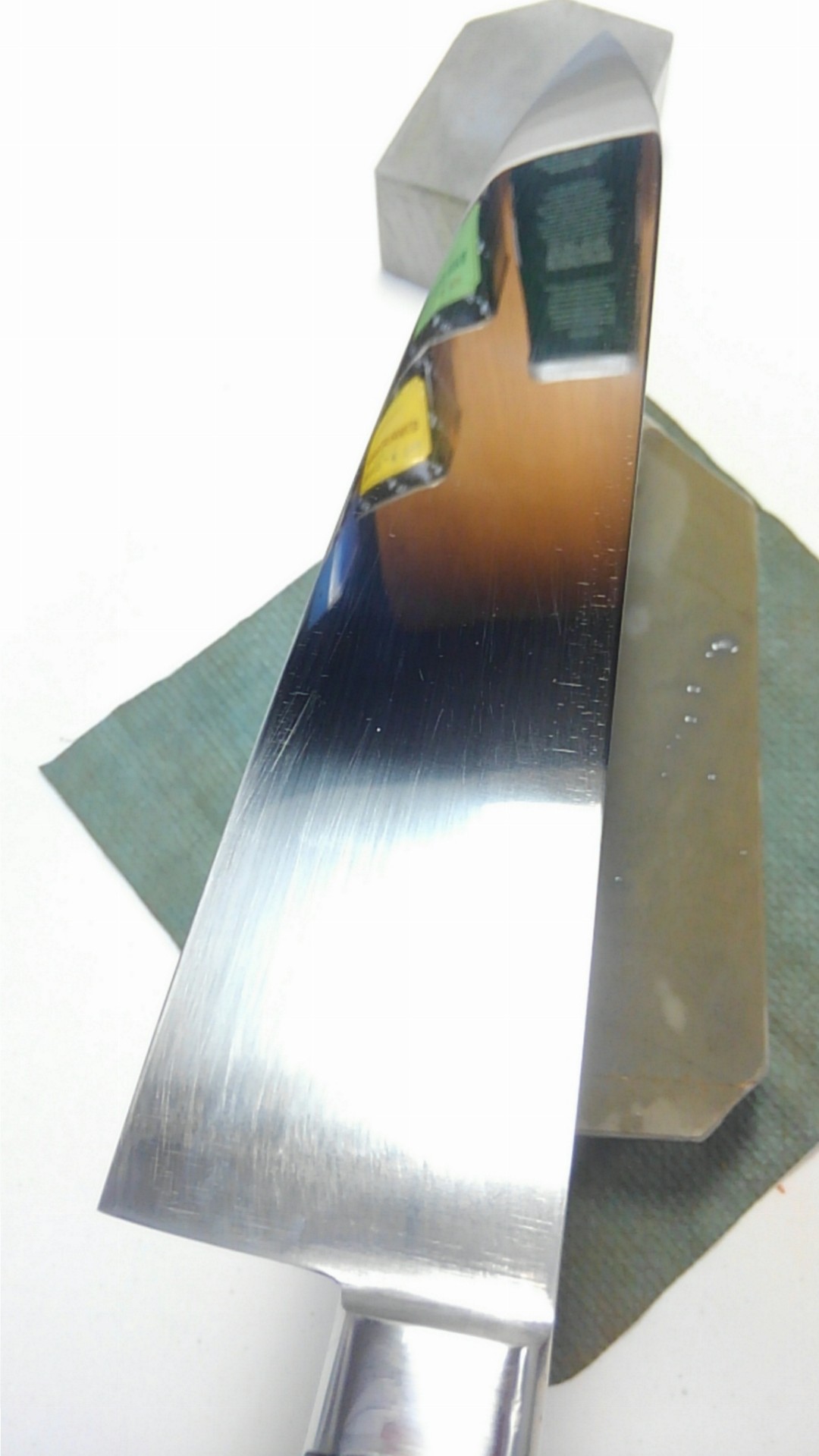
人造の1000番二種・3000番から研ぎます。

天然は中硬の巣板⇒中山の天井巣板超硬。以前に中山の中腹から山頂へ案内を受けた際に、サンプルとして得た物です。ほぼ奥殿の天井巣板超硬と似て居り(まあ隣の山ですし)、滑らか且つ掛かりの良い刃を付けてくれます。
おまけに返りの処理が難しいタイプの鋼材・熱処理の仕上げの刃物への最終仕上げにも向いているので便利。

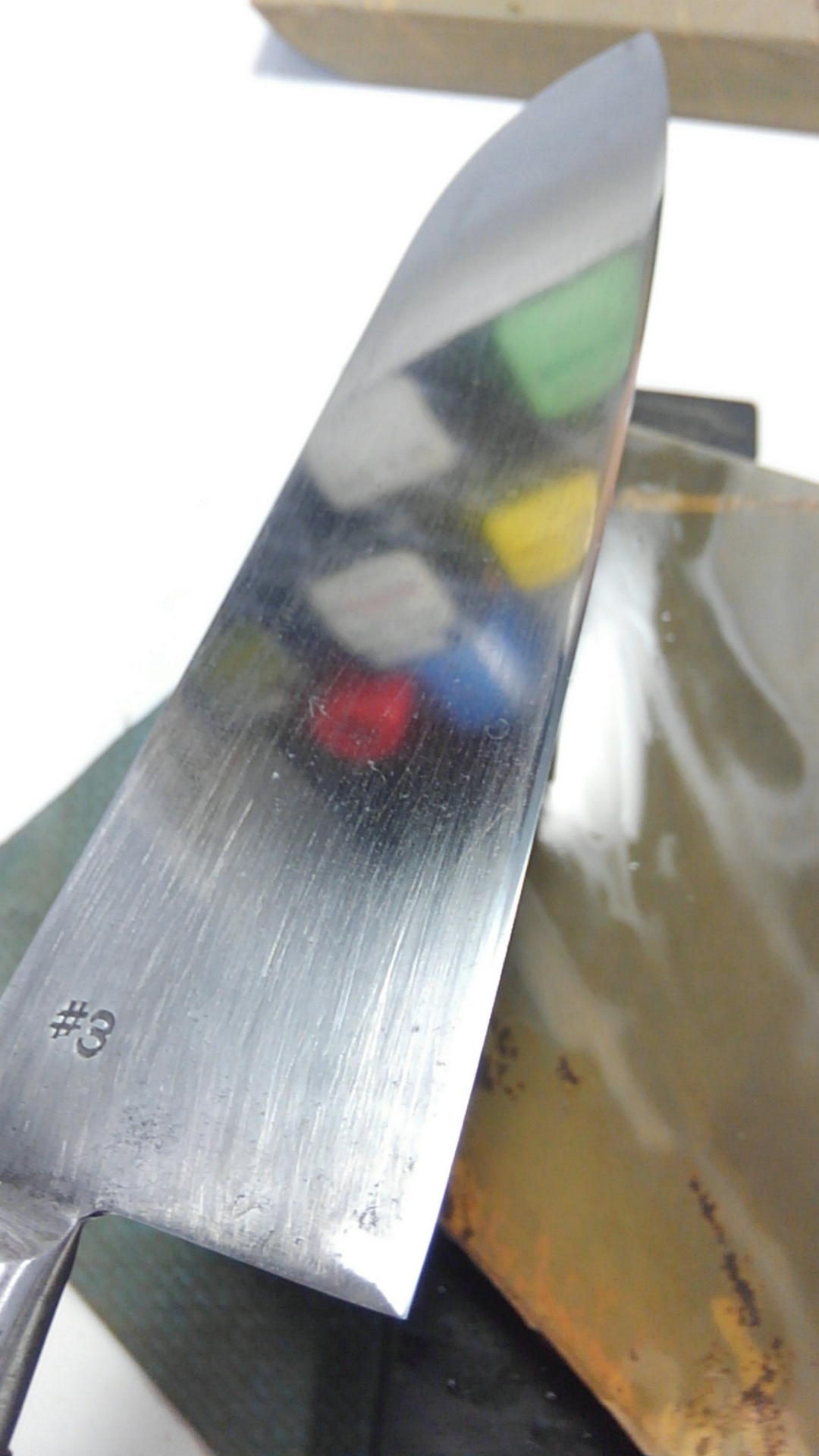
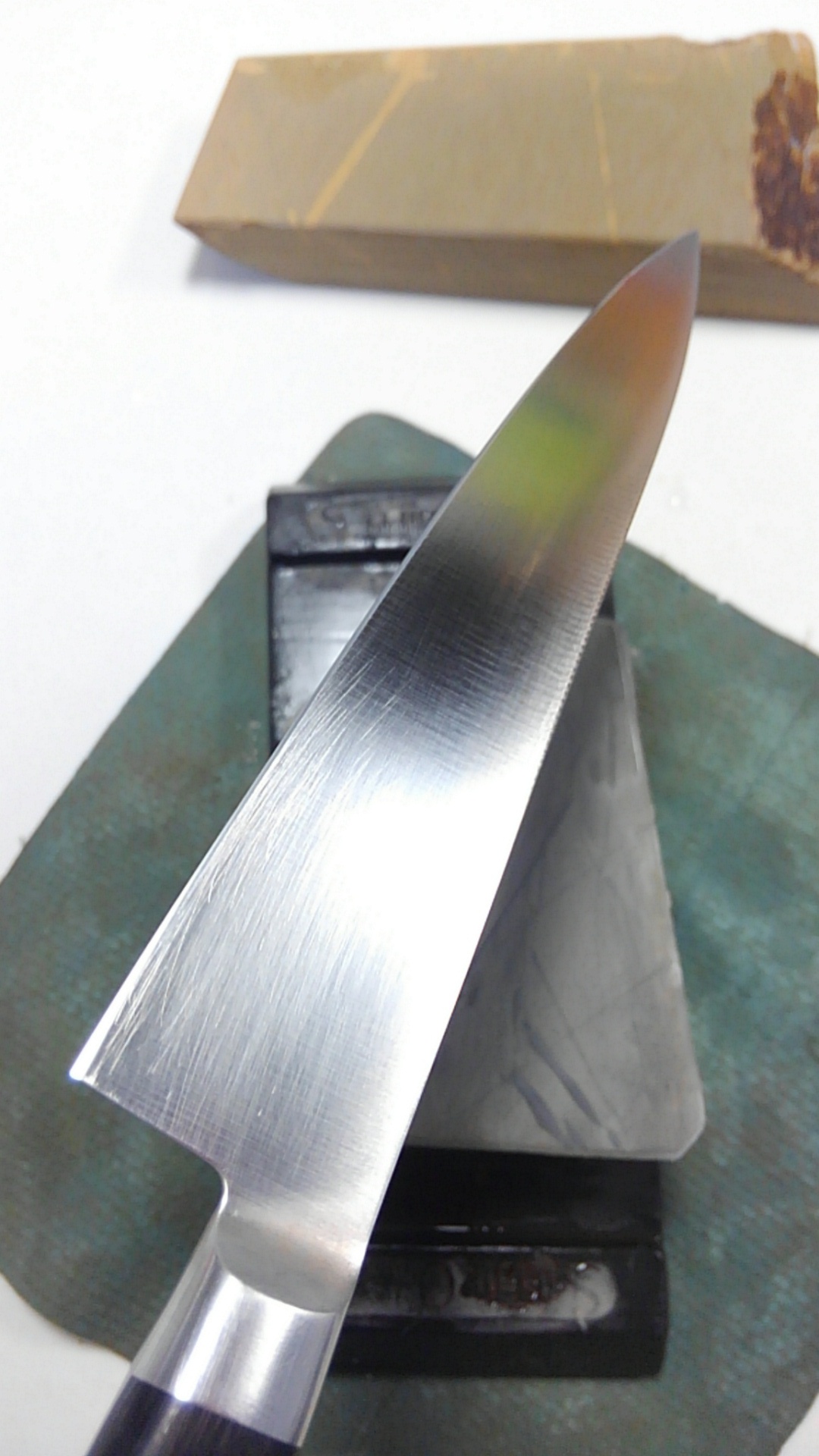
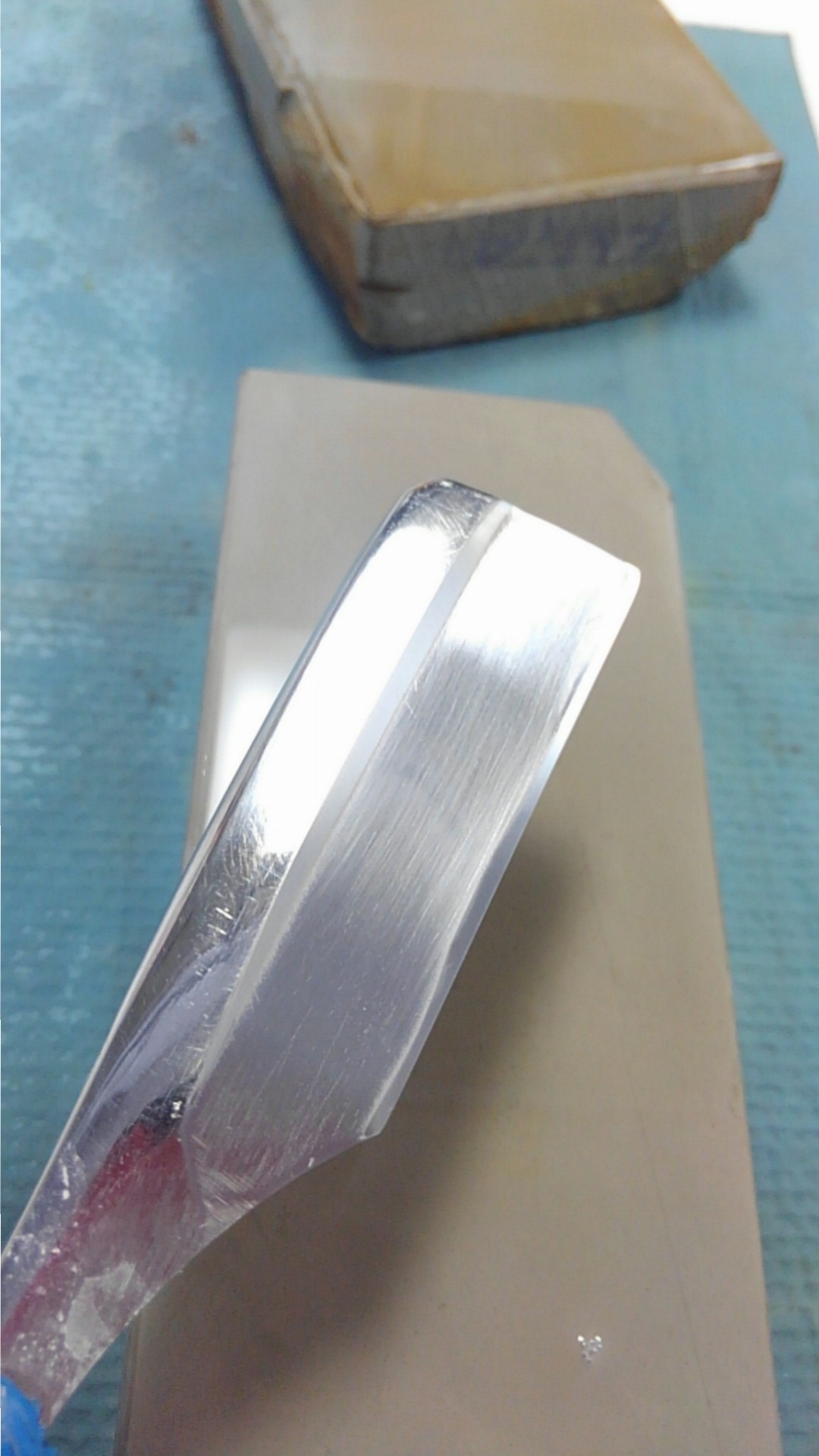
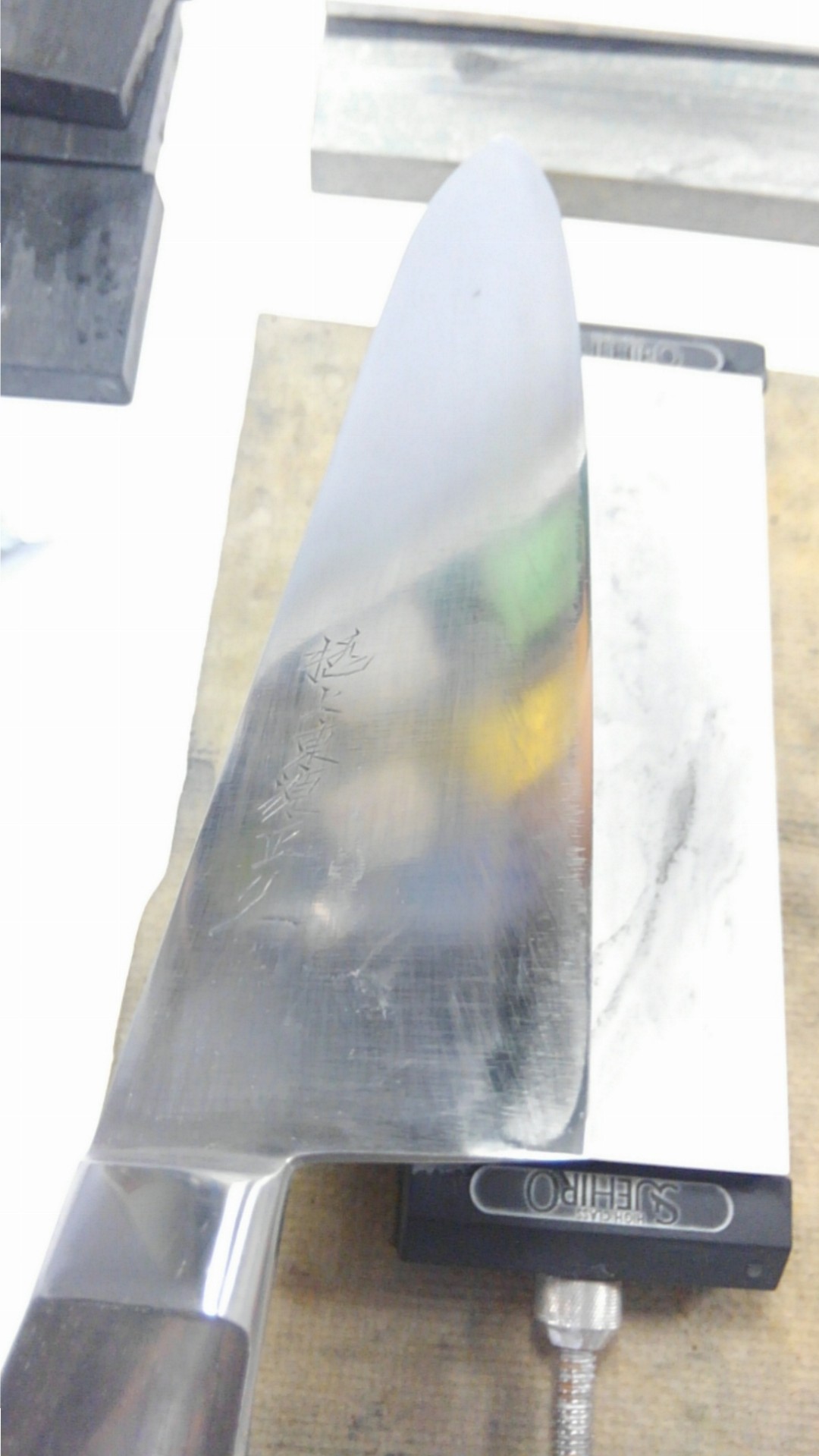
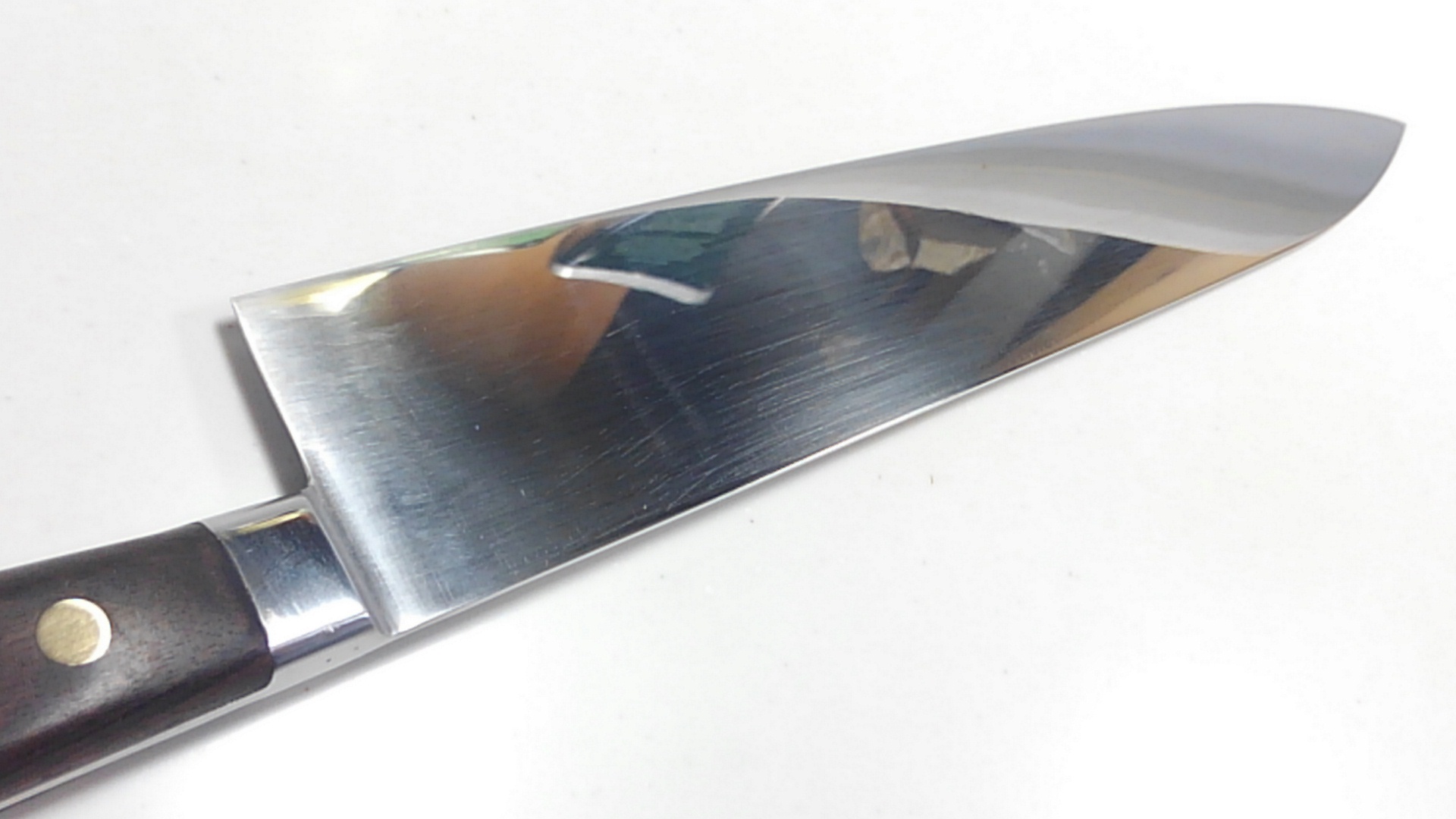
研ぎ上がり

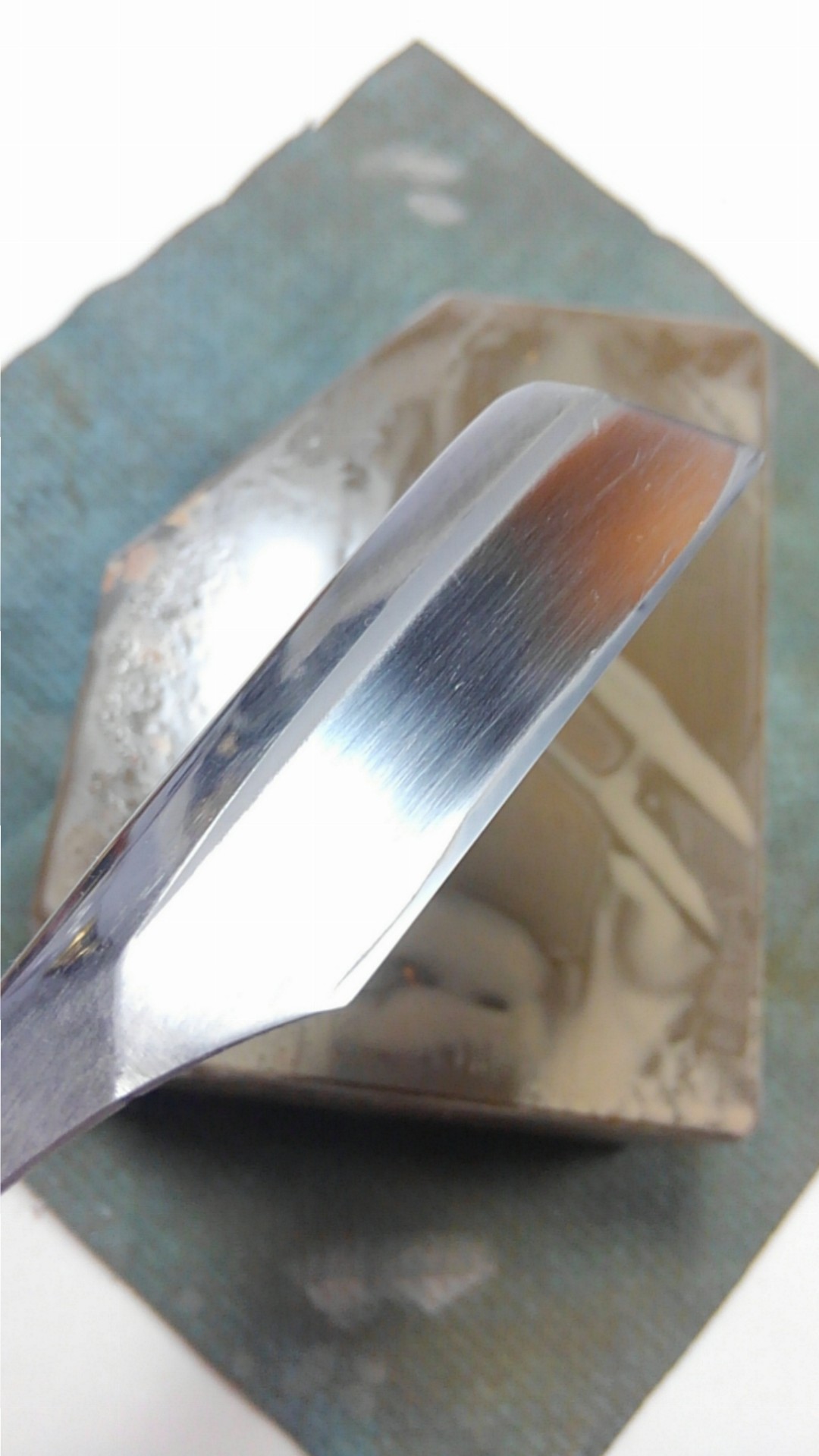
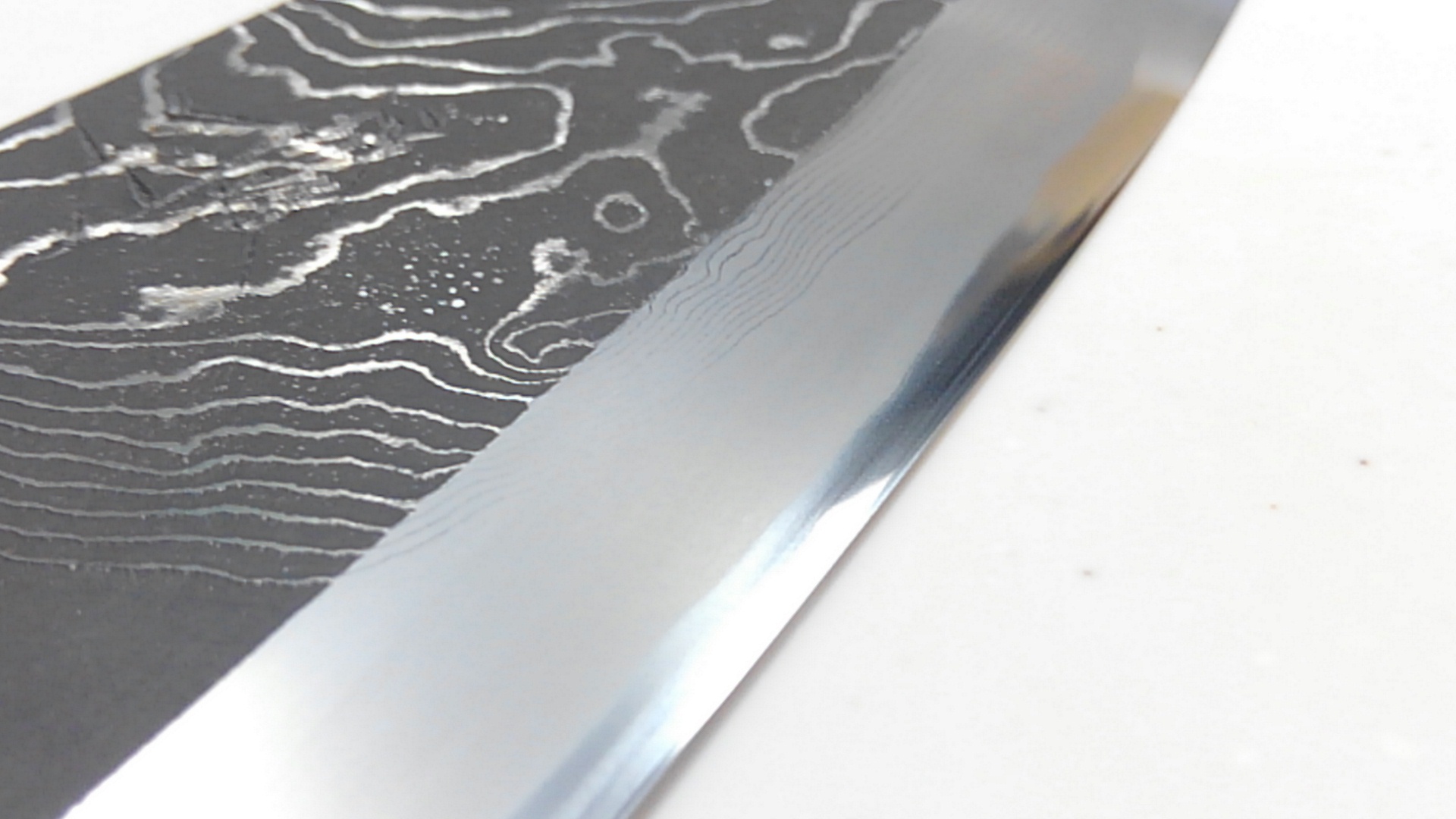
研ぎ後、刃部アップ
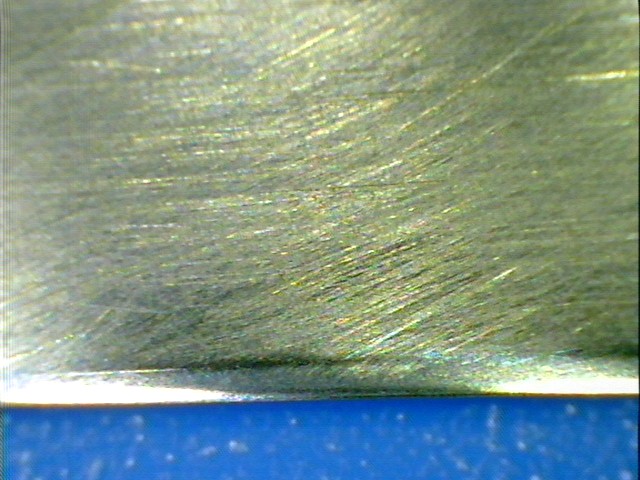
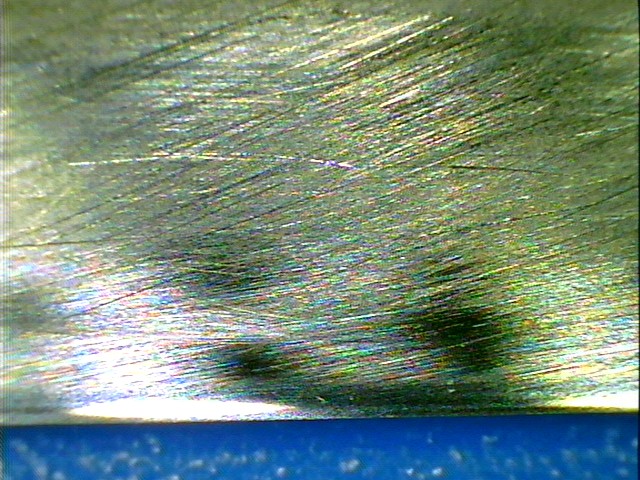
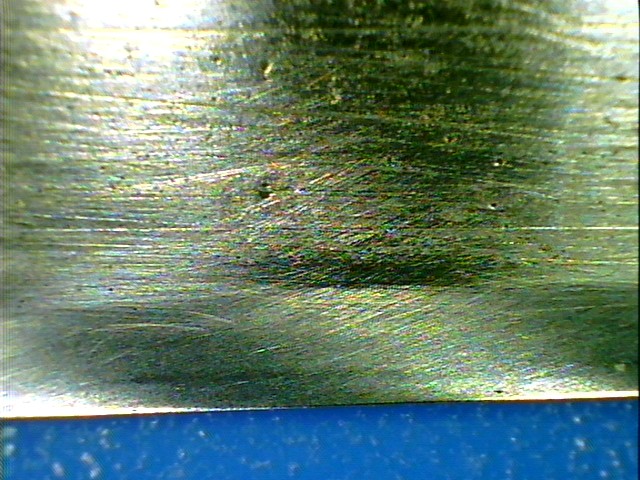
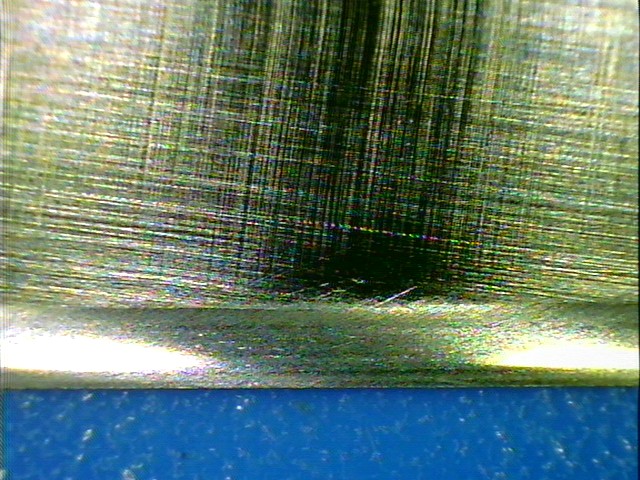
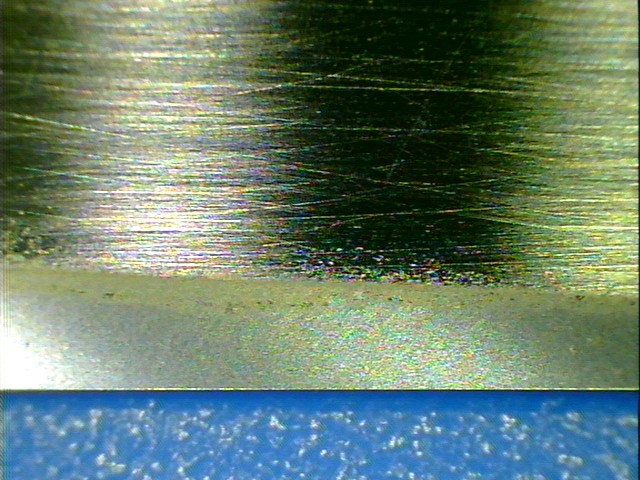
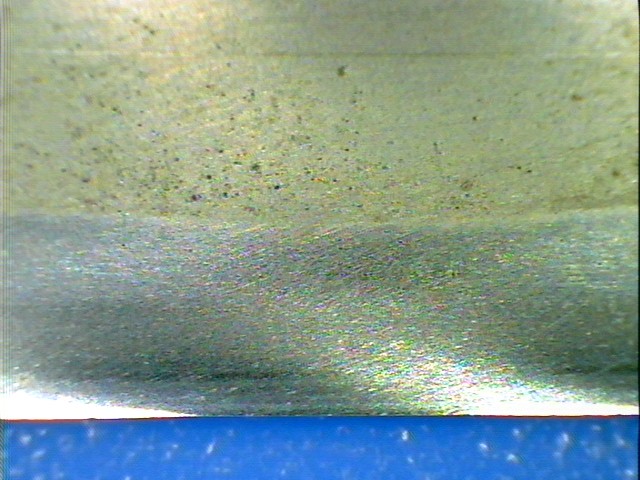
刃先拡大画像
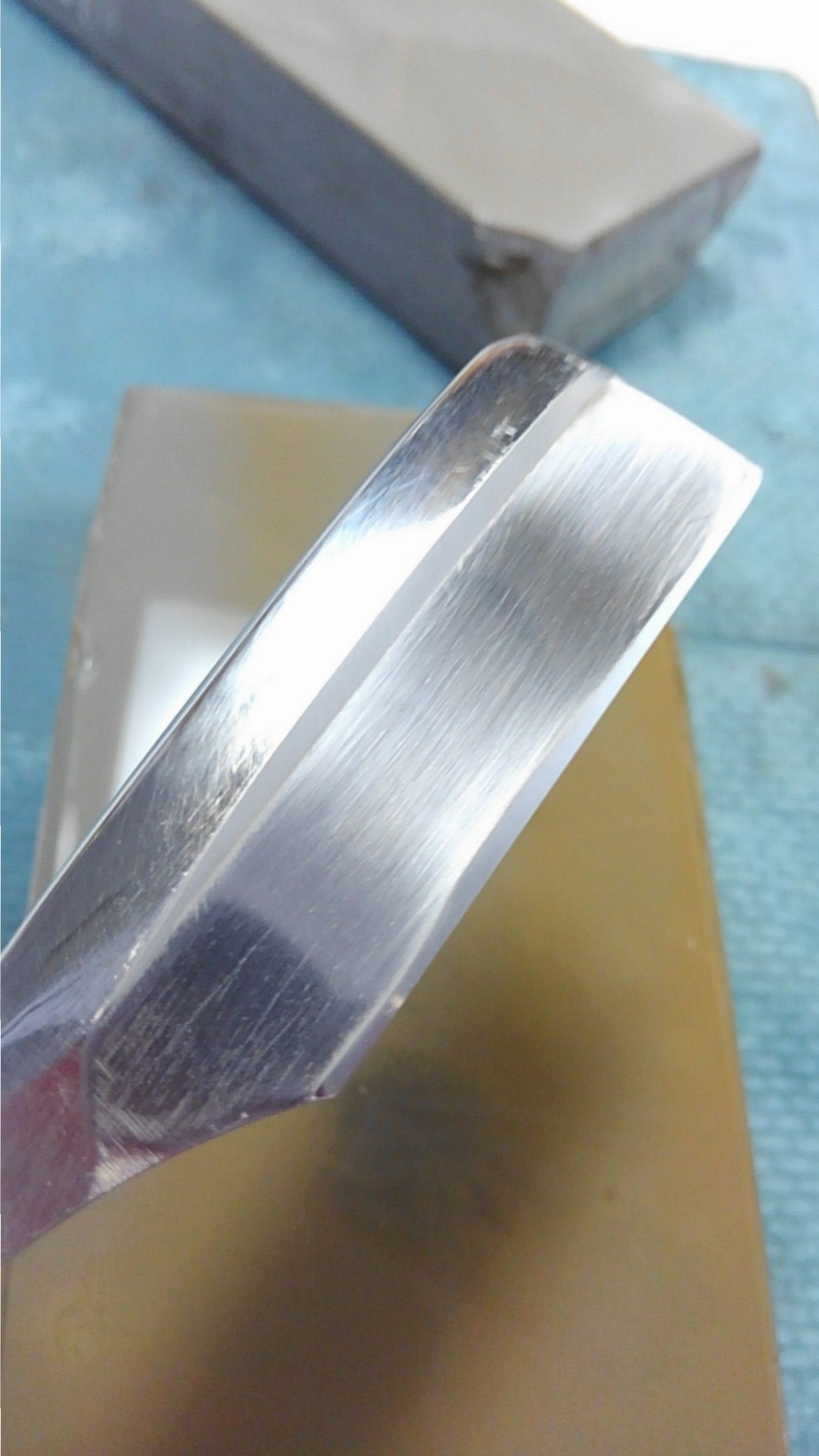
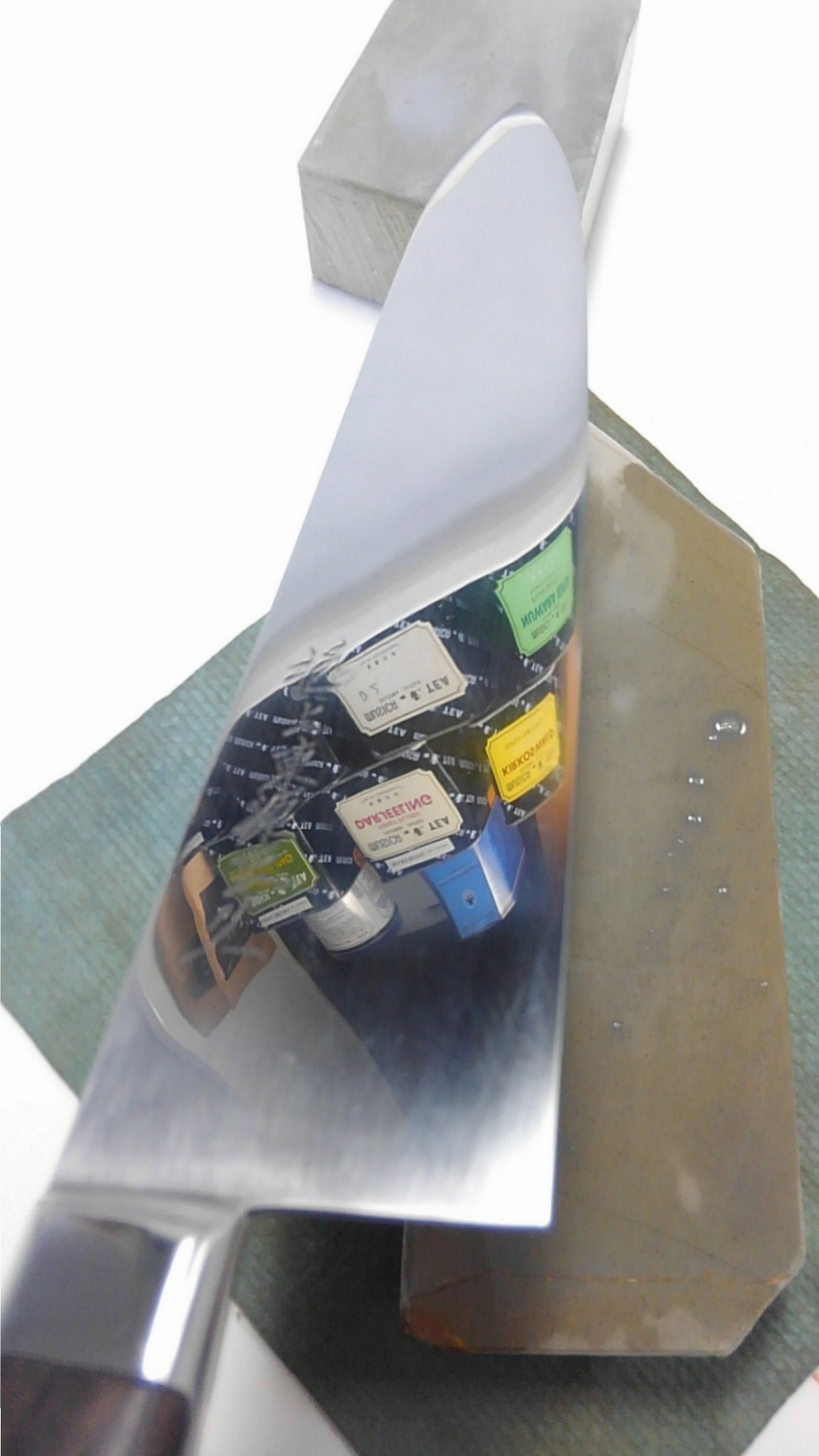
牛刀の方も、人造に関しては同様。ただし、此方は刃先の厚みが若干ですが邪魔に成って来ていましたので、小刃の幅を広げつつ(その幅の中で特に右側中央~切っ先に目立った)厚みを調整。幅の先側半分で刃先へ向かってハマグリ。切っ先へ向かってテーパー状に刃先を角度調整。
天然の仕上げには、以前に採って来ていた原石(かなり昔の切り落とし)を、昨日ハツって面を付けたばかりの物。手持ちの炭素鋼のペティに対して、嘗て無い種類の刃を付けてくれたので、小さいながらも使って見ましたが大当たりでした。

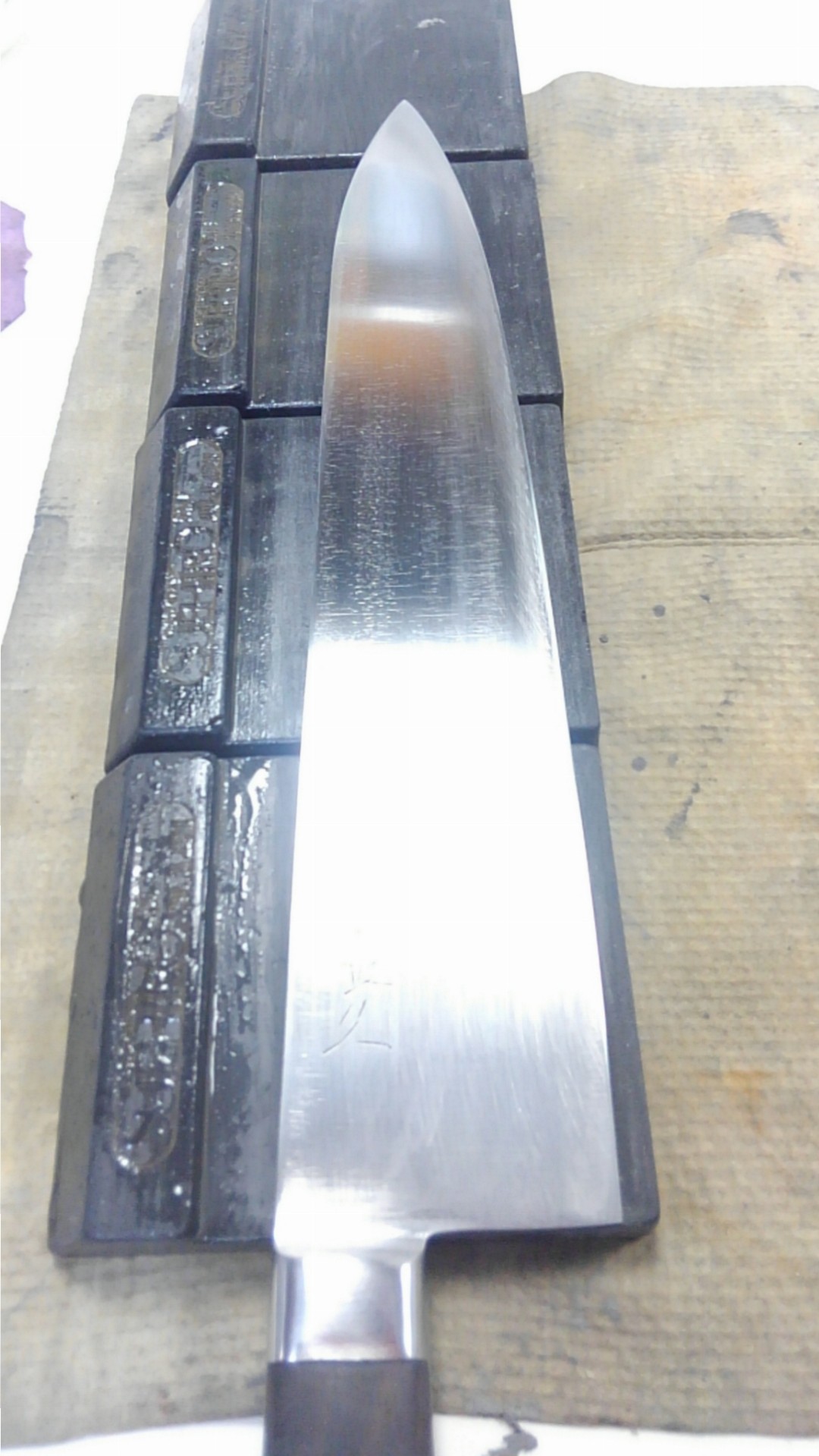
研ぎ上がり

研ぎ後、刃部アップ
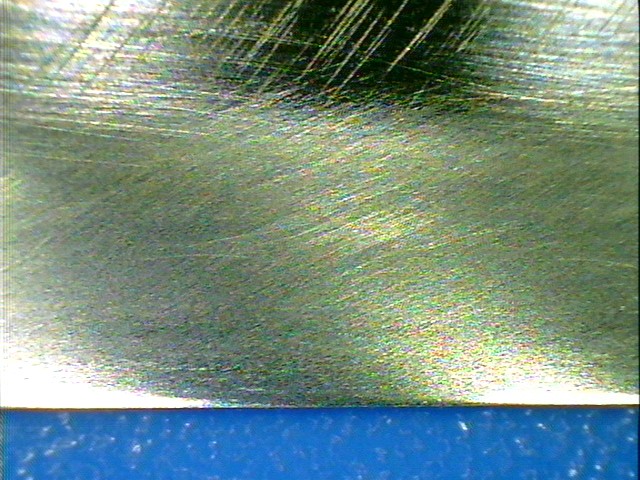
刃先拡大画像。欠けや錆の痕跡が殆ど影響しないレベルに成った時点で研ぎを留めました。

T様には何事によらず、御世話に成っておりますが此の度も研ぎの御依頼を頂き、有難う御座います。今後もベスパ・パソコン関係その他、御面倒をお掛けすると思いますが宜しくお願い致します。