数か月前から、鍛冶体験をさせて貰えそうか日野浦さんに頼んでいました。ただ今回は、一緒に行く相方に対する付き添いの意味合いが強かったのですが。
二日に渡る予定日の前日から、新潟に向かって走り出したのですが・・・相方の方が天候に祟られて、移動できないとの事。初日には間に合わずとも、二日目だけでも参加すればと返信しての出発。

往復を含めて唯一、立ち寄ったパーキング。小布施でしたので、栗の和菓子と胡桃(二種)を購入。食事は、八割でしたかザルを一枚、手繰ってサッと出ました。パーキングで出される蕎麦としては、中々に良い部類だと感じました。

到着して先ずは、依頼主から要望を頂いて居る関連を見せて貰います。

欲しければ、回してやれる物も幾つか有るぞと。依頼品の他、自分用にも欲しい所ですが生憎、資金的に余裕が・・・。儲けが出たら又、御願いしましょう(笑)。

其の他、参考に色々と。其の内、頼む事に成るかもですね。
話の途中で連絡が有り相方は結局、二日目にも間に合わない事が判明。一方の日野浦さんも多忙により大変そう。止むを得ないと判断し、私も今回の鍛冶体験は辞退する事にしました。
合間に、古い鉈の研ぎ直しの依頼をしていた方が来訪。日野浦さんとの遣り取りを興味深く拝聴しました。その嘴付き鉈を見て、以前からイメージしていた鉈に関する提案もしてみました、之まで余り注目されて来なかった分野での活躍を期待出来るかと。

帰路は、打って変わって冷え込んでいた様子。途中、新井パーキングで冬用の足回りでない車はETC出口から下ろされます。現場では、そんなにか?と思って居たのですが・・・。

下道を暫く走ると、妙高あたりで画像の状況。幸い、大通りの車道はキッチリ除雪されていました。

途中の何処かで蕎麦屋が無いかなと探りつつ走っていたのですが、閉まって居たり準備中だったり。塩尻のあたりで情報を求める意味もあって、ワイナリーに立ち寄りました。
自分自身では味見と料理に使う程度ですが、今回は御土産として白と赤を一本ずつ。係りの方に意見を聞きつつ、数種類の中から選びました。

更に進んで行くと、木曽路の道沿いに蕎麦屋が。外観は少し山小屋っぽい、和洋折衷風の店構えですが拘りの店主が居る様子。御品書きによると、原種の蕎麦をハンドメイドの石臼で挽いた玄蕎麦とか、キノコ等は自分で採取とか。

山葵ザルと漬物セット。僅かにもろもろした食感と、ふんわりした風味。しかし、何より後口に余韻を残すのは矢張り、使われている水だなと改めて感じますね。

初めて聞いたすんき蕎麦。スグキとは違いますが、乳酸発酵により結構な酸味を持つ漬物がアクセント。すんき漬け?は汁物の具材としても、味付けとしても用いられるとか。

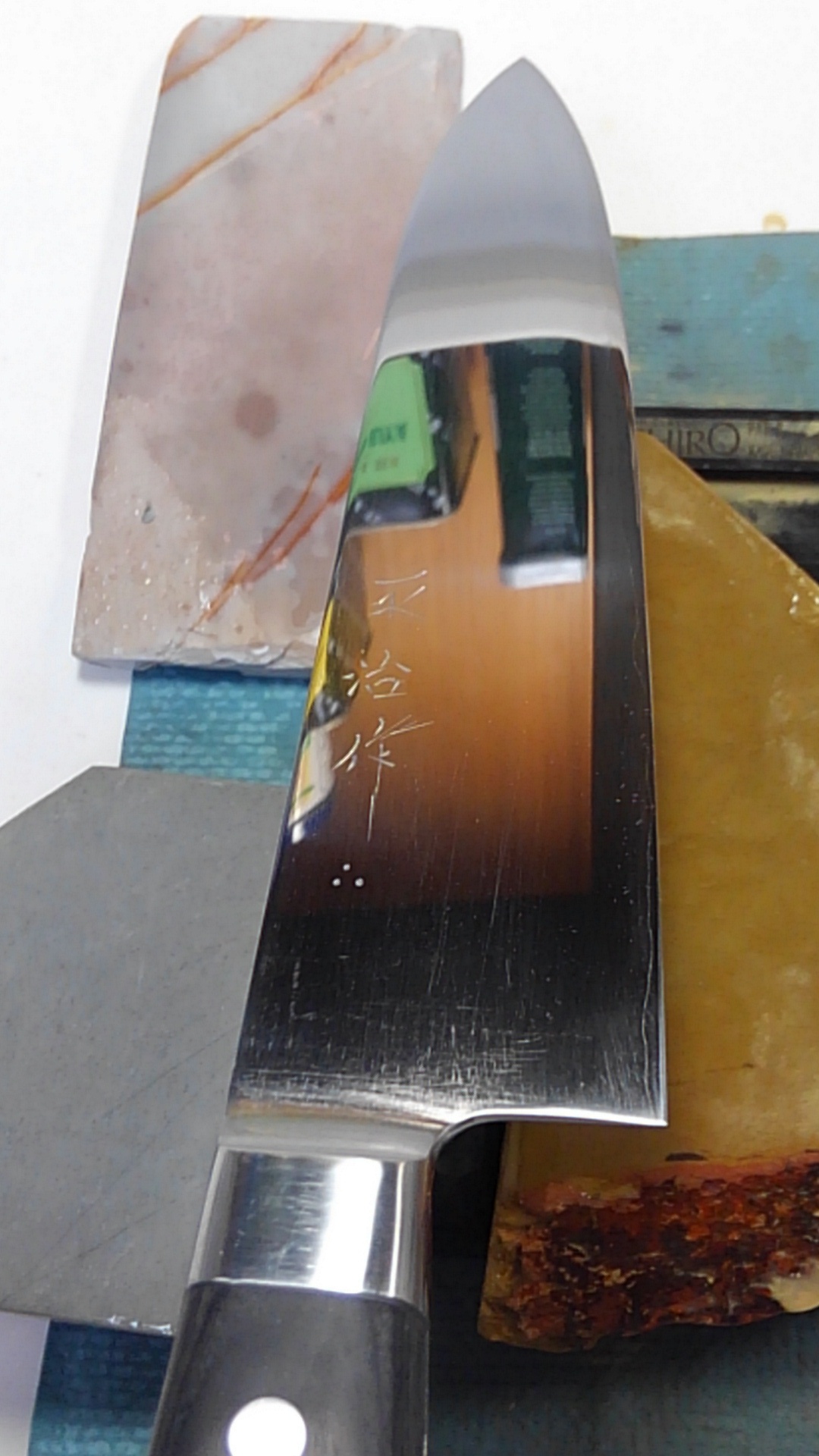
北海道のT様からご依頼頂いて居た雲竜鍛え地のペティ。出せる可能性の有る作品について話していると、奥さんが出して来てくれました。と言うか、出来てたんかい!です(笑)。新潟まで出掛けてから手に入るのは中々に大変。

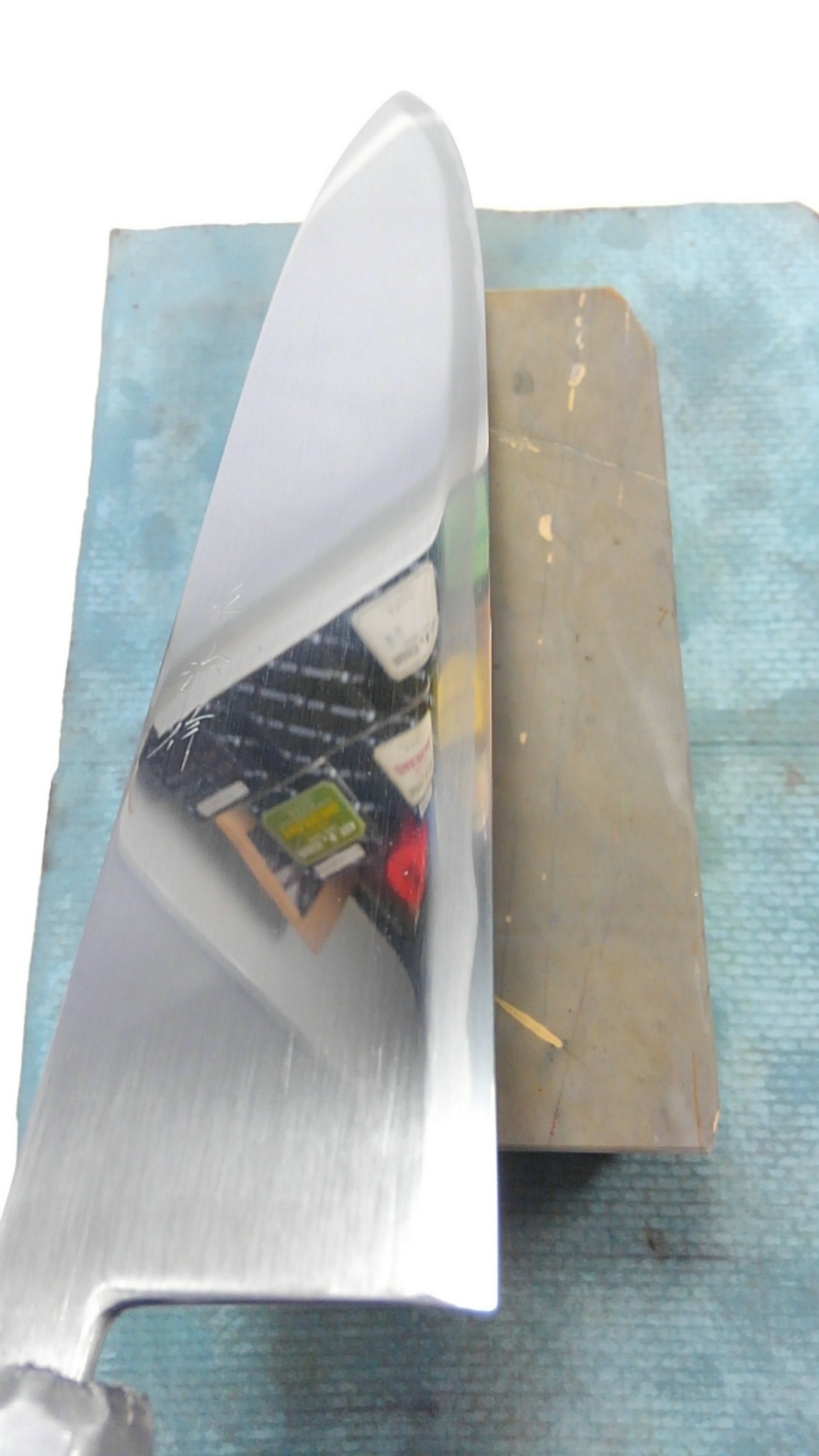
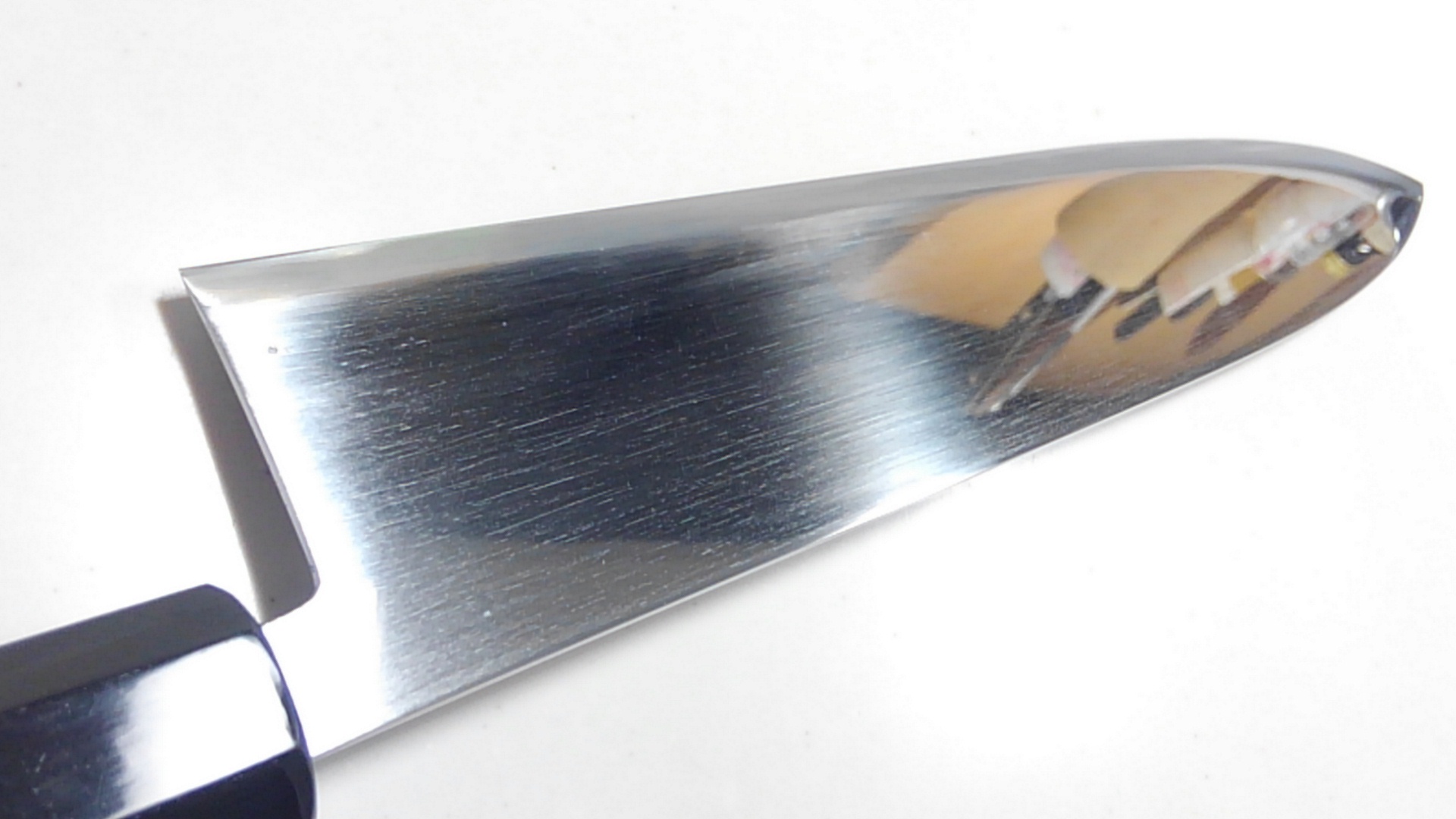
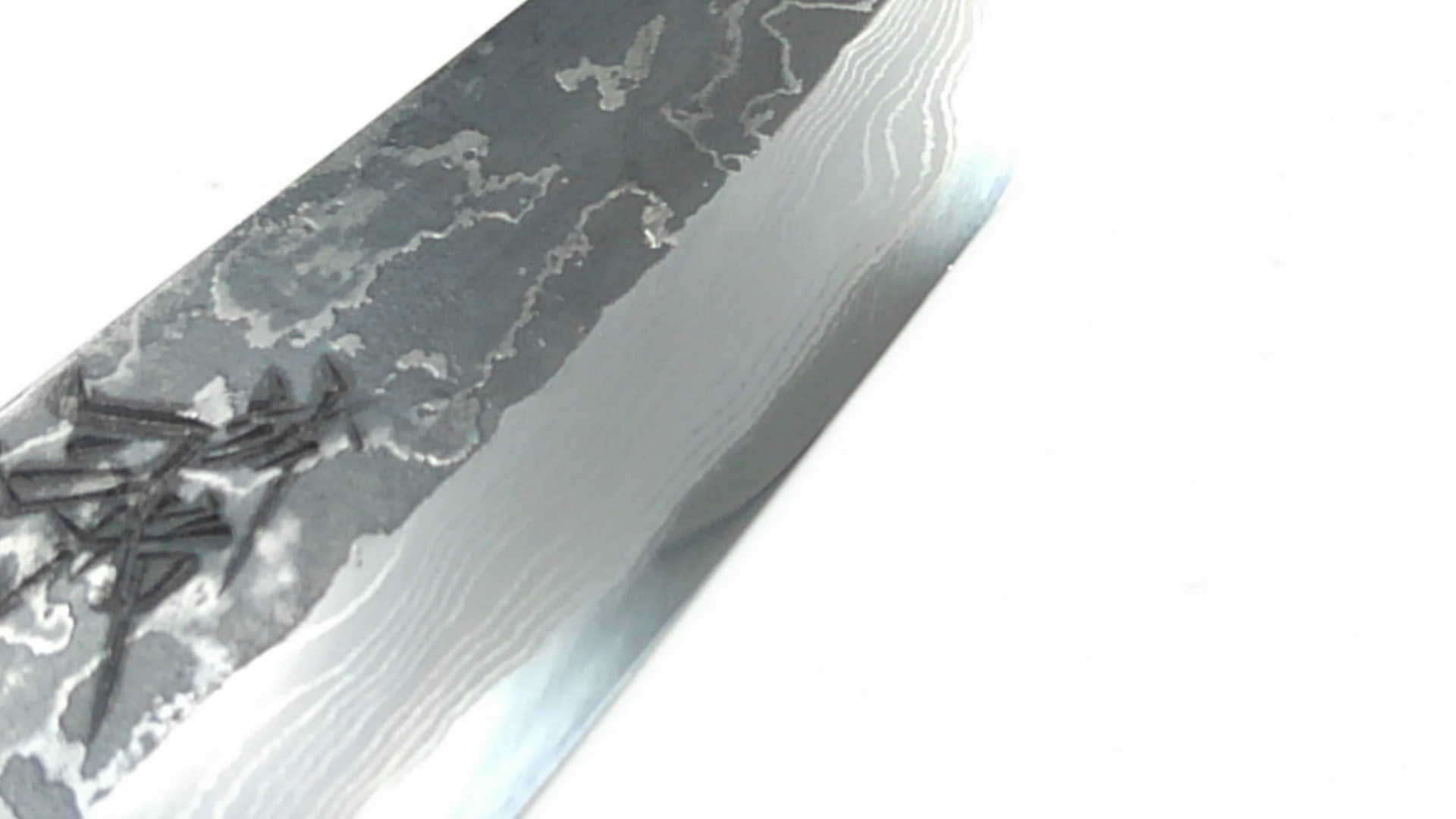
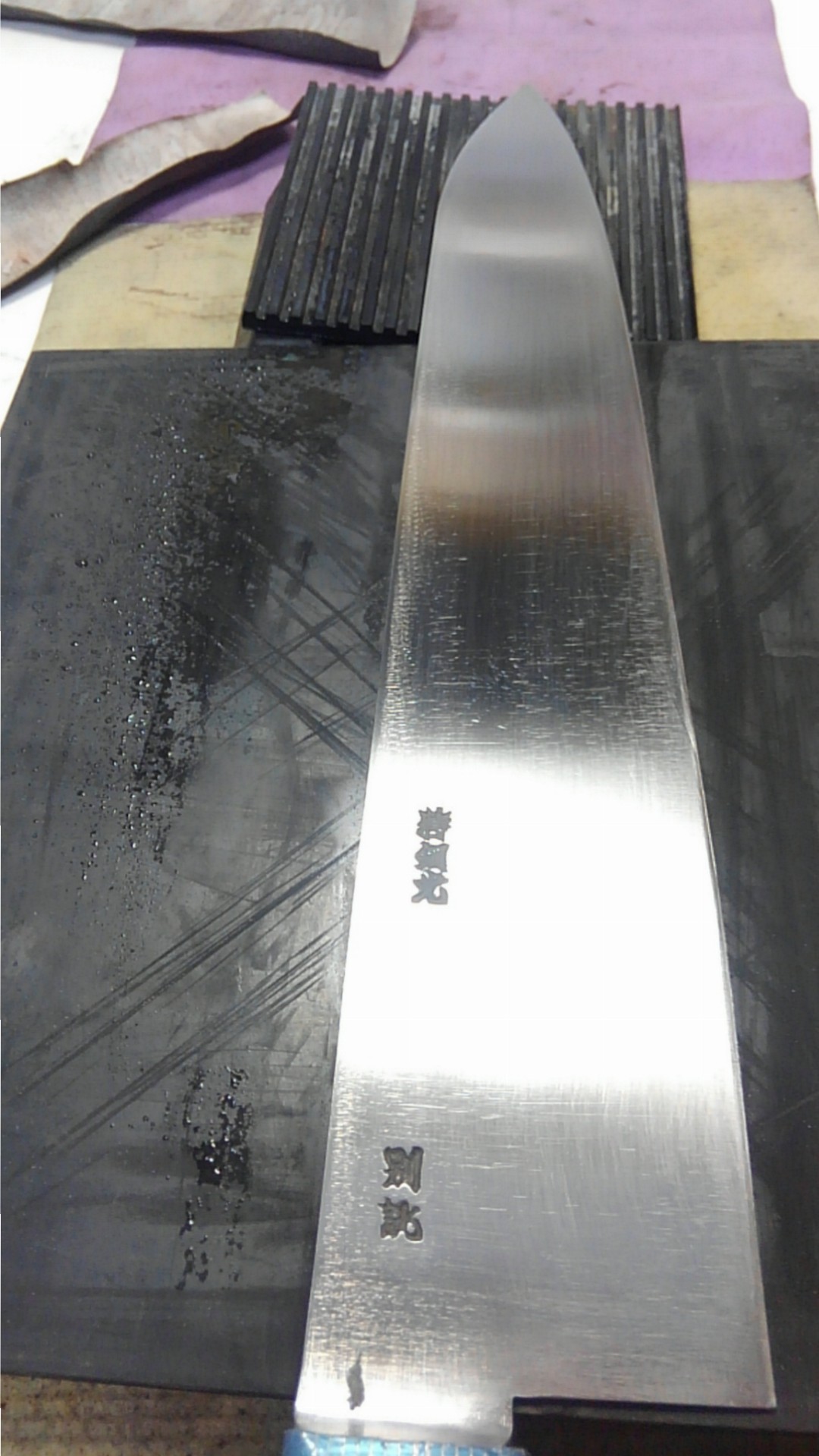
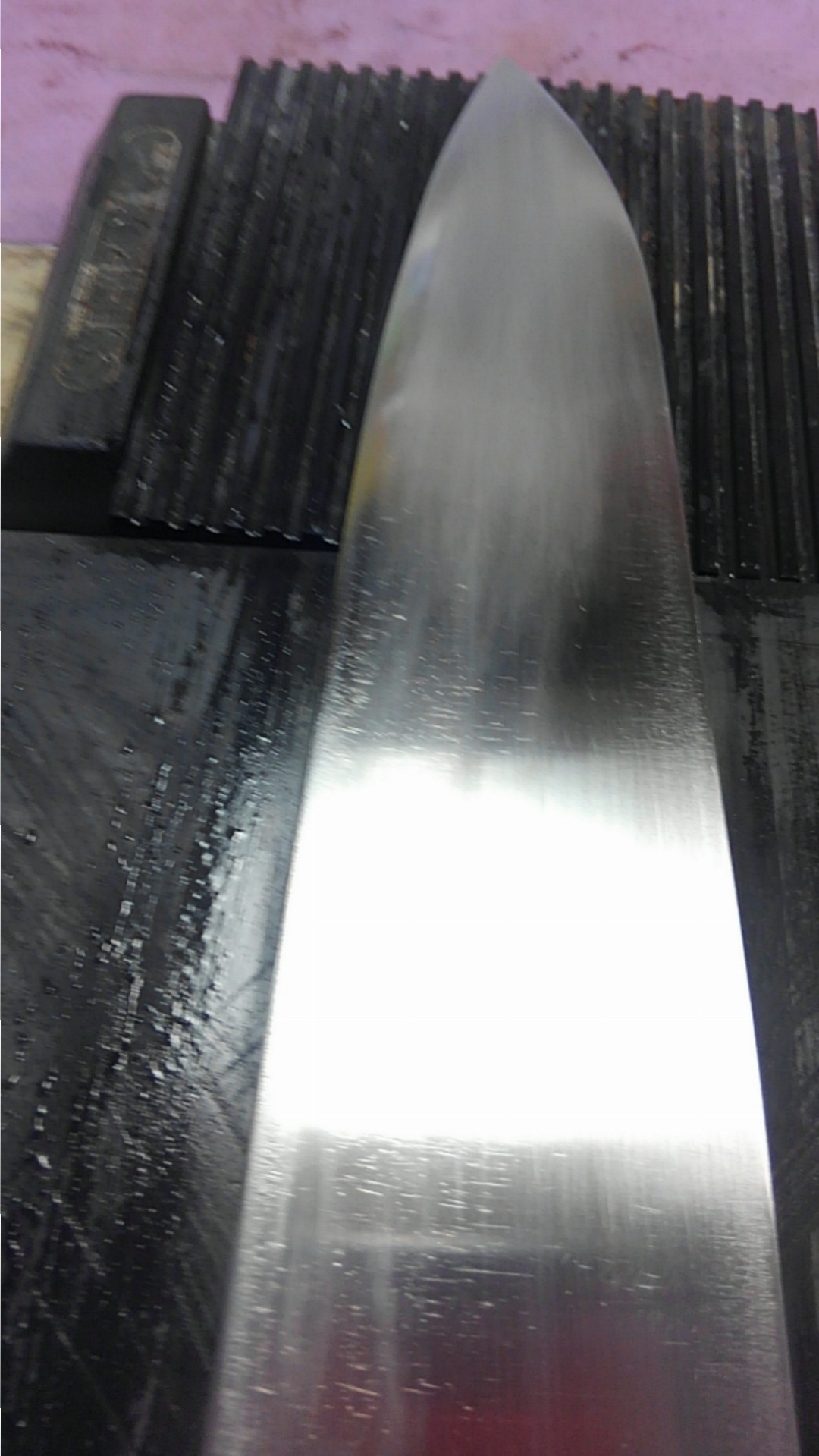
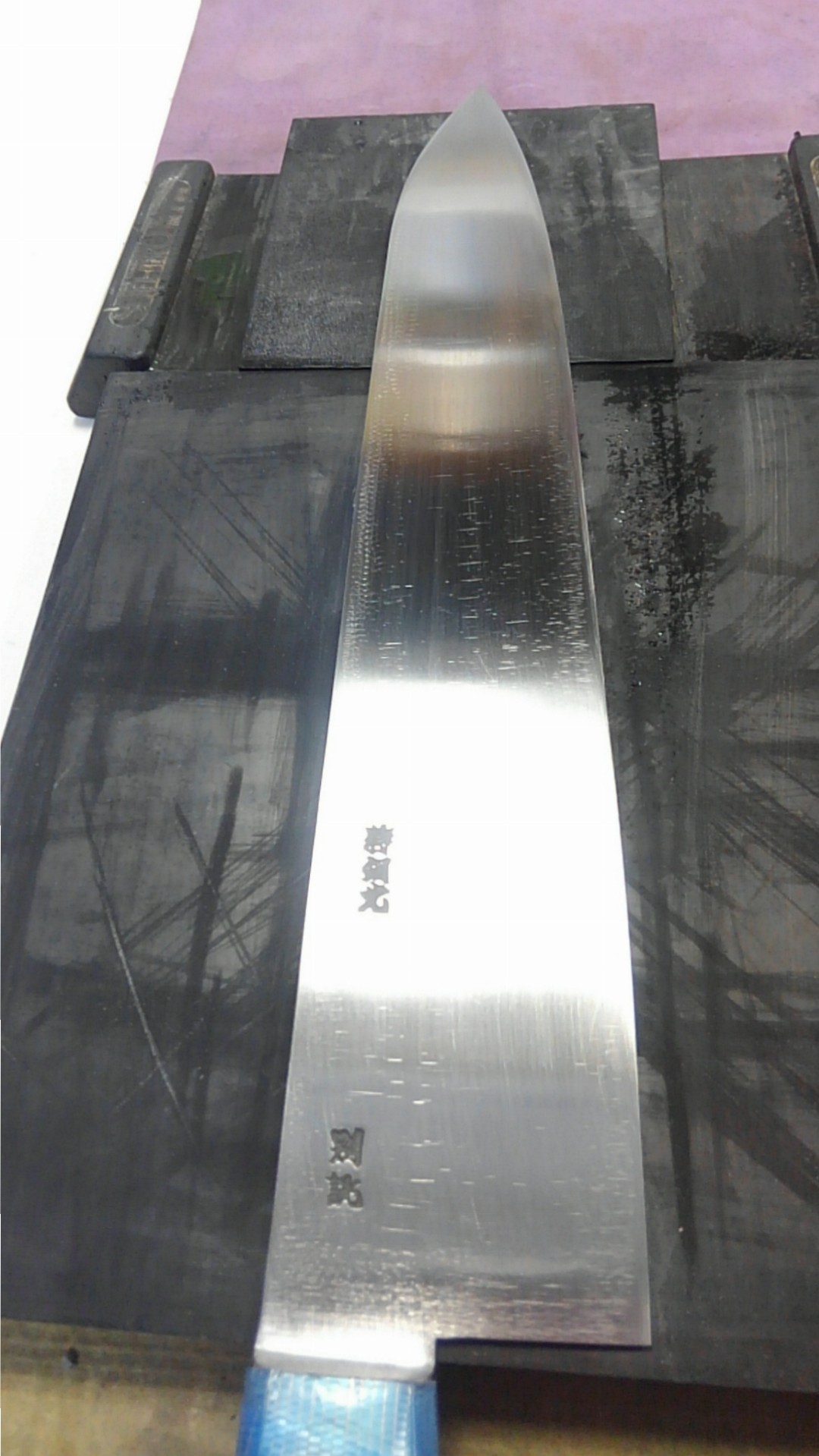
おまけは、私用に此れを。利器材使用ですが、焼き入れ・造形共に高次元と見受けました。切り刃から研いで仕上げて行き、柄を付けて普段用にしたいと思います。知り合いなどには、奨めてみたい位の出来です。

背圧・厚みの変化も適切と思われます。後は、切り刃の角度変化や実用的な刃先の仕立てで、万全に成るでしょう。
土産に買った胡桃は二種類。表示されていた、かしくるみと言うのは、菓子胡桃だったんですね。一般的にクルミと言えば、此れを指すそうで。

もう一方、名前は有名ですが初めて触りました。見聞きする限り、殻が強いと名高い鬼クルミ。金槌でも中々・・・と理解していましたが、割とキッチリ割れてくれました。小振りだからか分かりませんが。

何方のクルミにも有れば便利な物としては・・・。鬼クルミには、専用工具みたいなのも用意されている様ですが、其処まで常用するので無ければ、金槌かなと(叩くのに自信が無ければ別)。その後はラジオペンチとか、突っつき易い道具で。
下画像は、レザーマンですが、菓子胡桃なら付属のマイナスドライバーで割る事も容易です。物によっては指で割れる物も有ったり。

何故か、家の工具箱に入っていた物。歯石でも取る道具に見えますが、何でしょう。対クルミ作戦の役に立ったのは間違い無いです。

時間と費用を用意して、臨んだ鍛冶体験が延期に成ったのは残念ですが・・・二十年近く前に別冊モーターサイクリストのツーリング紀行で読んだ、馬籠や妻籠の旧宿場の近所。昔に教科書に載っていた野尻湖の傍に立っていたナウマン象の像の傍・小林一茶の生家の傍、などなど普段では通らない場所を(弾丸ツアーで立ち寄れませんでしたが)通れたので、何やら楽しい気分にも成りました。