
去る二月一日は、京都の歌舞練場で行われたイベント、「和食道」に砥取家の土橋さん他、四名で参加してきました。
その一週間前に亀岡に行ったのは、本焼き用の砥石選別の他、この打ち合わせも兼ねての事でした。実は昨日、当日参加出来なかった月山さんが電話で様子を気にしていたので、これは業務連絡と報告の様な記事です(念の為に部分的に撮っていた画像が少しあるだけです)。
京都には昔からそこそこ行っていましたが、雪が積もっている状態は初めてだったかも知れません。ほぼ車中からの眺めだったとは言え、東寺の横を通る時には、塔の上にも綺麗に降り積もり、雪化粧と言うに相応しい光景でした。撮影しなかったのが悔やまれます。
下画像は、歌舞練場内に割り当てられた一角の背後、幕裏から見た庭です。

ブースとしては、長さ1.8メートルのテーブルの横に、研ぎ台が二つ。テーブルには本・砥石・DVDを流すモニターです。


研ぎ体験の他に、研ぎ上げた包丁でトマトと胡瓜を切って貰ったり、鋼とステンレスの鋼材の違いによる味の違いを体験して貰いました。
下画像は、元は刃体形状の研究に於いて、廉価な包丁の初期状態のサンプルとして購入した包丁ですが、今回、ステンレス製ヘンケルの洋三徳と対比させるべく鋼の和三徳として使用しました。

ヘンケルは人造砥石、キングの8000番仕上げです。

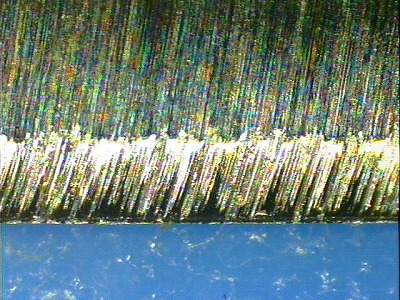
一枚目の画像で分かる方も多いと思いますが、切り刃が三段になっています。最初は極端ながら単純な三段構成かと見ていましたが、峰から刃先までツライチの研削に、鎬筋らしき物を作る為に切り刃中央から峰側1cm程がホローグラインド状になっています。そして仕上げにサンドブラストになっていました。
流石にその凹みを均す研ぎをすると2cm近く研ぎ下ろさねばならないので適当な所で切り上げました。他には、切っ先側三分の一の刃体がプロペラ状に捩れていた為、真っ先に刃線が整う程度には木槌にて修正。あれやこれやで、前々日に六時間掛かって許容範囲に納めたのが下の画像です(切り刃・刃先共に最終は白巣板仕上げ)。
形状的には色々難点が多い包丁でしたが、元から先へ厚みがテーパー状に抜けている事と並んで鋼の仕上がりについては、意外にと言うべきかそれだけにと言うべきか、かなり良かったです。少なくとも2~3倍の値段の包丁と遜色無い硬さ・粘り・切れを見せてくれました(偶々当たりだったのかも知れませんが)。


平と鎬がはっきり構成されず、購入後に自分で研ぎ込む事で形成した包丁は、過去にもありました。これがその刃渡り三寸程の剥き物包丁です。しかし之はフラットな研削だったので、今回の物には驚きました。

値段的に釣り合うであろう和・洋の三徳で味の違いを試して貰った結果ですが、やはり殆どの人が「鋼の方が味が濃い」或いは「甘みが強い」との感想でした。自分では、他に香りが強く長く感じるのですが、其処のところに言及する人は少ない印象を受けました。
もう一つ気になったのは、試し研ぎや研ぎの指導を求める層に於ける電動シャープナーの普及率です。完全に予想以上でしたが、まあ、こういった事に興味を持たれる人を対象にしたから当然かもしれません。そして或いは、それらが京セラ製だとすれば京都ならではなのかな、とも思いました。但し、殆どの方が使用している内に満足し切れなくなっている様子で、なればこその御来場。特に、あるカップルの男性側が、このイベントの目玉として我々のブースを楽しみにして下さっていたとの由、誠に有り難く感じました。
他に、今回行なった説明やデモンストレーションについては、こういった内容を講習・学校的な存在の下で習える機会が欲しいとの感想もありました。当日は僅かながらもそんな要望に副うことが出来たとすれば、大きなイベントに参加した1グループという立ち位置ではありましたが、やる意味は大きかったと思います。
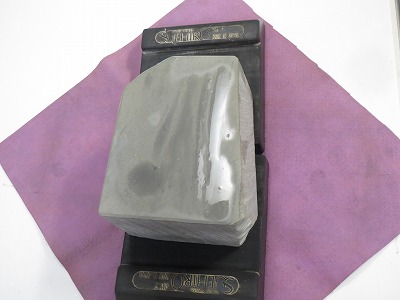
おまけは、帰宅後に、気になっていた手持ちの包丁の手入れです。千枚による均し研ぎで本焼き柳の斑を消しました。ほぼ半鏡面になりましたが、その前段階で使用した砥石は、「丸尾山の白巣板」、「八ノ尾の八枚・巣板際大上」、「相岩谷の戸前・並砥」と思われる物、「菖蒲の合いさ」と思われる物で相性を探りつつ仕上げて行きました。
あと、ついでに久し振りに初期の司作三徳。最近の物とは刃金・地金の感触がやはり違っていて、改めて個性に合わせた扱いの必要性・面白さを感じました。こんな感覚も、一般の方の中に分かって貰える層が増えれば包丁を大事にしてくれる家庭も増えると思うのですが。


















































{kind=link}