神奈川県から、ヴォストフのスライサーを御送り頂きました。ローストビーフやスモークサーモン等に御使用だそうで、硬い物には使わない為に切れ優先でとの事でした。加えて、中央から切っ先までの間で刃線が乱れて居るのを修正して欲しいと。
現物を拝見すると、かなり鋭い刃先ですが確かに刃線はS字状に見える部分が有ります。そして、必ずしも研ぎ斑(ムラ)に因る物だけで無く、刃体の側面の凹凸・切っ先方向へのテーパーの不足が確認出来ました。
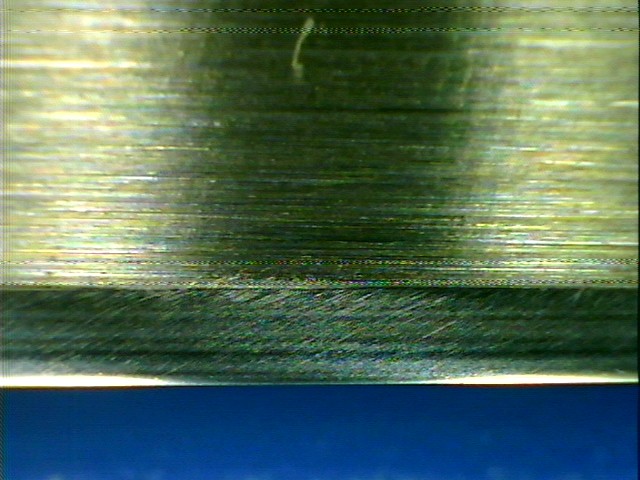
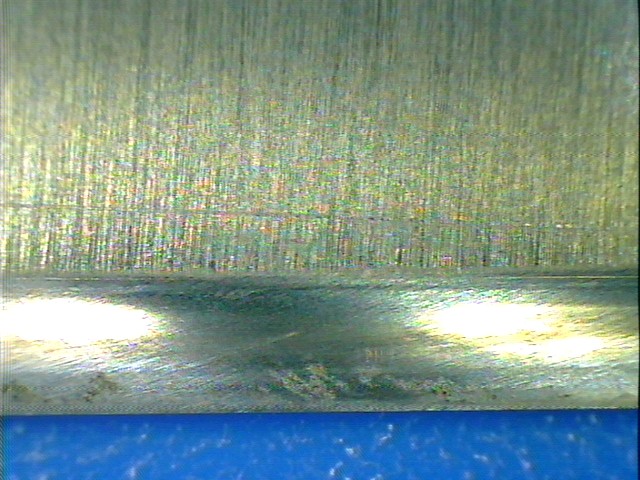
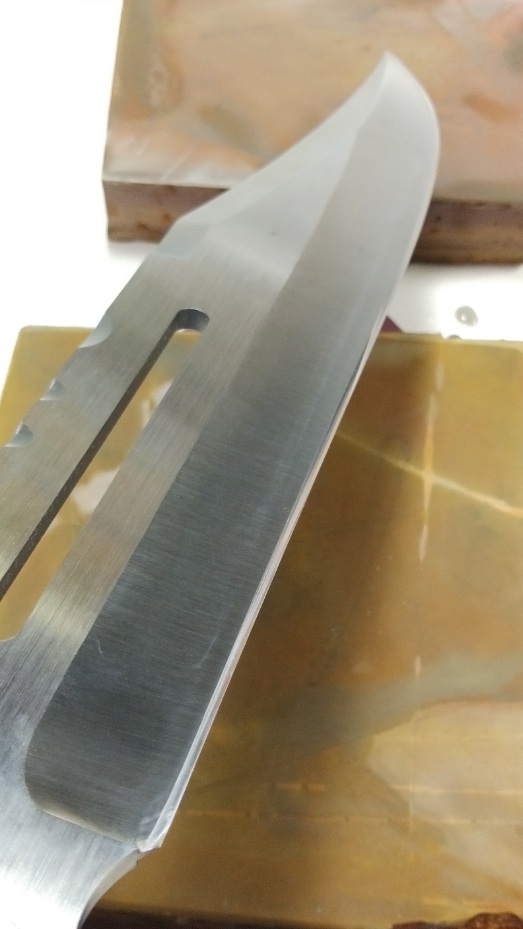
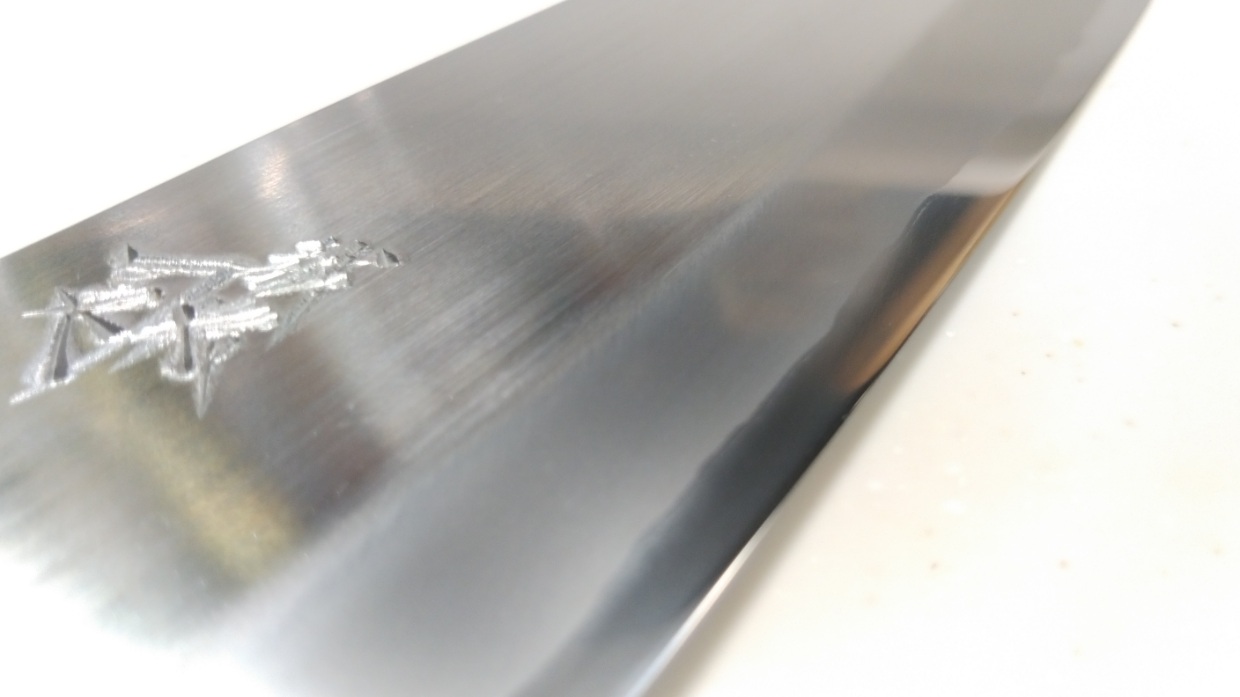
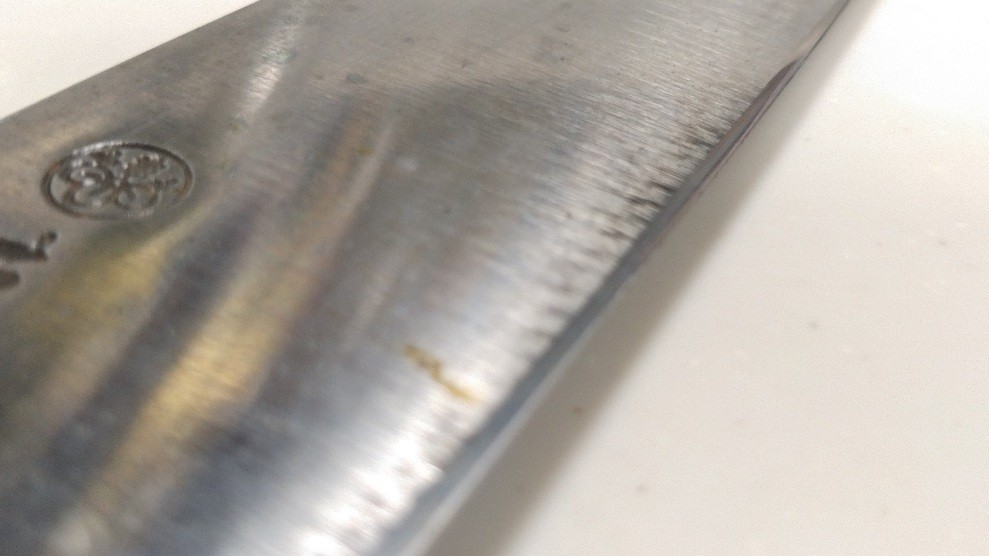
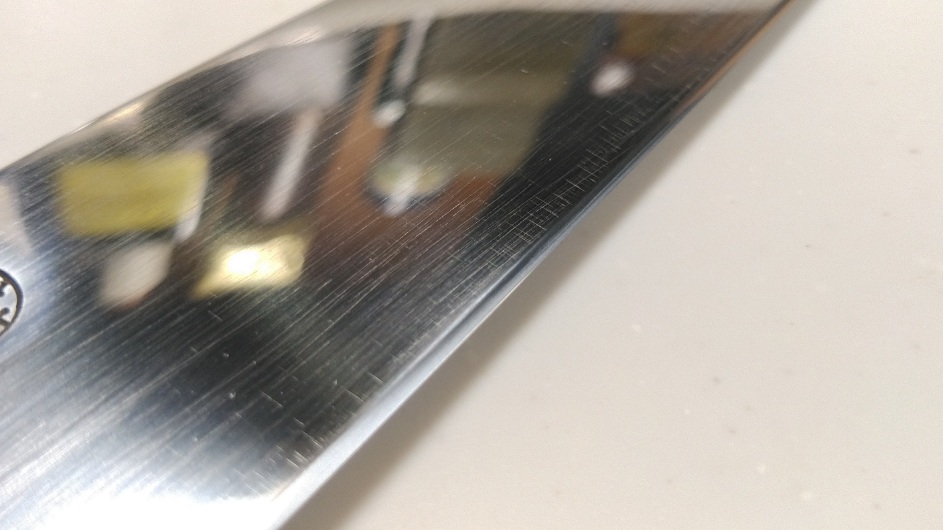
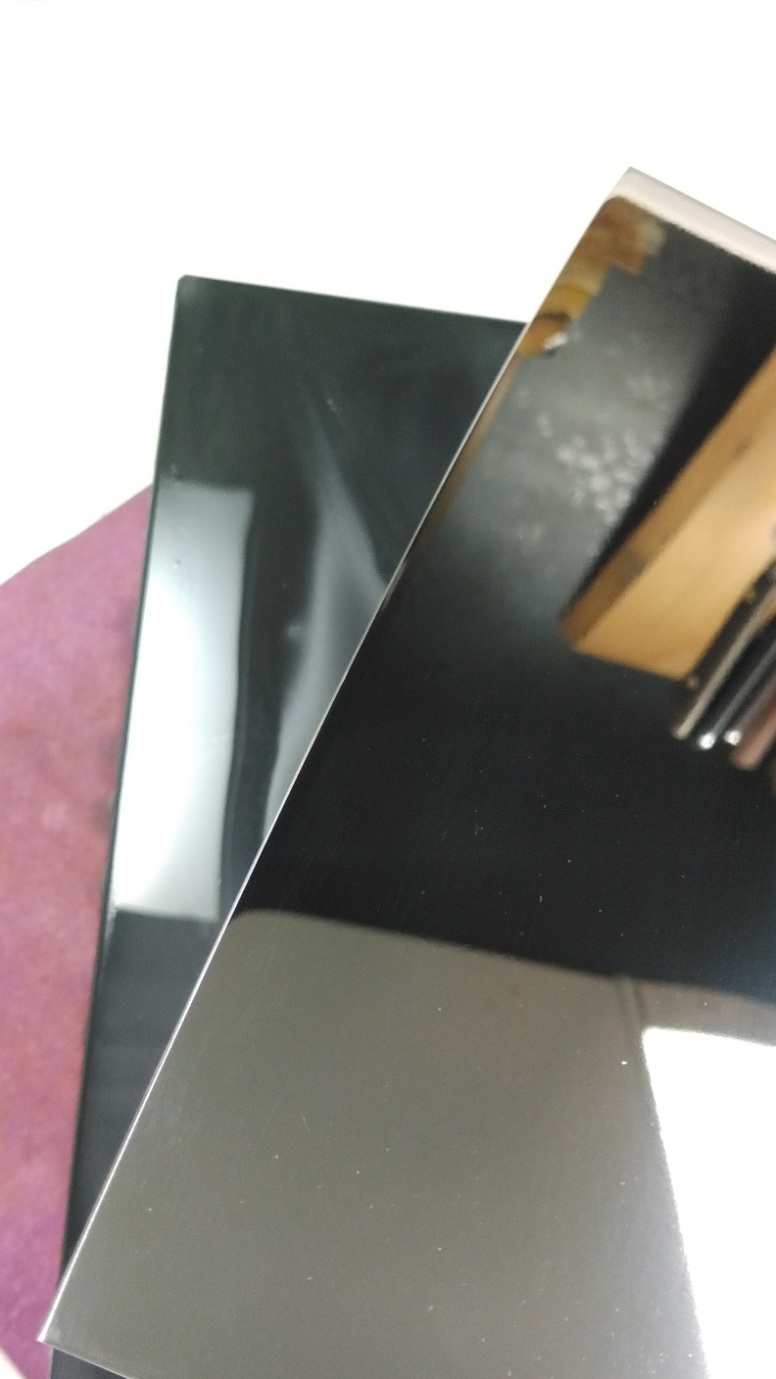
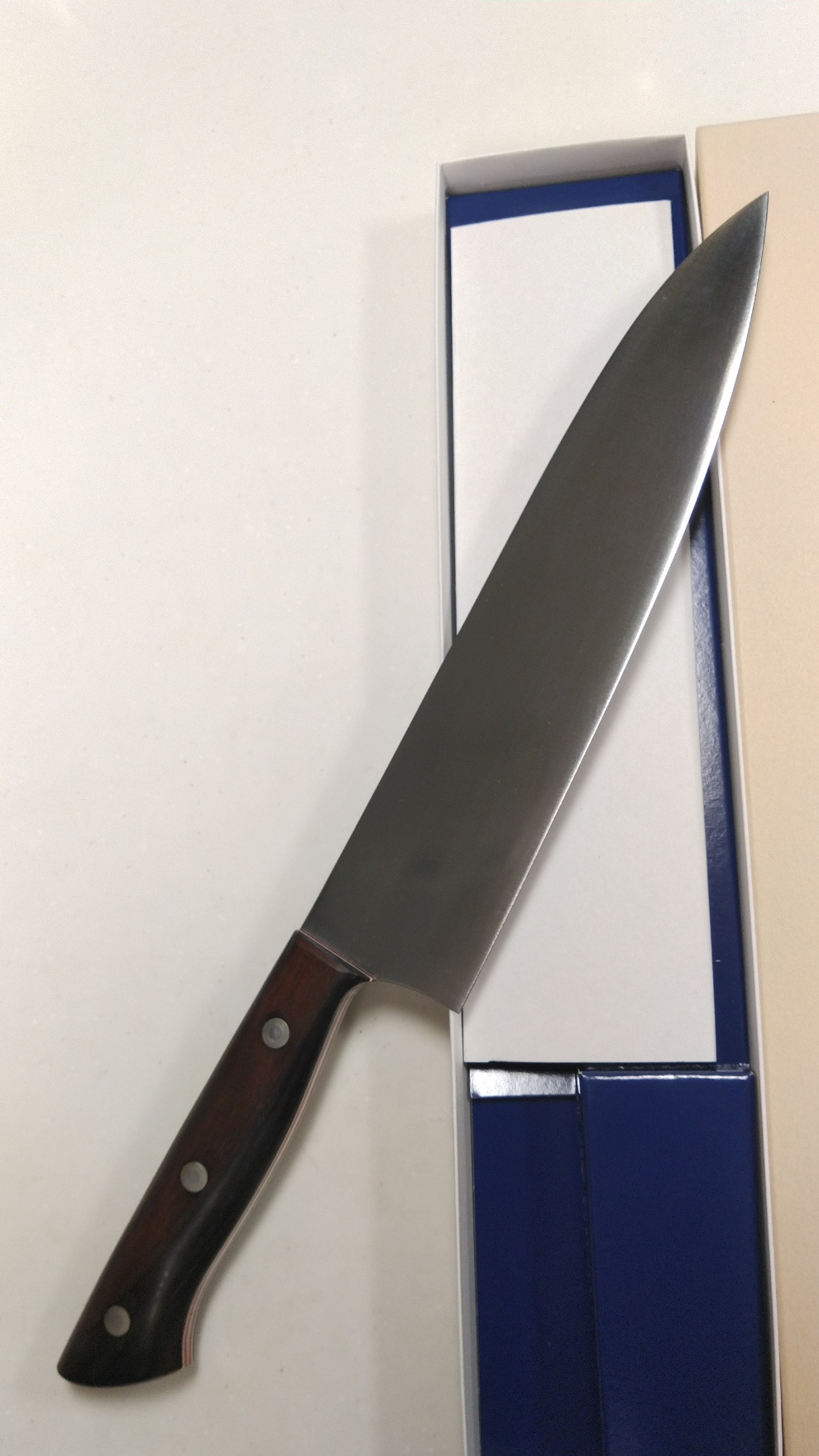
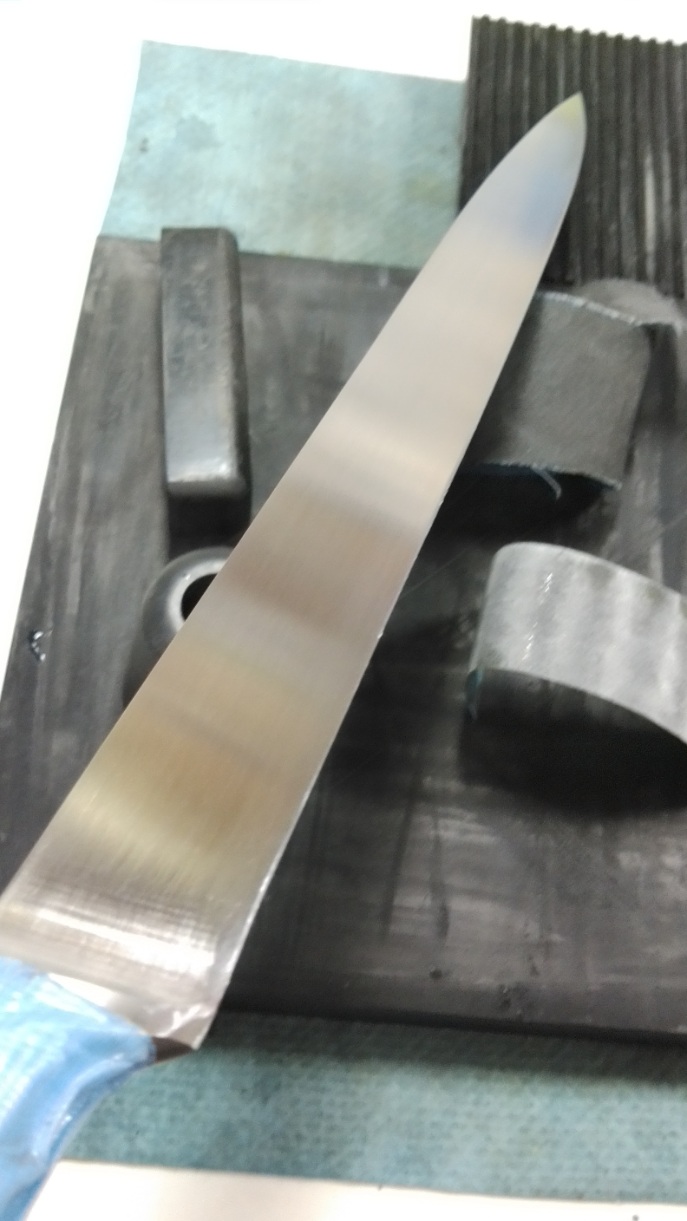
研ぎ前の状態。中砥石ではマズマズの仕上がりに成れど、仕上げ砥石では乱れが目に付くとの事ですが、遠目には分かり難い人も有りそうです。
研ぎ跡の付いている側面が必ずしも薄く成っている訳では無いので、元来の製造段階で結構、凹凸も存在していたのではと。勿論、抜け・走りに関して最も避けたい「切っ先カーブの辺りに残存している厚み」も合わせて調整したい所です。

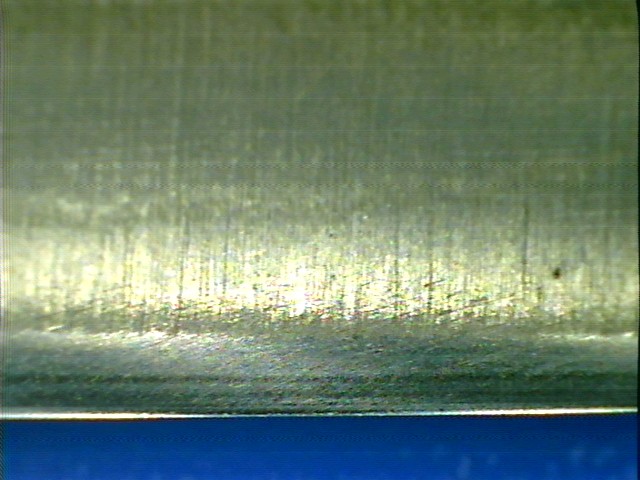
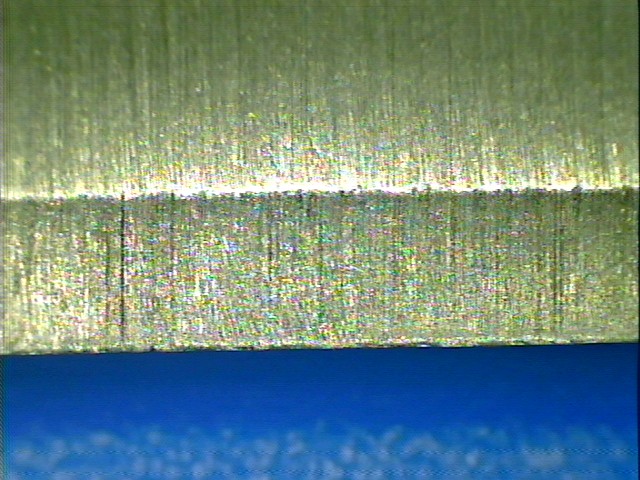
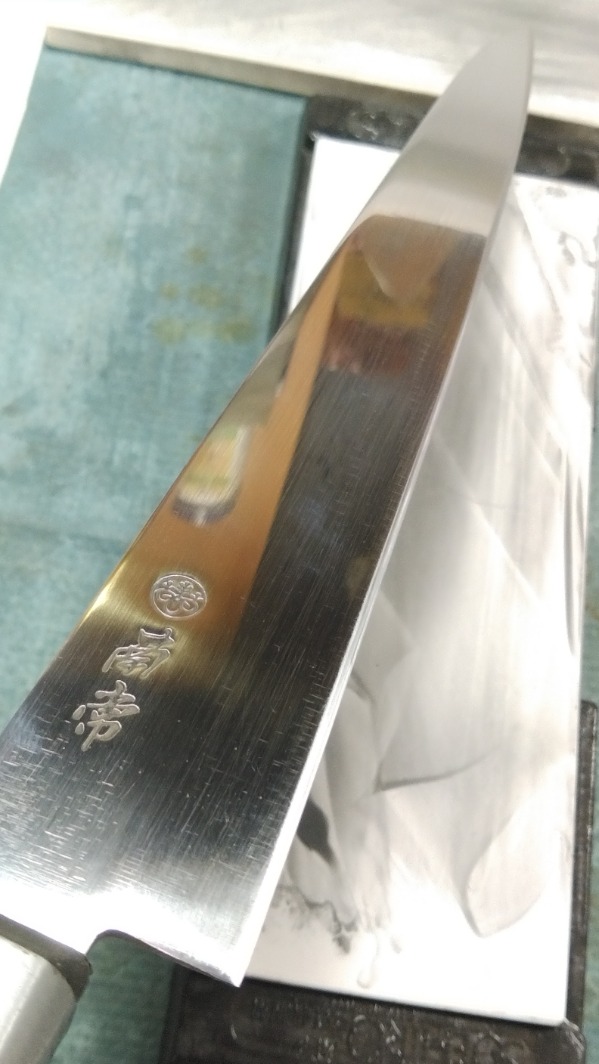
刃先最先端は充分な薄さですが、刃先の先端部の側面が平面で摩擦が大きい為、(押し引き共に)側面抵抗を受け易い状態です。単に厚みを抜く・薄い刃先の組み合わせでは、前述のデメリットが付いて回ると認識しています。

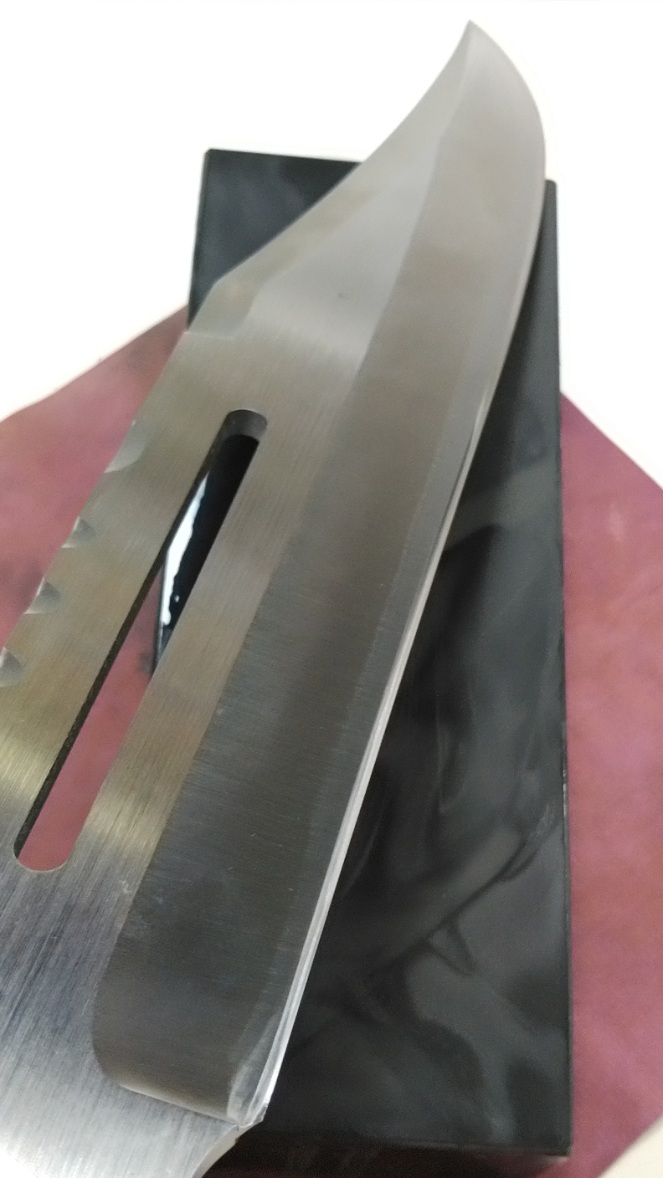
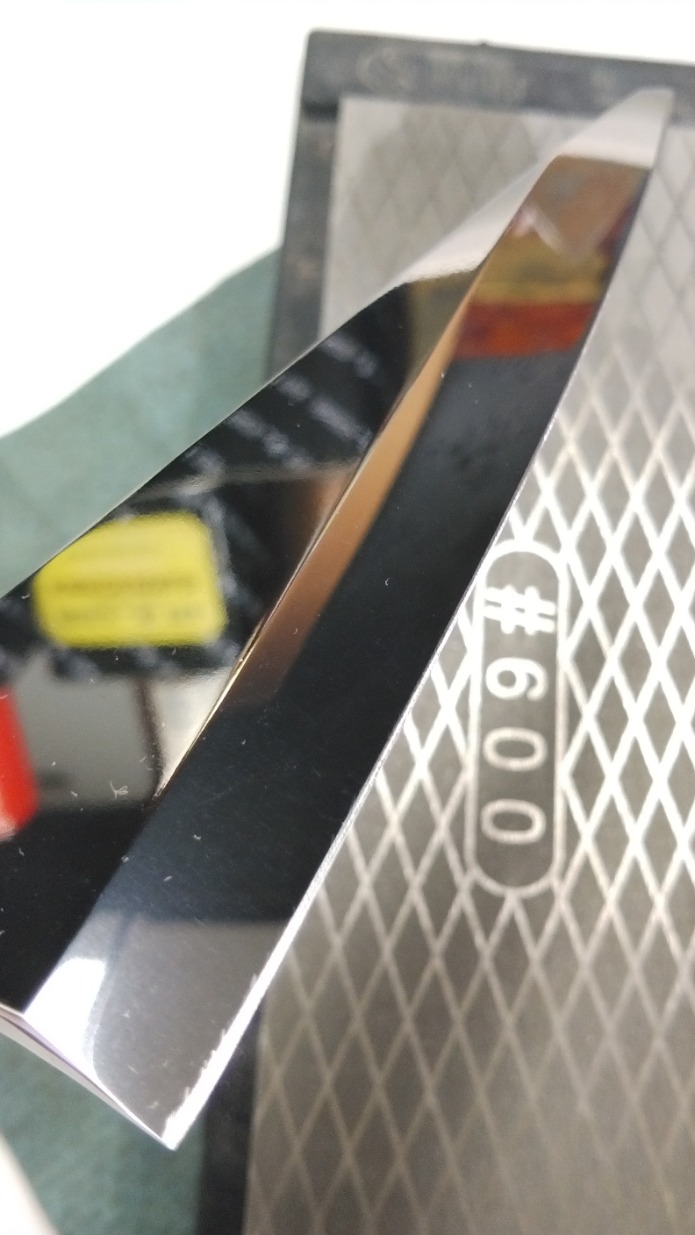
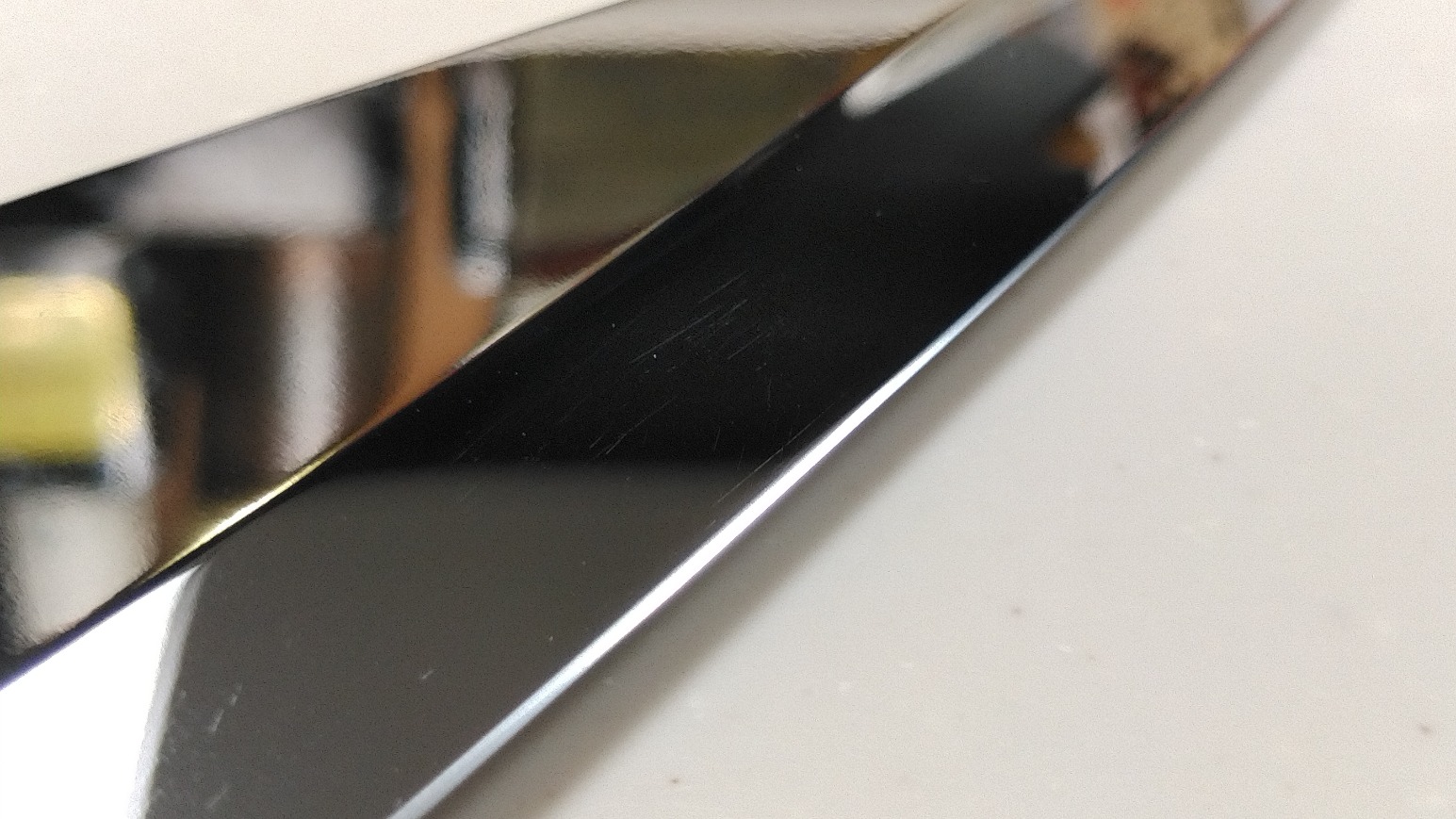
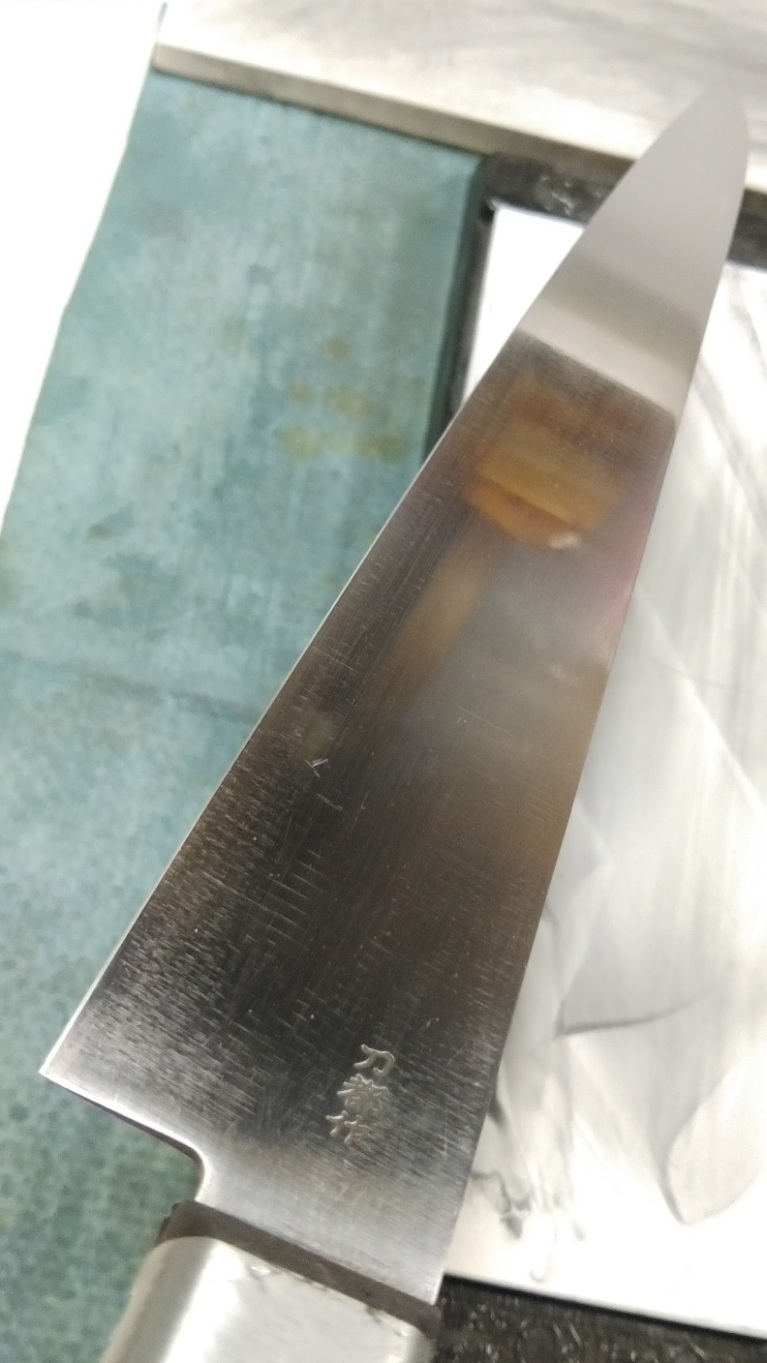
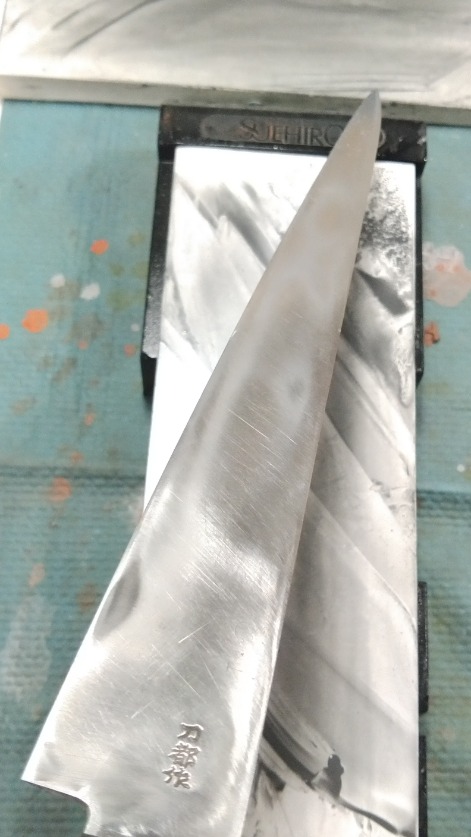
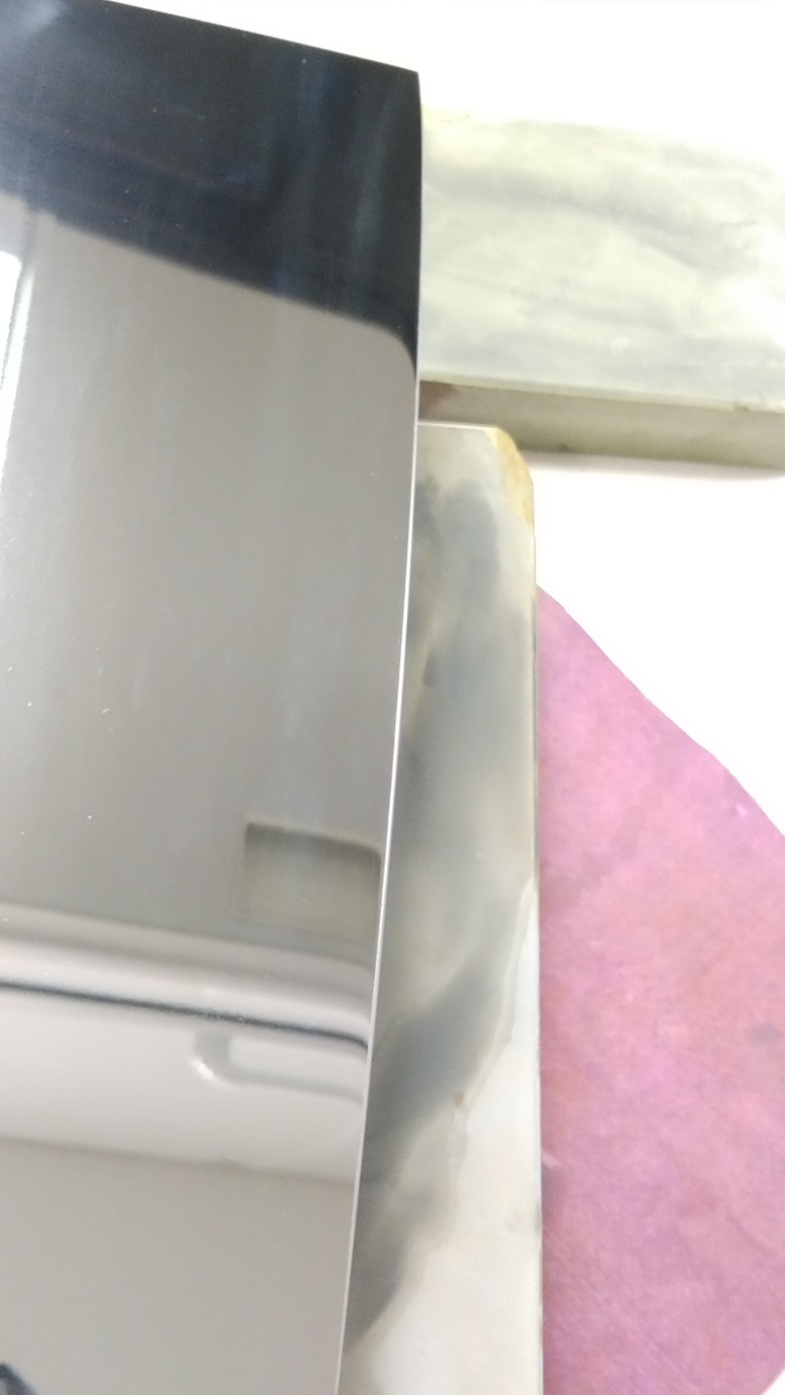
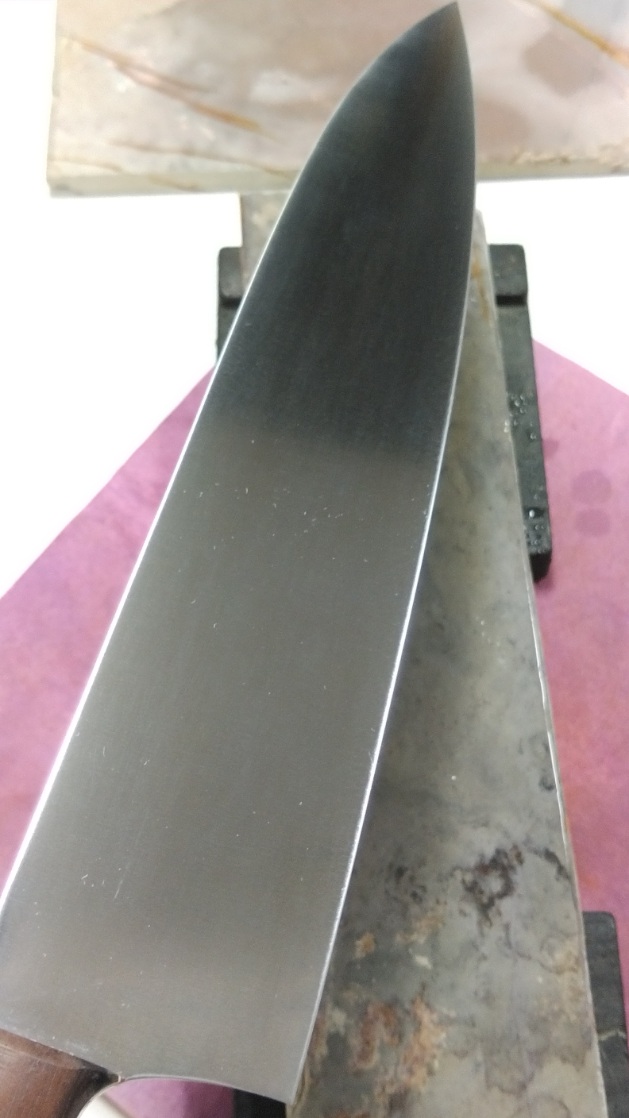
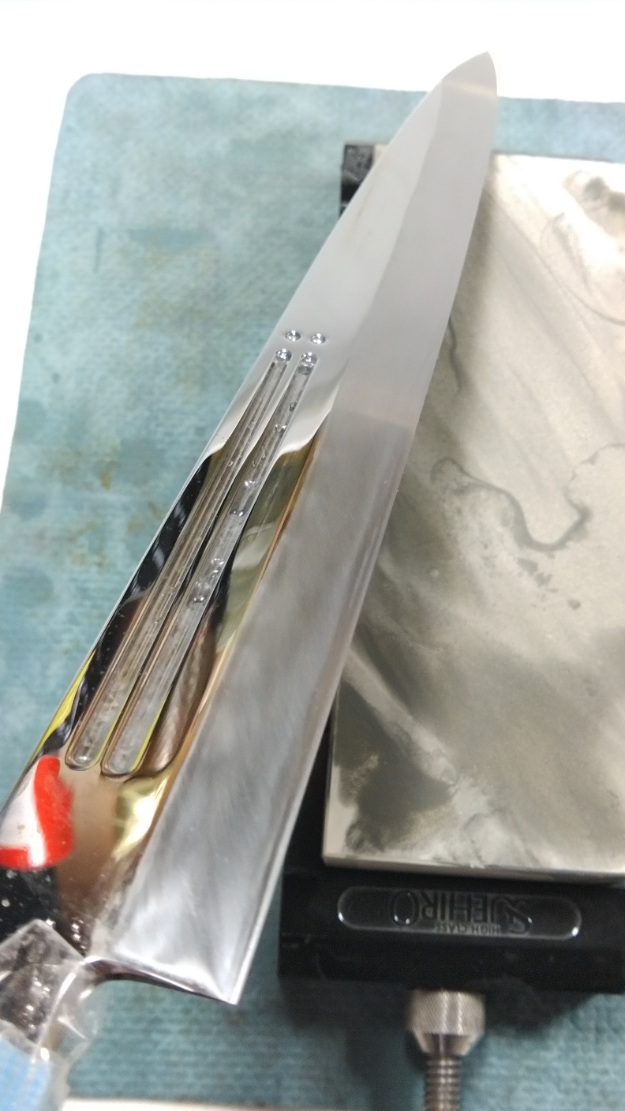
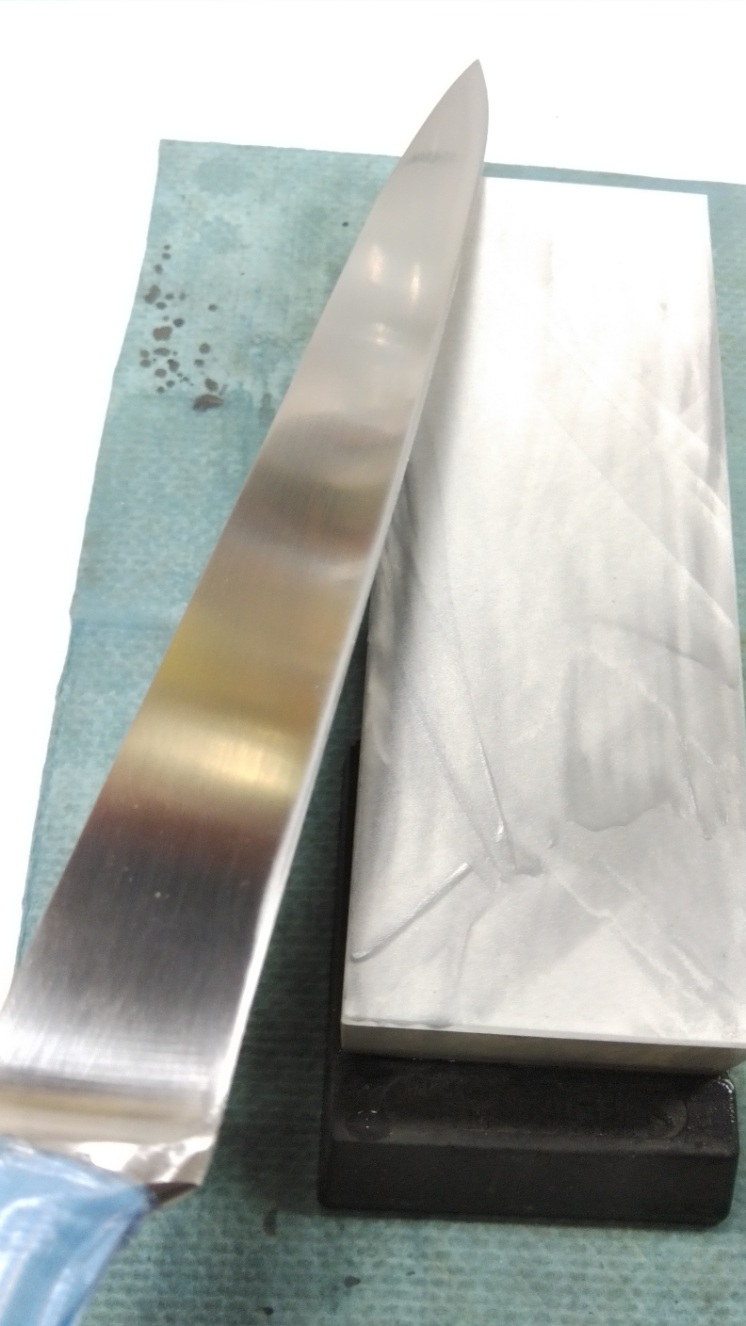
下画像は、刃先を上側にした左側面です。偶々ですが、光が当たって居る二か所が刃線の凹んでいる部分です。


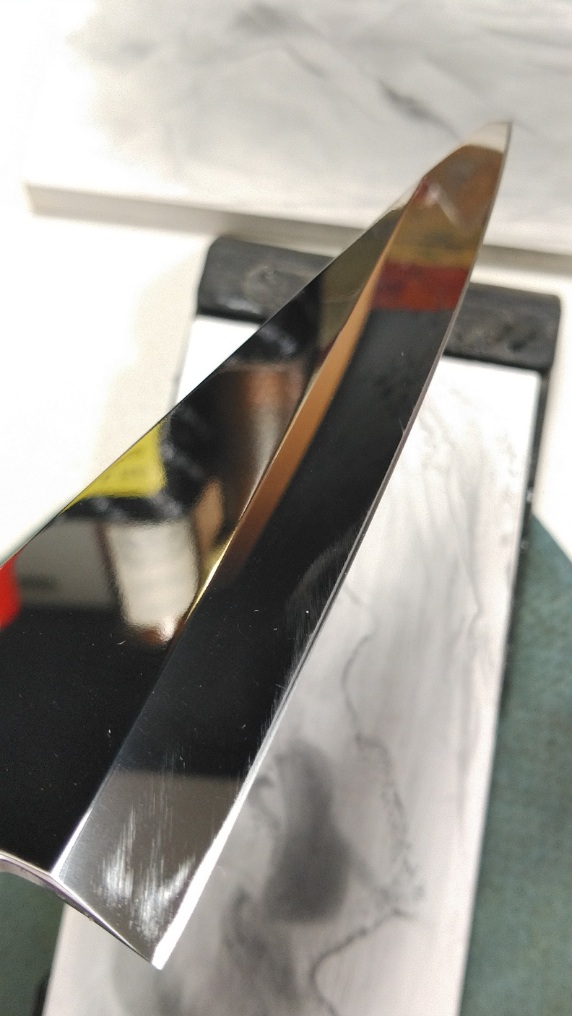
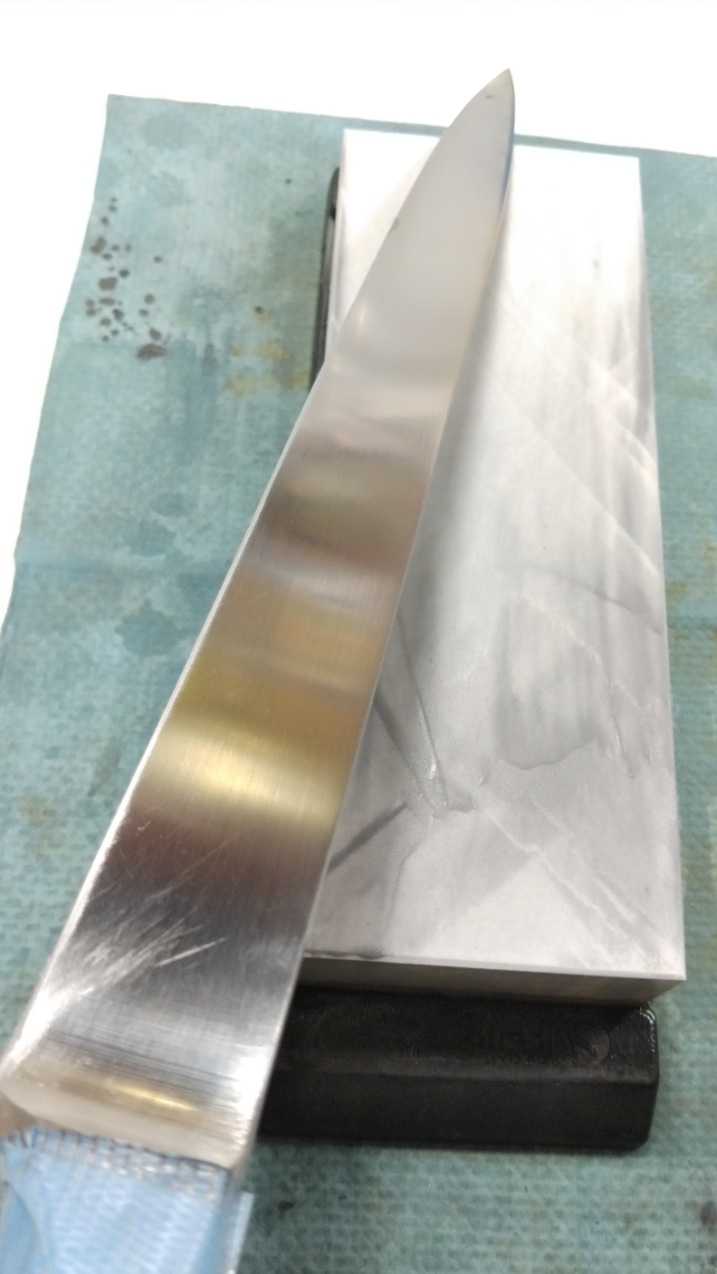
先ずはダイヤ砥石にて、刃線の修正(或る程度は直線的に刃先を削り落とす)です。左右の側面共に削りますが、右側に厚みが多い様子。当然ですが、削った分だけ刃先の厚みが増しますので、次の工程で厚み抜きが必要に成ります。


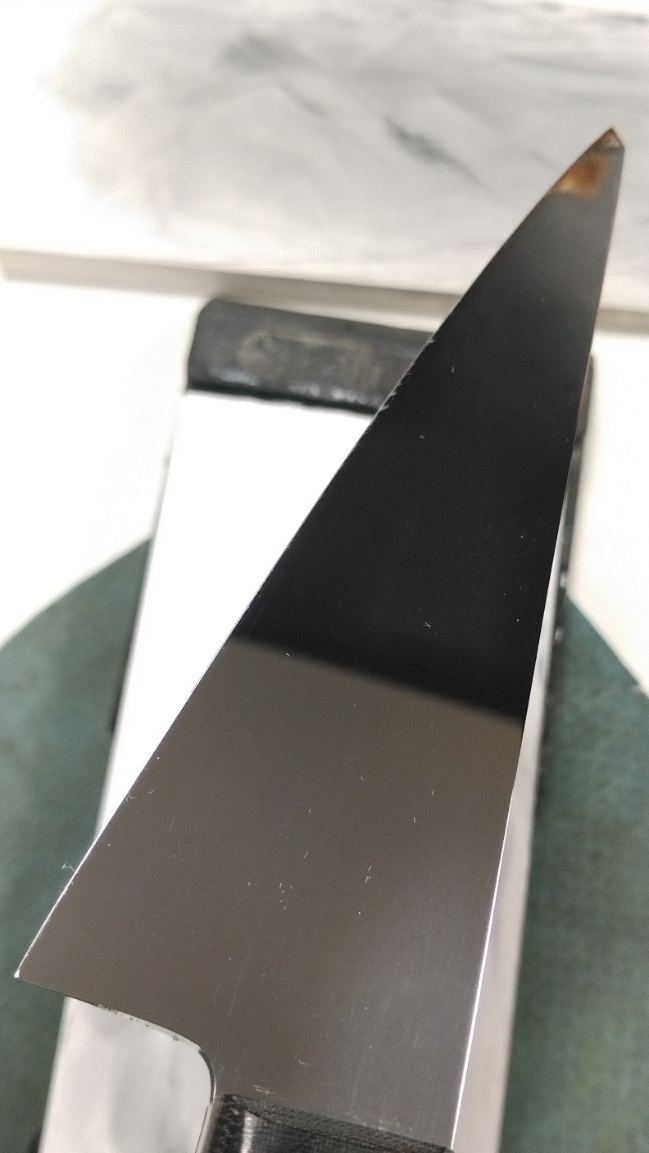
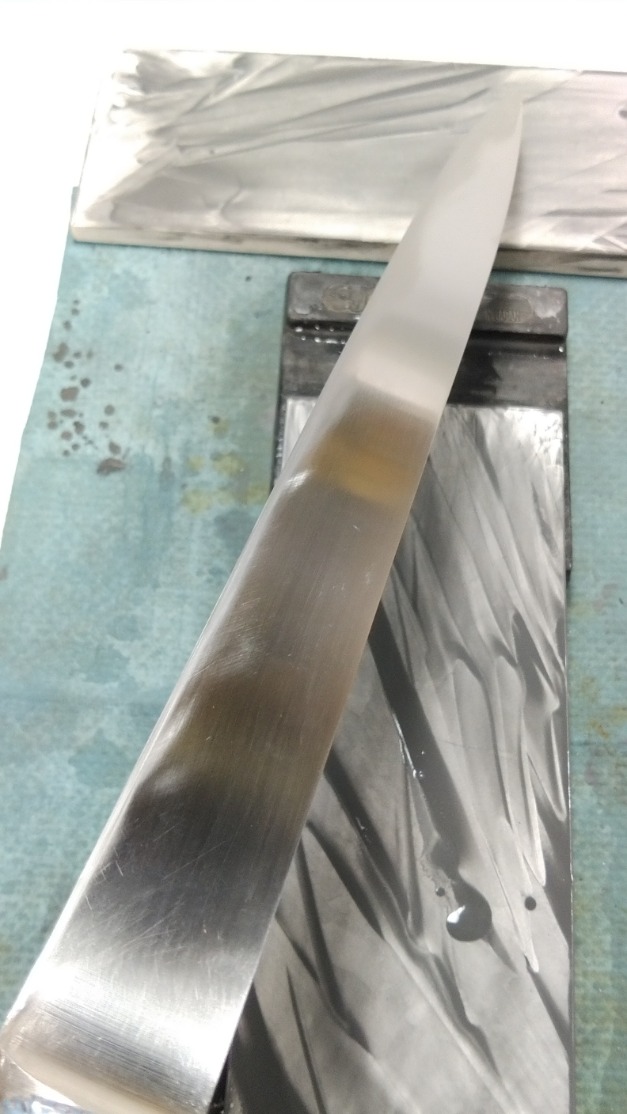
粗い番手の耐水ペーパーを用いて、刃体自体の側面の凹凸(狭小範囲)・厚みの残存(一定の範囲)を優先的に減らして行き、更に切っ先方向へテーパー化もしつつ、増えた刃先周辺の厚みも(前述の加工に則った方向で)減らします。

人造の320番で、小刃(其処まで明確では無い)の研ぎ直し。
1000番と3000番で、精度を上げつつ研ぎ目を細かく。

小刃(仮)を付けるだけでも、僅かとは言え再び厚みが増すので、ペーパーで軽く削り直しです。
此の段階まで来ると、洋包丁の側面の仕上げとは言え、和包丁の切り刃の調整に匹敵する作業内容に成って来ますね。まあ、砥石(就中、硬口の砥石での面修正は格段の精度に成りますので一概に同列には論じられませんが)で正確に研ぎ上げた物は一線を画しますが。

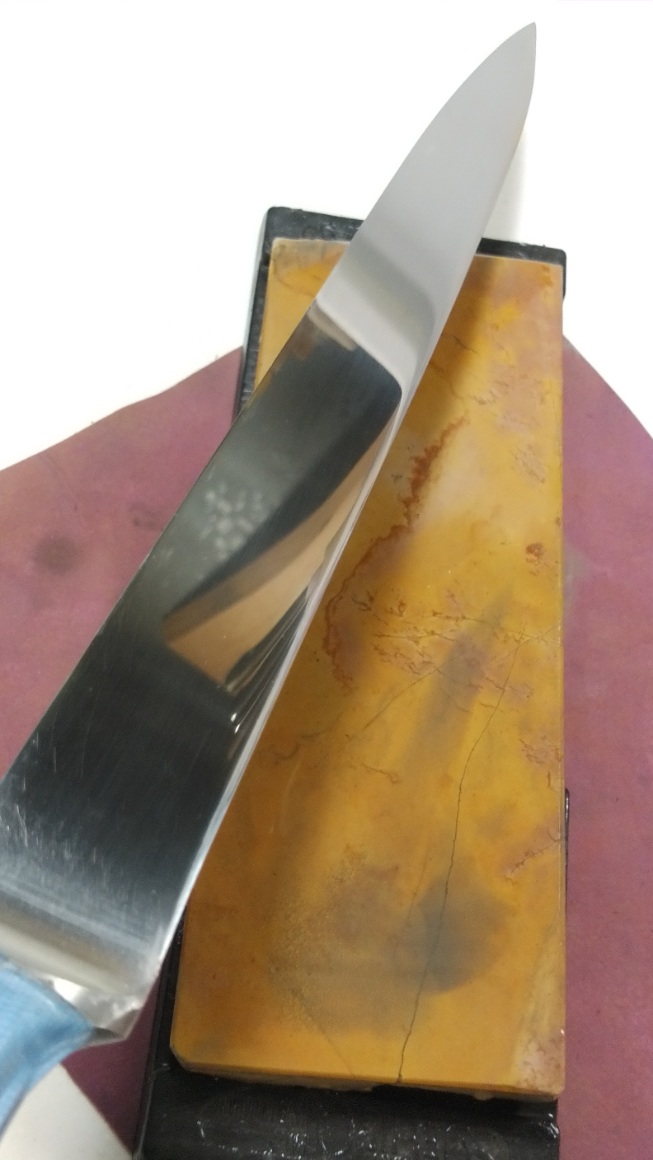
一つ前の段階で、既に刃先周辺の厚みは(普段の私の標準より)薄目かつ刃先は鋭角目ですので、天然の仕上げ砥石に直接乗せても充分な刃が付きます。其れだけ、最後は目の細かい耐水ペーパーで刃先最先端ギリギリまで、厚み抜きをして有ります。
因みに、画像は梅ケ畑の中硬の赤ピン各種です。通常ならば、此れで充分とされる事も多いですが。

もう少し、硬目・細か目の赤ピンで小刃の精度を上げます。

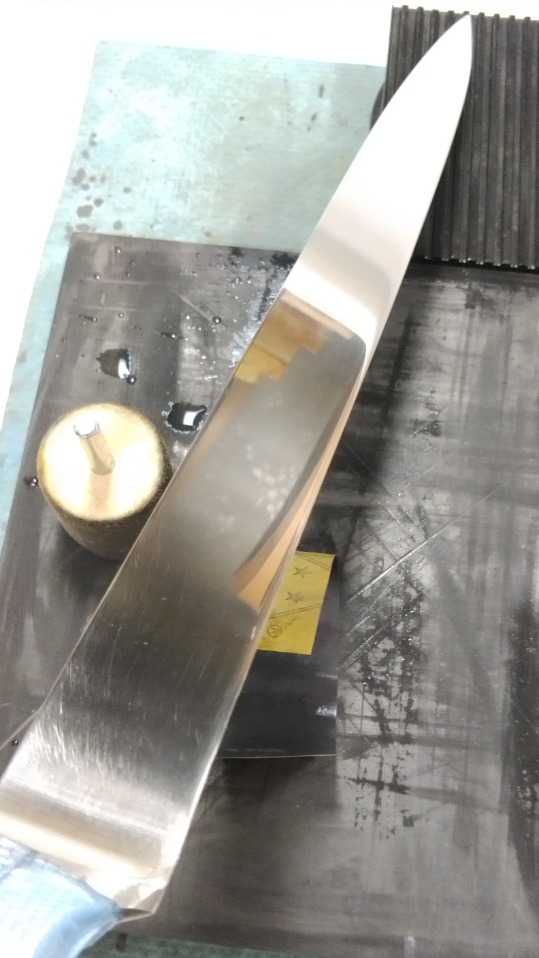
奥殿の紫入り、黄色の巣板(硬口~超硬口)で最終仕上げです。

所が、研ぎ後の画像・刃先拡大画像なども撮影後、刃先の仕上がりの(重箱の隅レベル)気に成る箇所が目に入ったり、柔らか目ながら組織の細かい製品の可能性を探りたくなり、最後に水浅葱で一撫でしました。偶に蛇足(自己満足?)と思わない事も無いのですが(笑)、今回は明らかに奏功したと感じました。


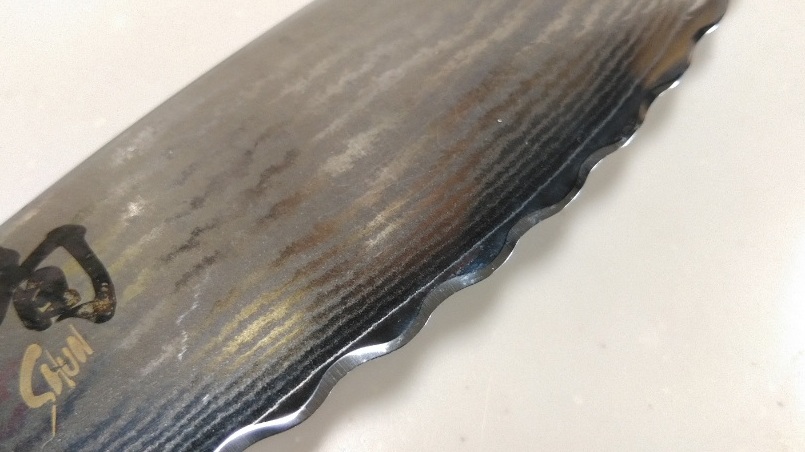
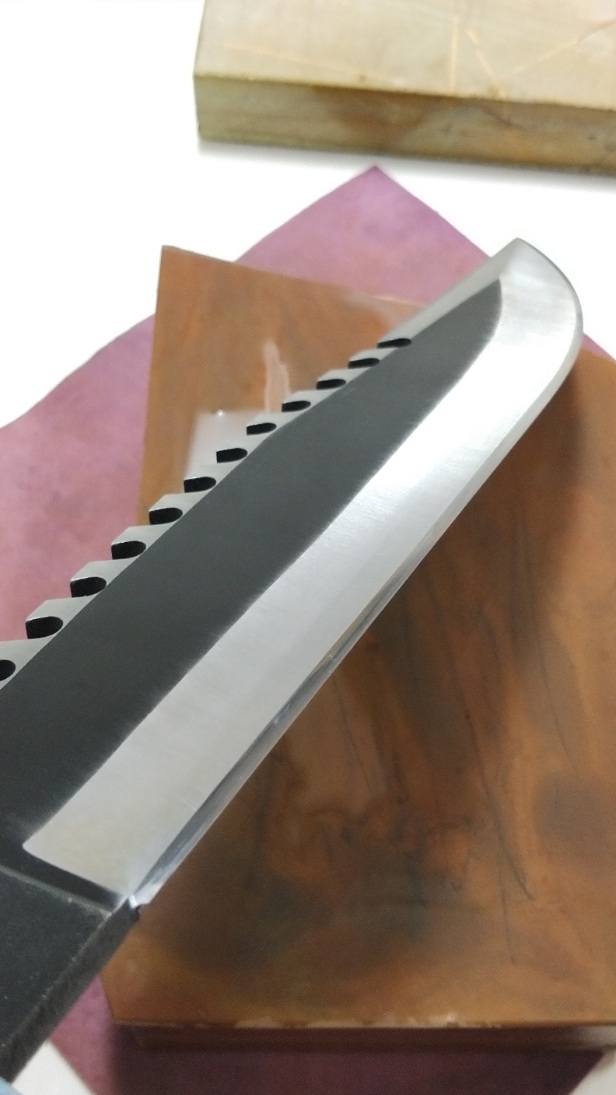
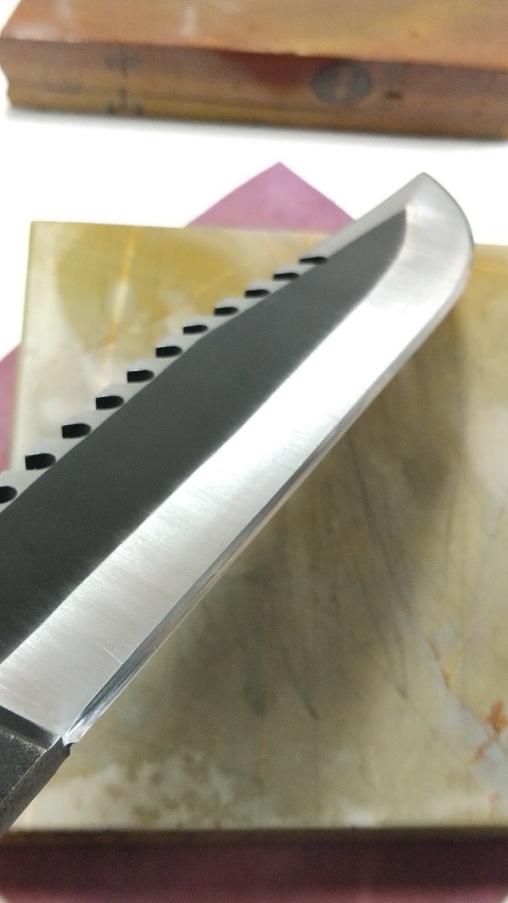
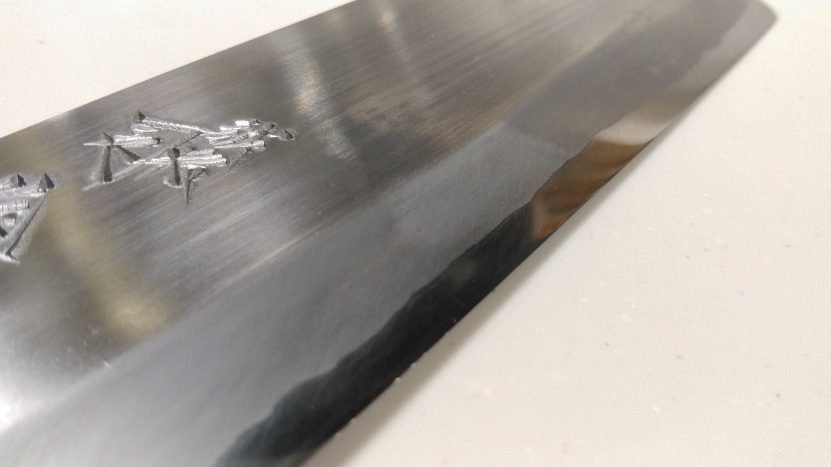
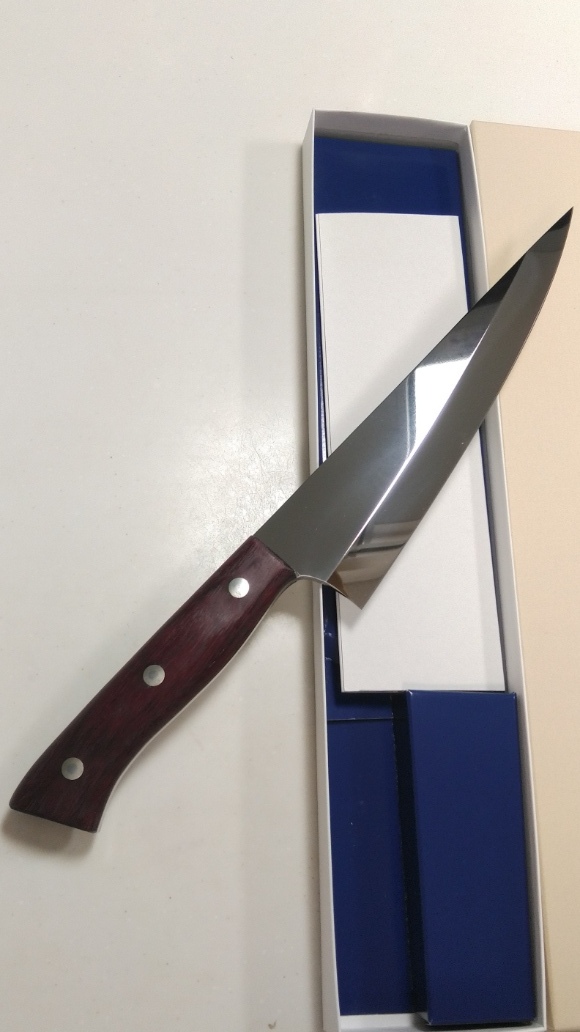
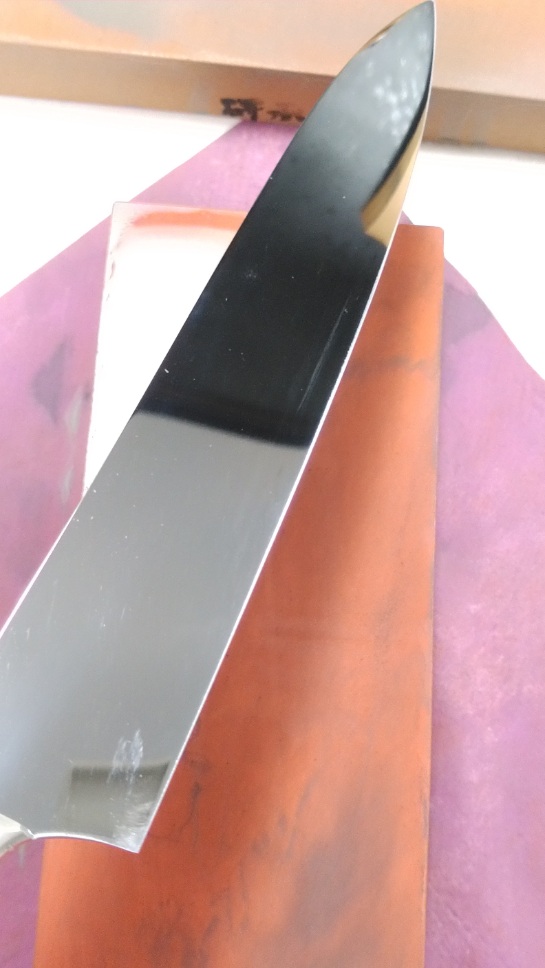
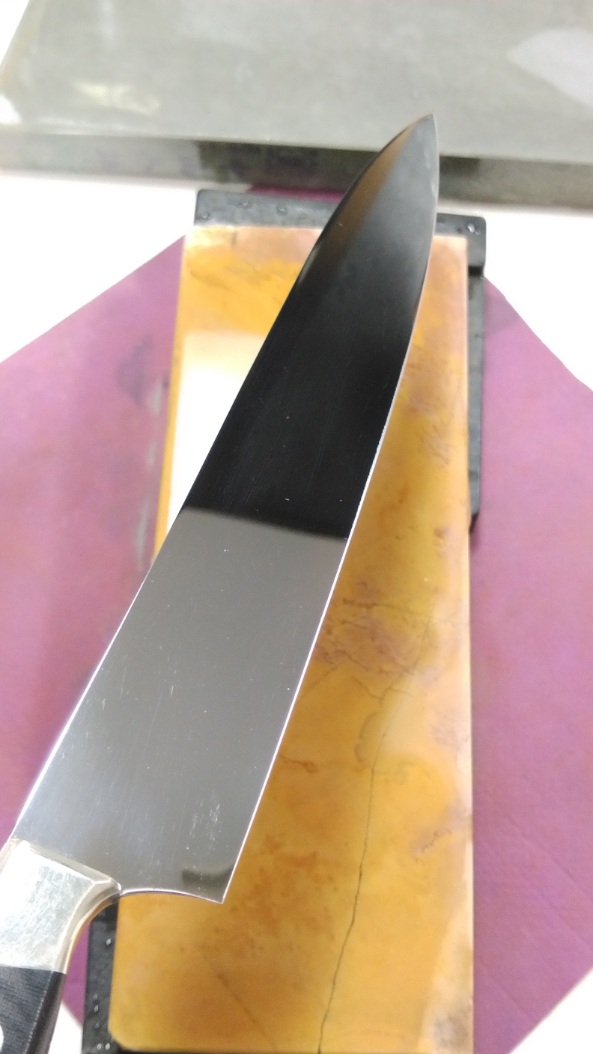
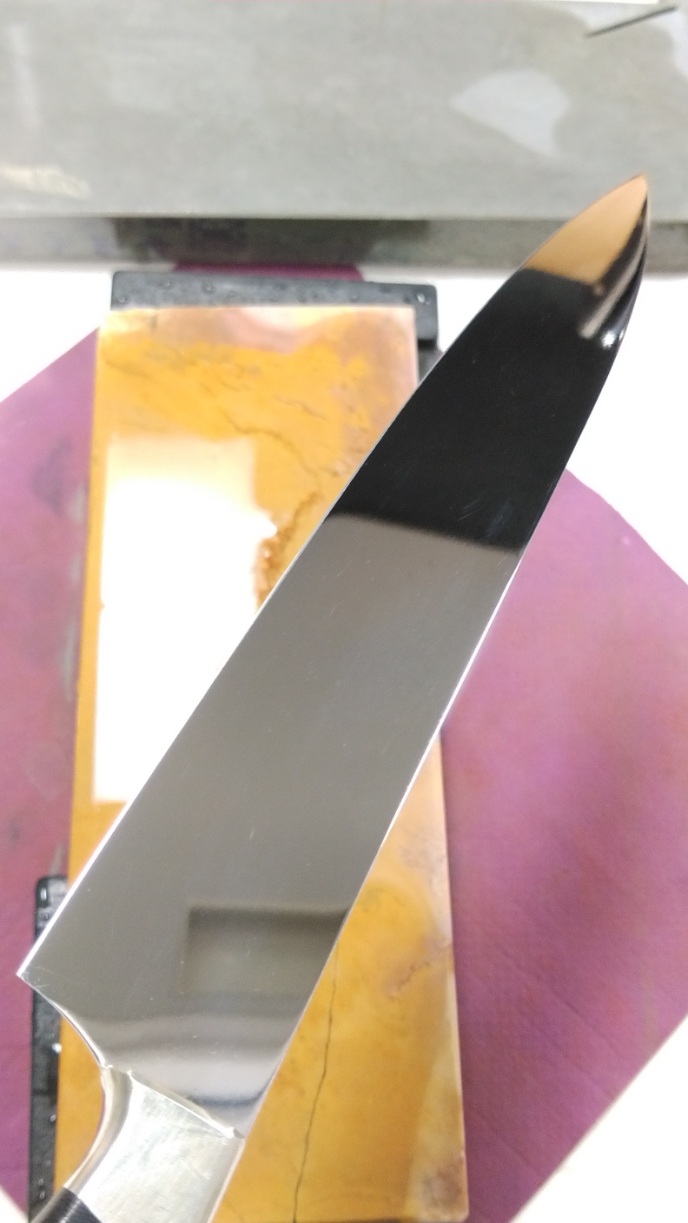
研ぎ上がりです。

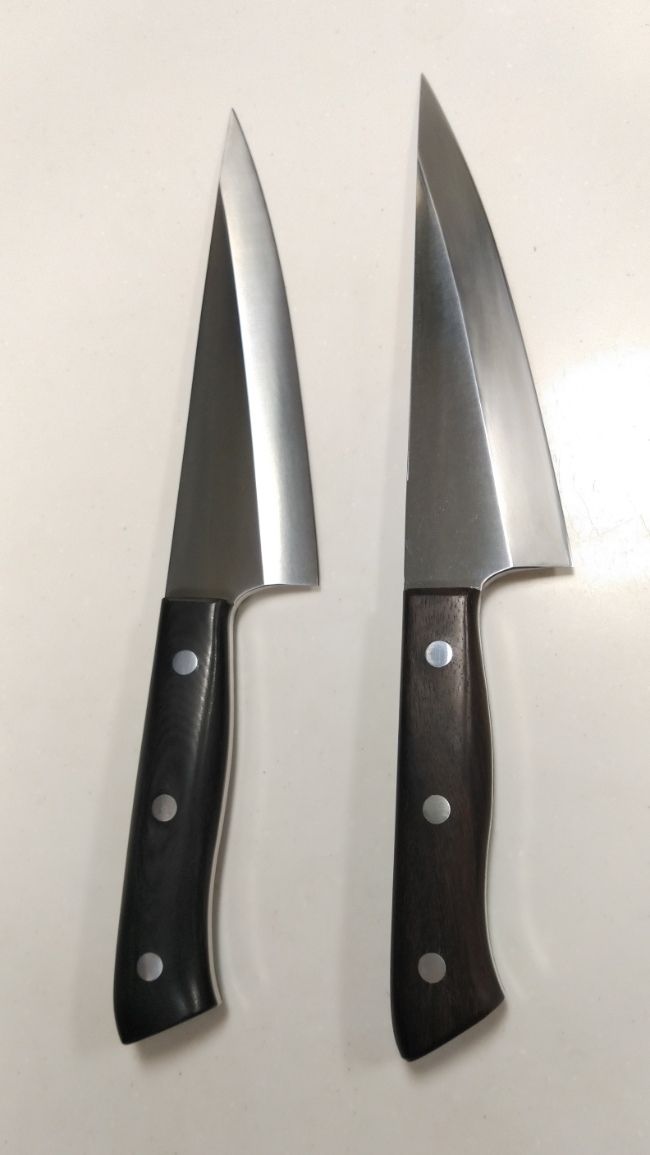
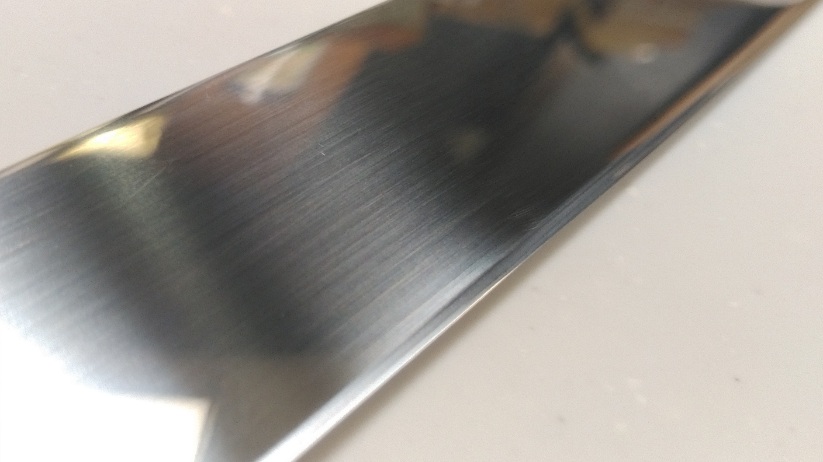
刃部のアップ
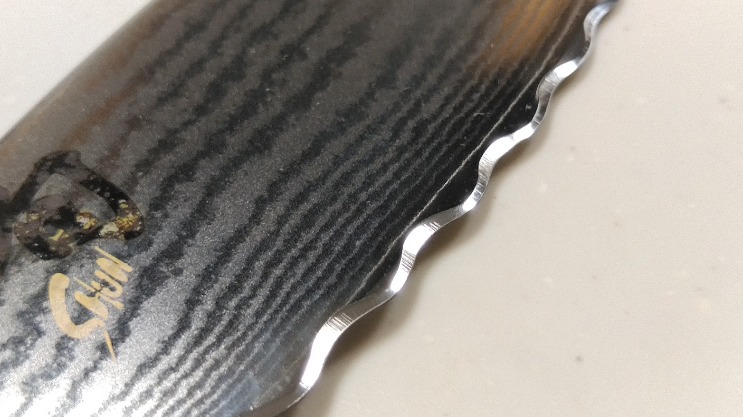
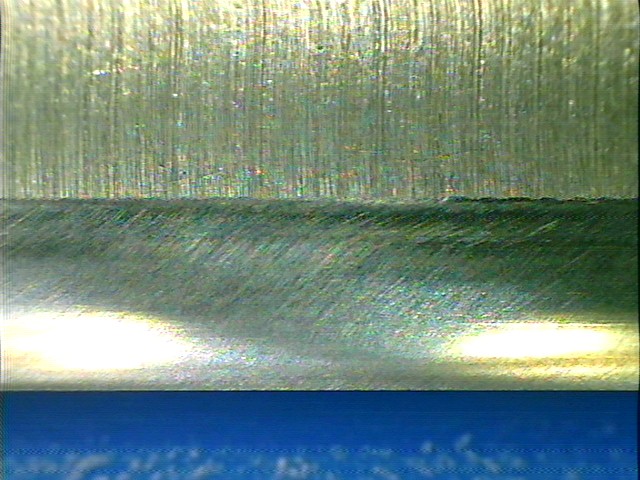
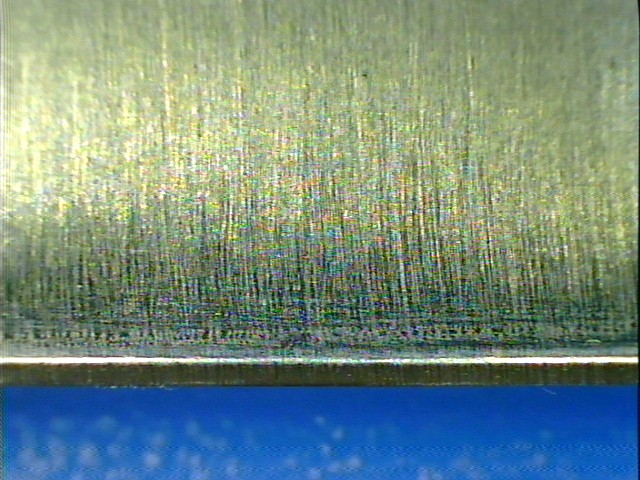
刃先拡大画像


此の度は、N様には研ぎの御依頼を頂きまして、有り難う御座いました。現場での御使用に於いて、此のスライサーが問題無く働いてくれる事を願って居ります。
今後も、私で御役に立てる場合は、宜しく御願い致します。
現在、ホームページ不調の為、御面倒を御掛けして居ります。研ぎの御依頼・御問い合わせの方は、下記のアドレスから御願い致します。