
五月五日に削ろう会・神戸大会に行ってきました。勿論、参加する訳ではなく精々見学。より正確には知人(何時もの顔馴染み)に会う為ですね。前回の二個の砥石については、両方購入して頂けるとの事で当日お支払いも頂きました。有り難う御座いました。
以前の清水大会にも、近くを通ったので立ち寄りましたがその折、記念品代わりに水木原の卵色巣板みたいな砥石を購入した事がありました。だからと言う訳ではありませんが、今回は奥殿の巣板を買ってみました。元来、産地・有名銘柄には余り拘らない方ですが、巣板好きとしては古来より評判が良い巣板の代表格とされる奥殿は、一つくらい有っても良いかと考えていました。
しかし、急に思い立ったので予定外の出費となりましたが、前述の砥石代に気づいて何とかなりました。砥石の代金で砥石を買っていては収入が増えないので困ったものですが。
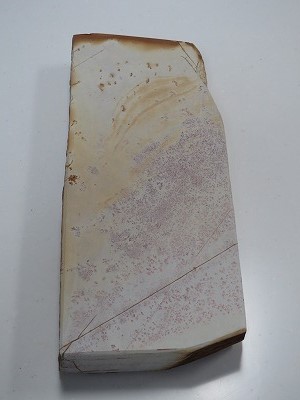
白巣板に蓮華が結構混じっていますね。

裏の中央部には、石英の白い部分(透明感のある乳白色)が見られます。裏をダイヤで下ろそうとしてもその辺りが特に硬い感触。

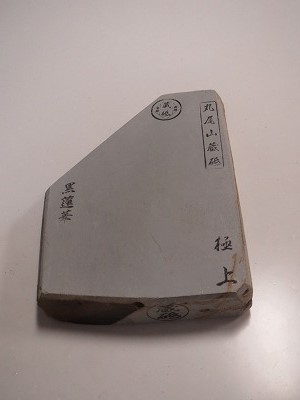
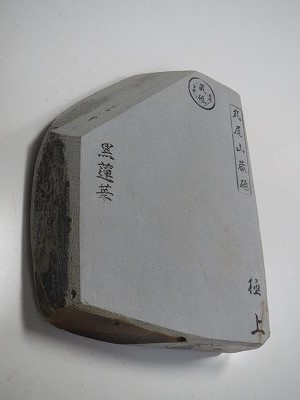
試し研ぎでは泥よりも研ぎ汁が出易い様子。購入時確認した手触りよりは硬口な印象でしたが、場所によって少し感触の異なる研ぎ心地。しかし致命的な研ぎ傷・研ぎ斑・研ぎ難さも無く、まずまずの仕上がりでもあります。硬い割りに研磨力も有る方で、良い買い物だったと思います。
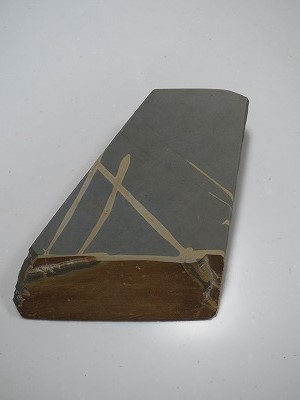
その上、もう一つ砥石が増えました。天然砥石尚さんから、天上巣板のカラスを頂戴しました。何でも以前、購入・物々交換した折に、気に入って頂けた石の御返しにとの事で、誠に恐縮です。

長さは22~23cm程あります。

厚みは6cm程。

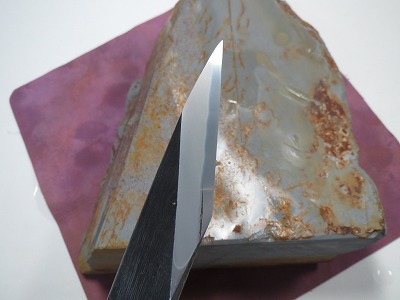
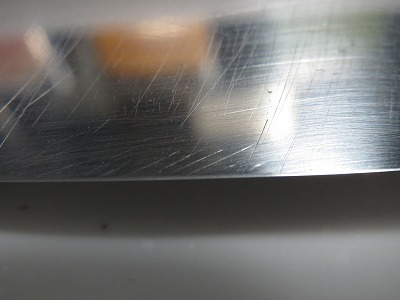
研いで見た所、上記の砥石とは違い、適度に泥も出て圧倒的に研ぎ易いですね。刃金・地金の仕上がりも申し分ありません。筋にも言及されていましたが、通常使用では特に困る事も無さそうです。
参考までに、下は丸尾山の天上卵色巣板のカラスです。此方は、泥の質としてはもう少しサラッとしており、当たりも弾力が少なめです。見た目も全体的に黒色を基調(カラスが大量に出ている面ではほぼ真っ黒)としており、褐色は殆ど見られません。

しかし似ている所もあります。

上は確か二回目か三回目に丸尾山に登った時に拾った欠片で、土橋さんからは八枚だと聞きました。これが後に鏡面仕上げ用として大谷山に合わせる共名倉、第一弾となりました。
次に之は、コッパと言うか共名倉用?として棚にあった物ですが、八枚に近い外観です。少なくとも、千枚近辺ではあるでしょう。

そしてこれは、以前おまけに頂いた若狭の砥石です。上の二つと、色・柄・研ぎ心地が結構近いと思います。やはり天然ですから、同じ山・層でも其々違った砥石が採れるのと同時に、逆に山・層を越えて似た物が出てもおかしくないのかも知れません。
頂いた、あと二つのおまけは普段使い用のペティやナイフを研ぐ為に台所へ置いてあります。タッチアップに近い研ぎ用ですね。

普段の積んだ状態

左上は大谷山に登った折、貰って来た巣板っぽい物(軟口)。右上は昔から家にあったカミソリ砥(質が均一でなく、小さなクレーターが散在する硬口)。下二つは、硬さ・均一さ・泥の出方がかなり違う若狭砥石(硬口と中庸)。これらを手に持ってささっと研ぐ訳ですが、其々、どの組み合わせ・順番が最も早く研げるか。或いはどれを共名倉にするのが最適な仕上がりか、等と試行錯誤をしながら楽しんでおります。
尚さんには、若狭の砥石を触る機会を度々設けて頂き、感謝しております。何の御返しも出来ませんが、おまけ以外に取ってある若狭砥石たちに、仕事上で活躍して貰う事が御礼になるかもと考え、今後は仕上がりの相性を探って活用していければ良いなと思っています。有り難う御座いました。


























































































{kind=link}