
今回は、かずかずけん様より本焼きの刃紋が出易い砥石を、との依頼もあり、亀岡に行ってきました。
刃紋の程は、現物の包丁を当ててみない事には確実には分かりませんが、自分の経験でその傾向が強いと思われるコッパを選んでみました。
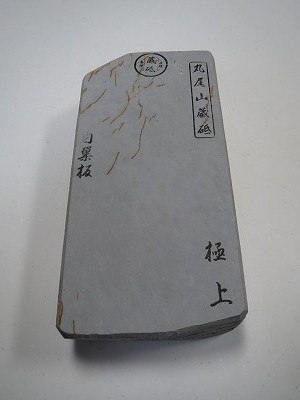

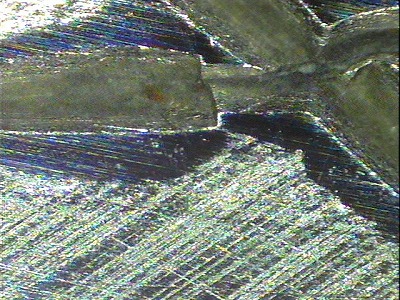
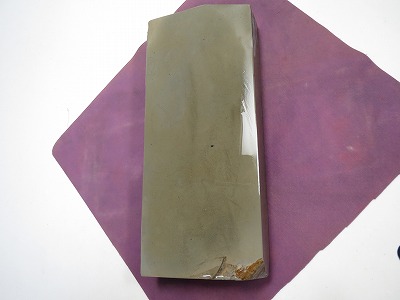
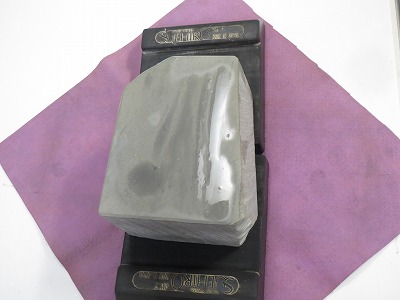
上の白巣板二種ですが、どちらも「巣無し」の質との事で、特に下は以前のコッパ(下画像)と同系統で、更に研ぎ易い硬さ・泥の出方をするものです。勿論、最新の白の例に漏れず、鋼を良く下ろしてくれます。

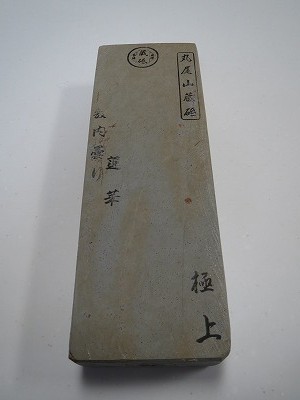
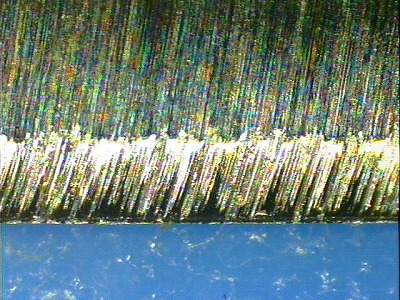
此方は「敷き内曇り」ですが、かなり卵色巣板寄りの蓮華混じりです。卵の蓮華はやや硬めが多いと思いますが、中庸な硬さで砥粒の質的にも研磨力があるタイプと見ました。
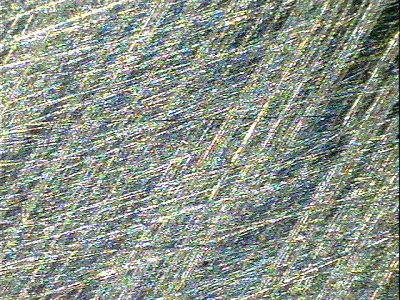
次の二種は、土橋さん的には白巣板の巣無しの質との事ですが、自分の見立てではほぼ、敷き内曇り。しかも、一年程前に合いさや戸前に隣接して採掘された敷き内に近いと思います。当時は、やや硬めであり、かなり鋼を下ろす代わりに粗い砥粒混じりなのか、傷が入り易く感じました。それに比べて今回は研ぎ易さ・仕上がり共に向上しています。

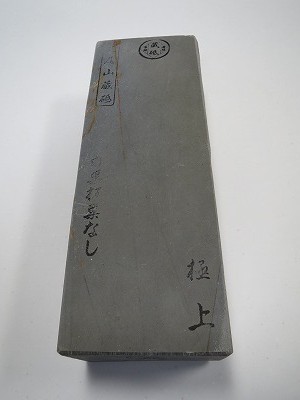
この二つは、これも以前の下画像のコッパに特徴が似て居ます。ですので、やはり鋼を良く下ろすのは一緒ですが、仕上がりは完全に曇り傾向です。

以下は、手持ちの本焼きを試した結果です。この包丁では、最初の二種(画像二番目の砥石)よりも相性が良かった最後の二種の内、やや柔らかい方(画像四番目の砥石)で仕上げました。
先ずは最初の状態(手持ちの白巣板蓮華仕上げ)


次に今回の仕上がり



元々の状態がまずまず刃紋が出ている所からのスタートで、且つ近い仕上がりだった事により、違いがはっきりしていないと思われるかも知れません。しかし、厳密に比べれば後者の方が僅かにくっきりしています。
今回は、刃紋云々よりも全鋼包丁たる本焼きを、より研ぎ易い砥石の方に軸足を置いた選別になっています。と言うのも先に触れた様に結局は現物と現物の相性や研ぎ方次第になるからです。とすれば、刃紋を研ぎ出す手前までの研磨力と傷が消える仕上がり(勿論切れも)を両立した性能が有ってこそ、になるでしょう。それを疎かにしては刃紋どころでは無い筈です。
そう言う訳で、全体としては細かさは申し分無い割りに、硬さと研磨力が目立つ取り合わせです。お陰で合わせの包丁などでは(平面の刃物と比べて)地金に傷が入り易かったり、刃金でも注意しないと刃先に返りが出過ぎたりします。本焼きの切り刃でさえ包丁・砥石共に平面同士でないと研ぎ斑が出る程です(もしそれを完全に消すなら、柔らかい砥石やそれを小割りした物で均す必要も)。この上、更に刃紋を引き立てるには、根気良く様々な砥石や研磨剤で試し、又天然砥石の粉末の配合も調整し、適合するまで長い挑戦・・・・となるでしょう。
後はこれらを、かずかずけん様に試し研ぎの上、御判断頂ければと思います。














































{kind=link}