昨日は、小坊主様が研ぎ講習に来られました。三重への御出掛けの帰りに立ち寄って頂き、久し振りに御会い出来ました。
御持参の包丁は出刃でしたが、近隣の方から預かってボランティアで研いでいる包丁も持ち込み、研ぎの方向性に付いて尋ねるなど、以前にもまして熱心さを感じました。

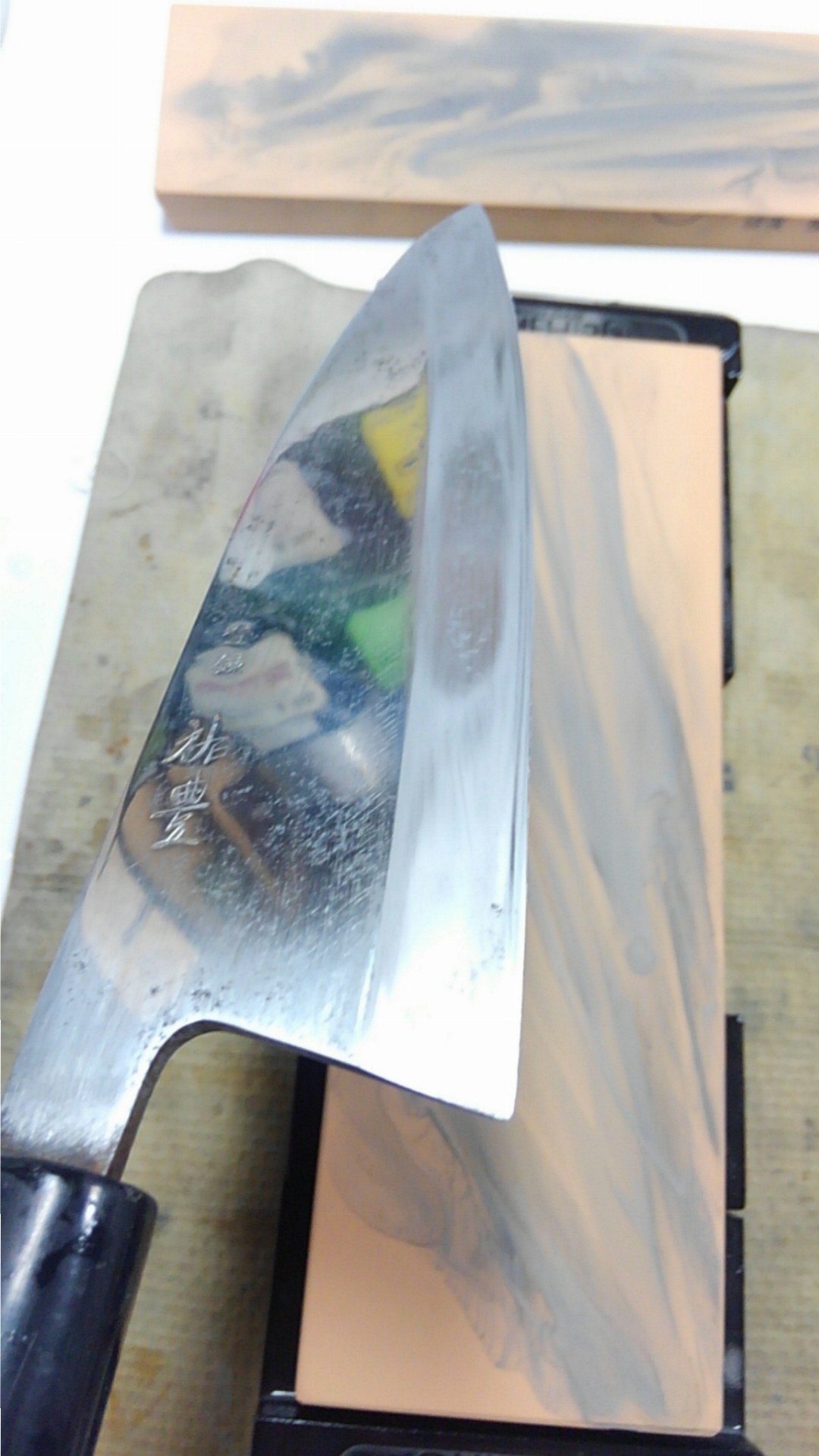
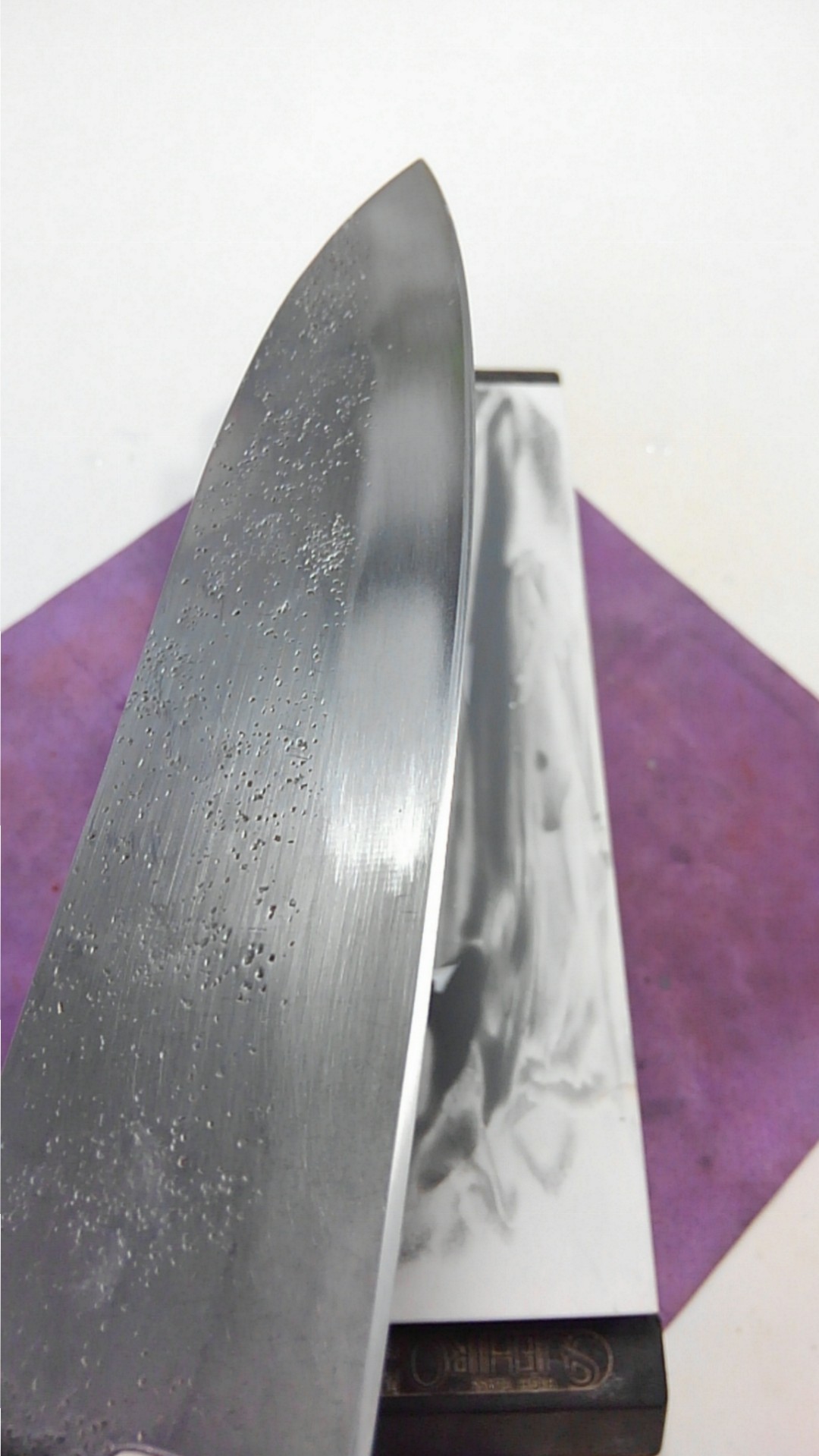
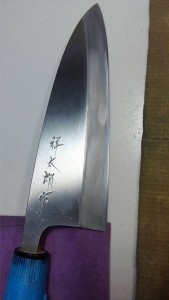
研ぎ前の状態。先ず、出刃に有り勝ちな厚みの残り方や薄くなり過ぎる傾向にある箇所を指摘して置き、実際に砥いで行く事で違いが出るかどうかを観察して貰いました。
刃元が薄く、切り刃中央から切っ先カーブの鎬側に厚みが有るとの予測でしたが、大まかにはその傾向通りで。但し、刃先の切れもまずまずで其れを酷くスポイルしない程度の状態でした。

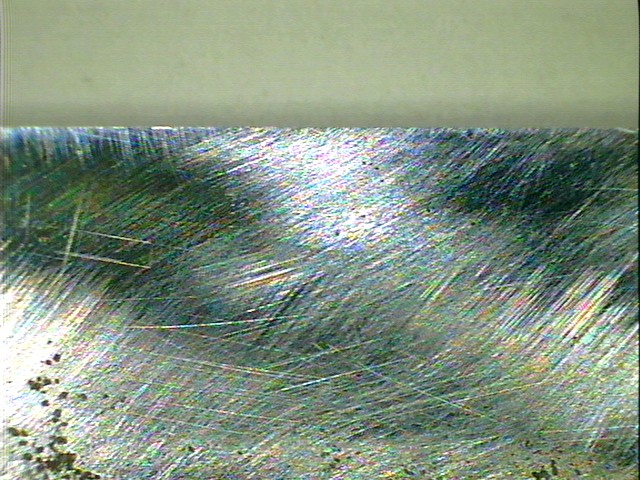
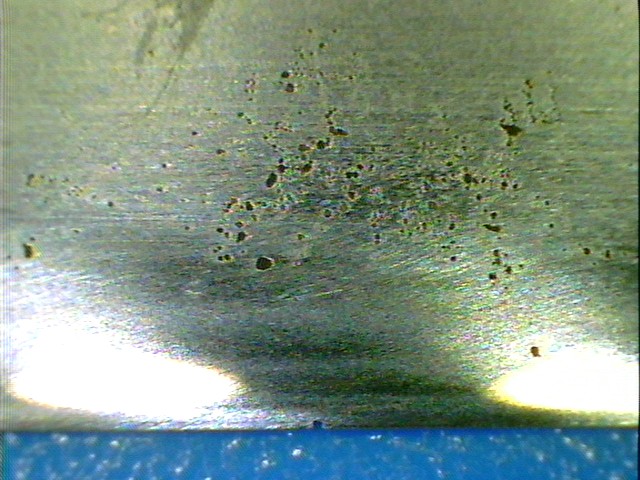
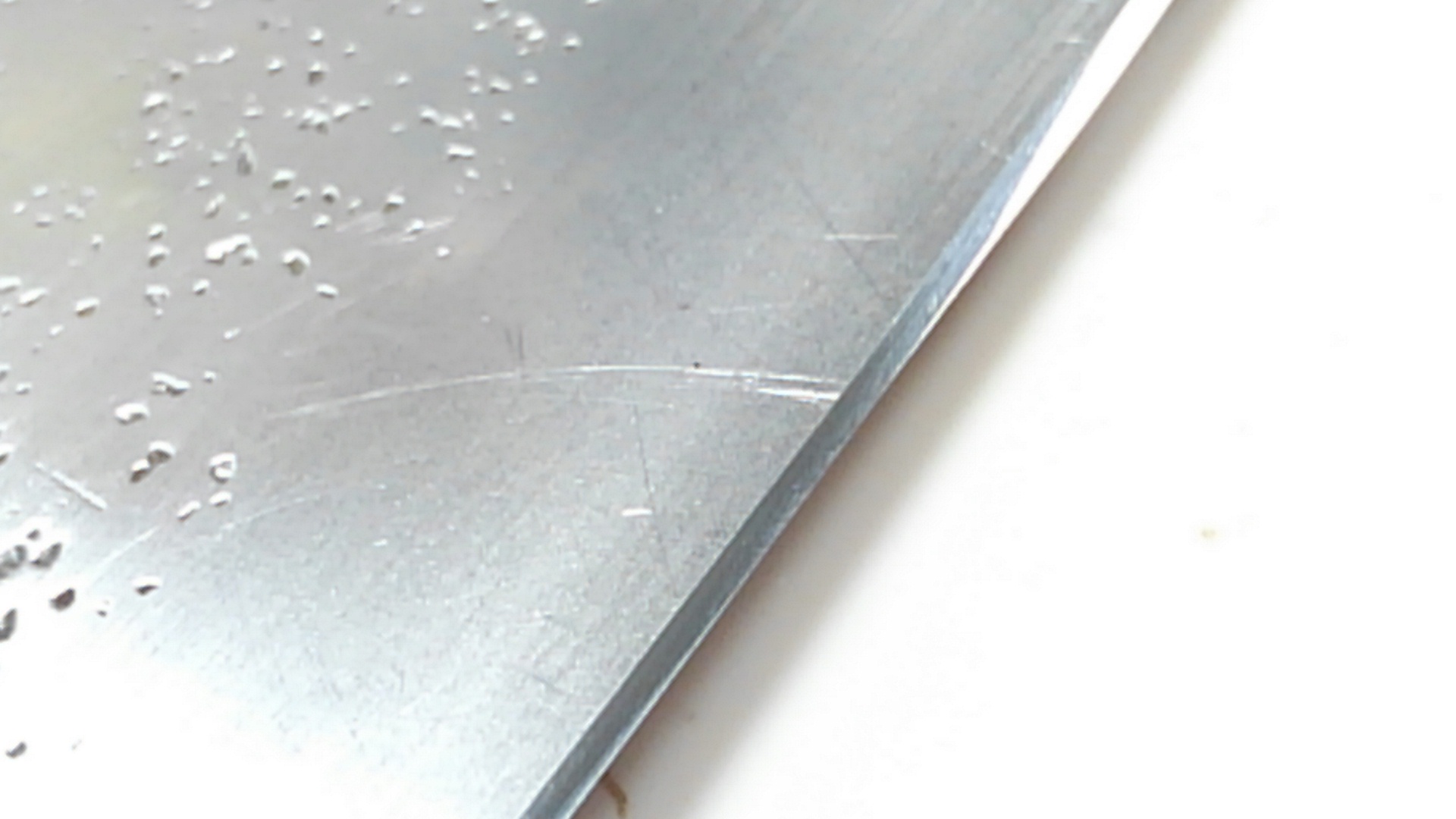
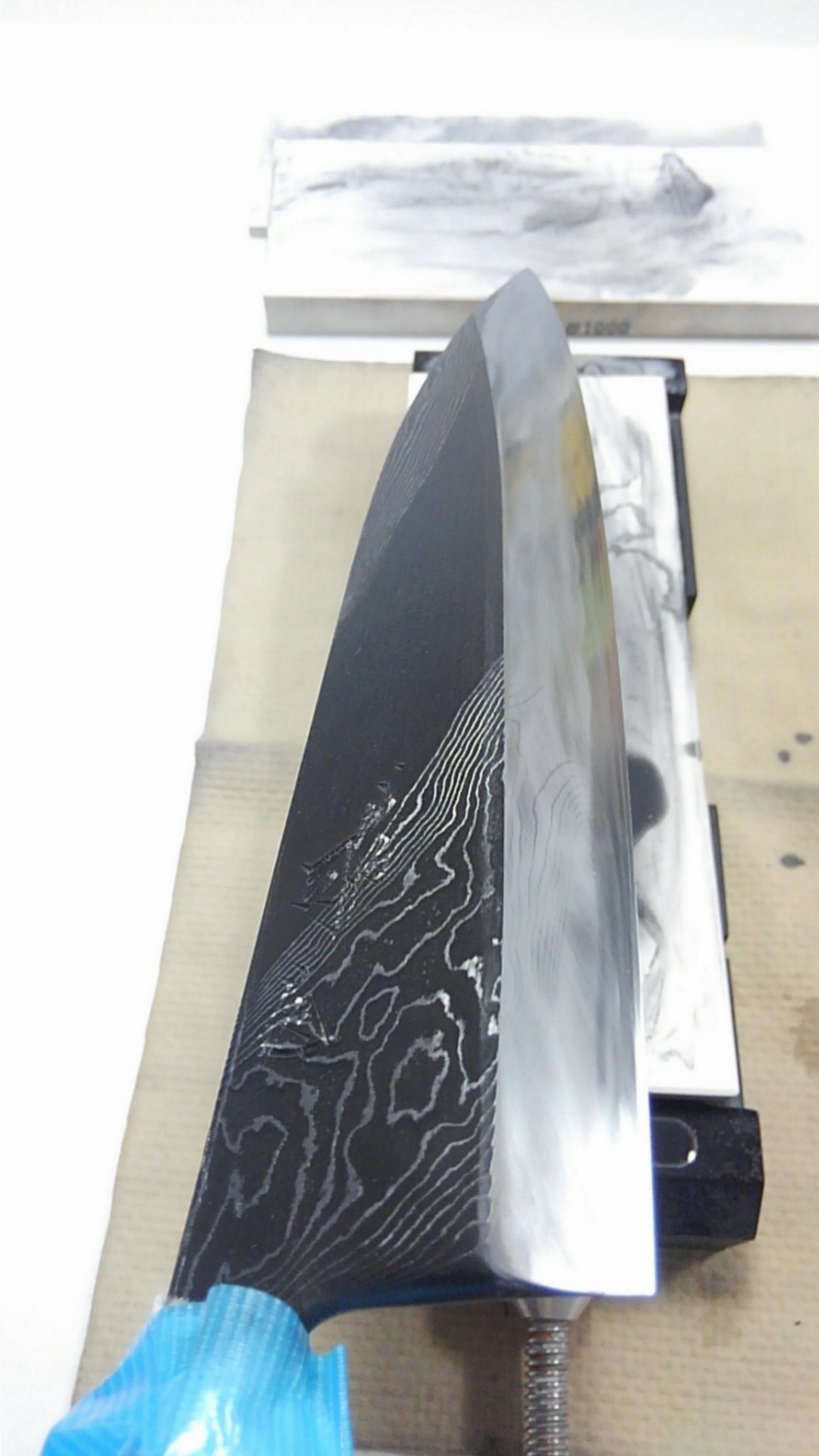
研承の400番で切り刃全体を。柔らかいので、包丁の形状に馴染んで全体的に当たってくれている様に見えます。

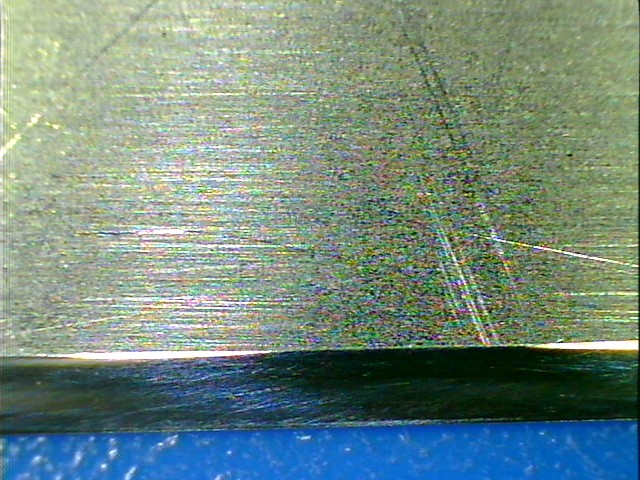
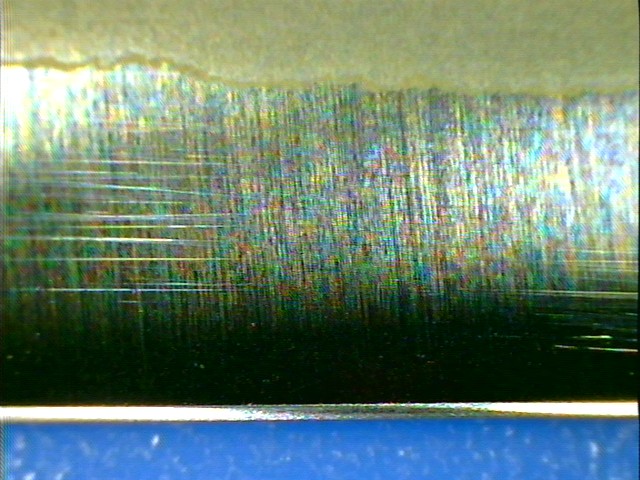
しかし硬目と成る1000番では、当たっている部分とそうで無い部分の違いが明らかに。
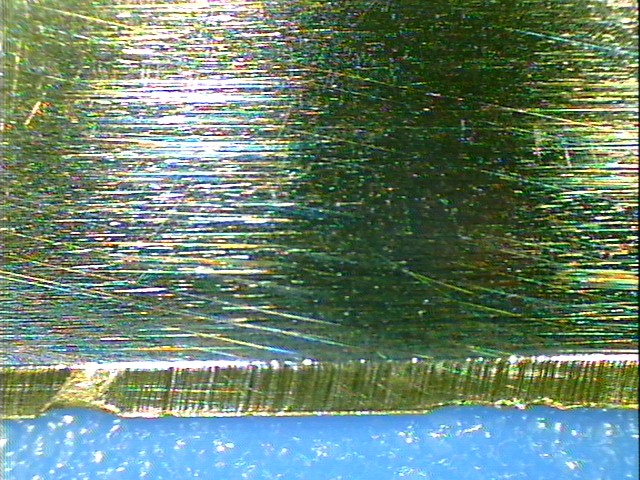
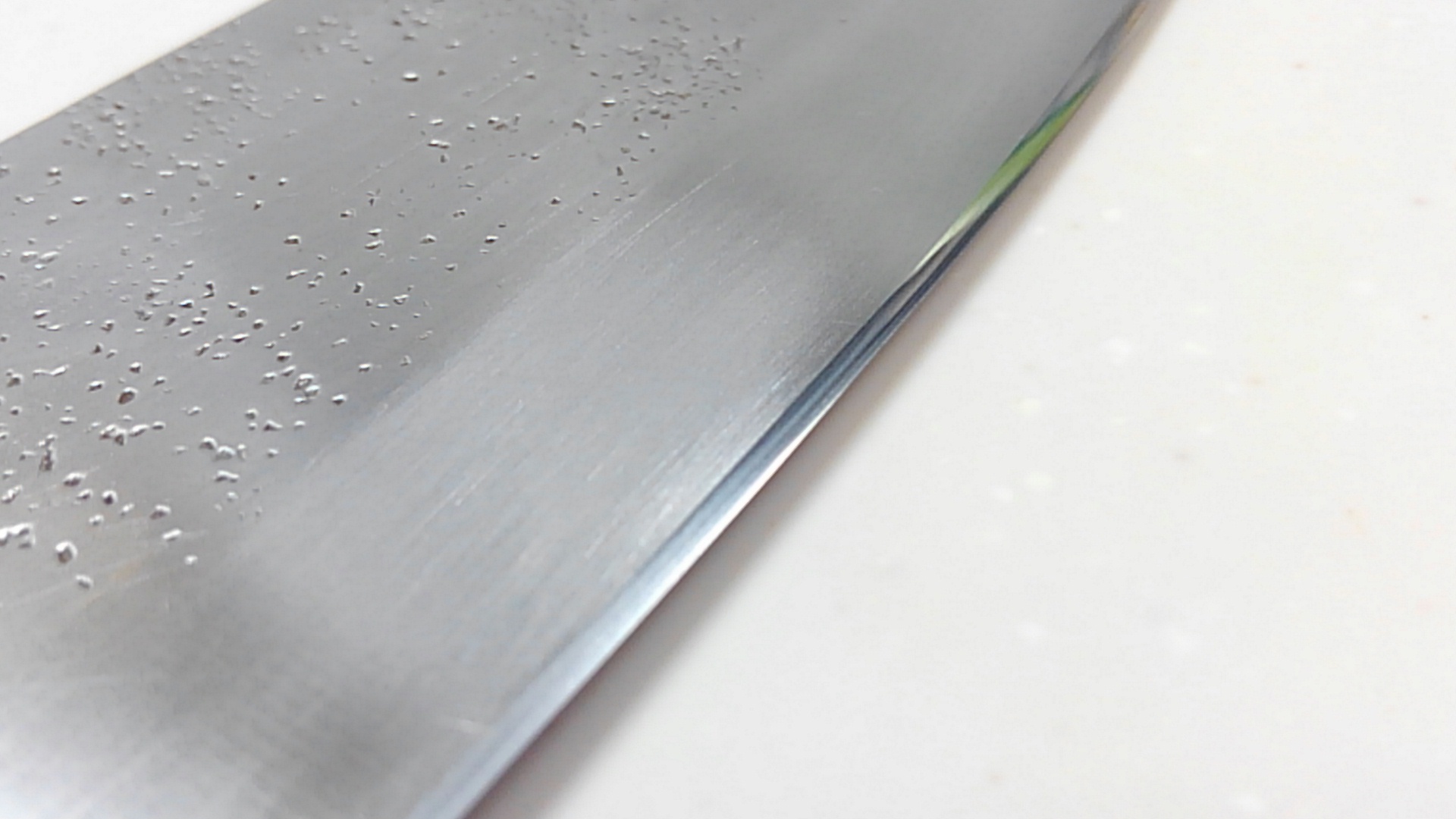
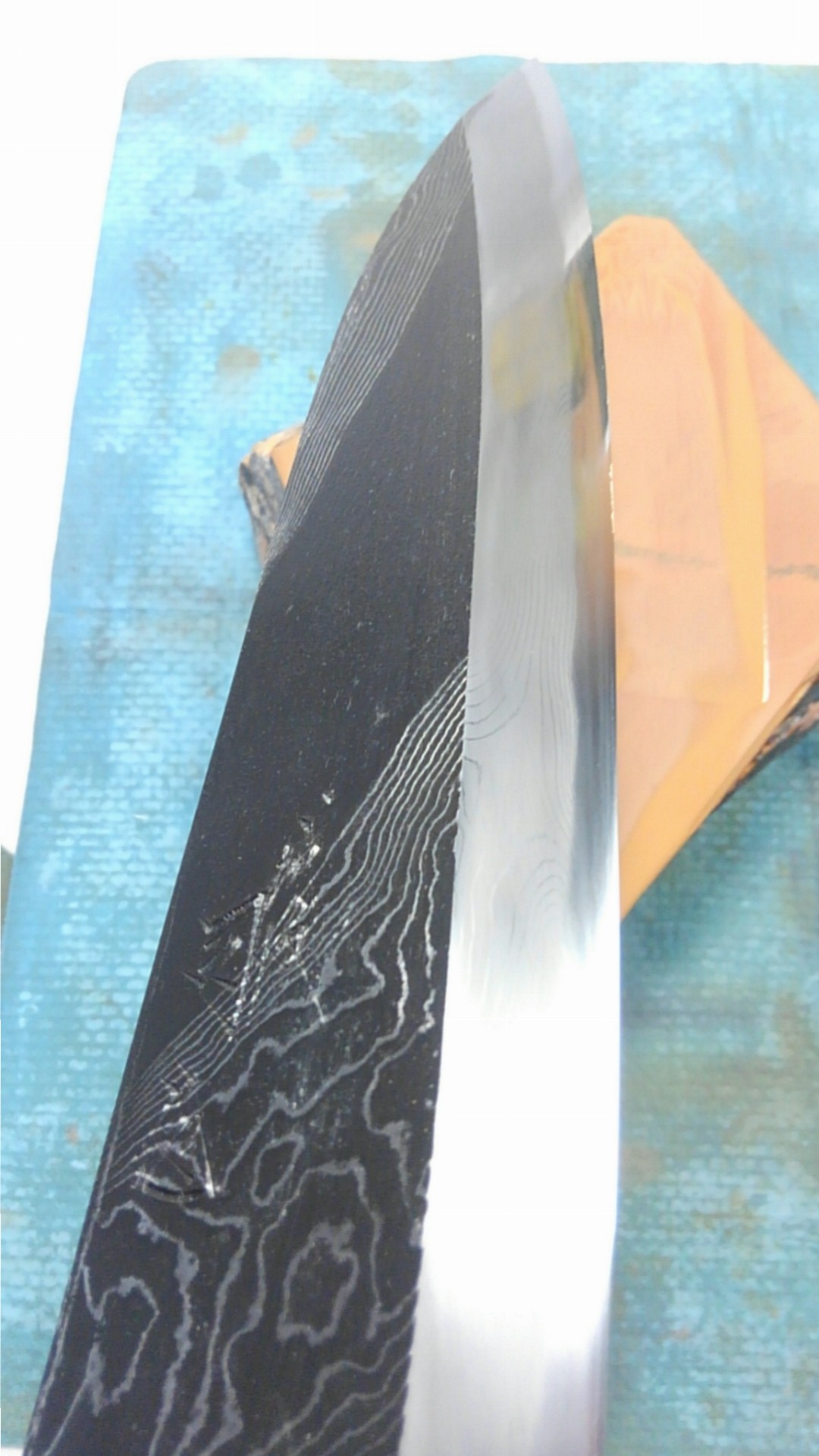
其の後、傷の浅い1000番・3000番で余分な厚みを取りつつ、角度変化を狙い通りに近付けて行く研ぎを施します。各工程をクリアする度に、切れの変化を体験して貰いつつ。

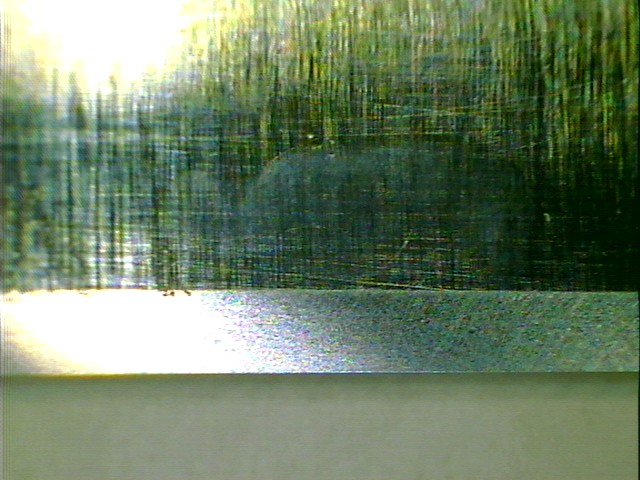
小割りの人造砥石で、更に切り刃を均し研ぎ。

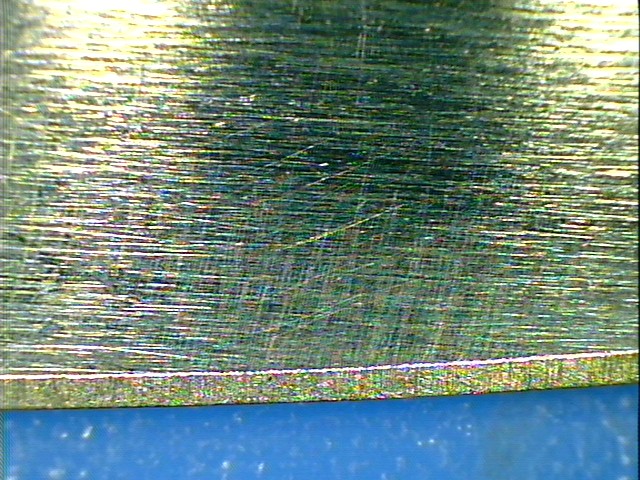
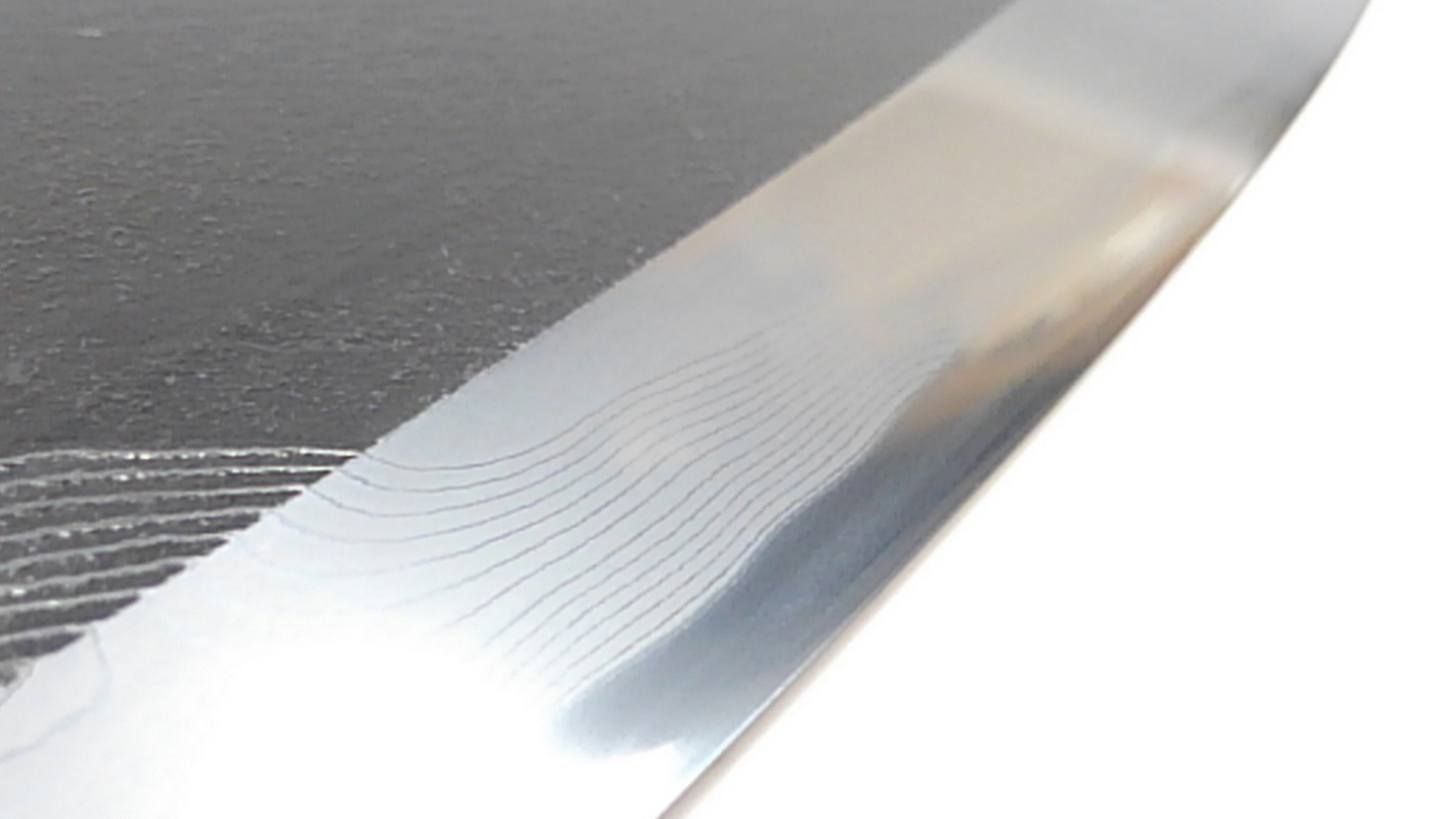
もう一段、細かい物でも同様に。

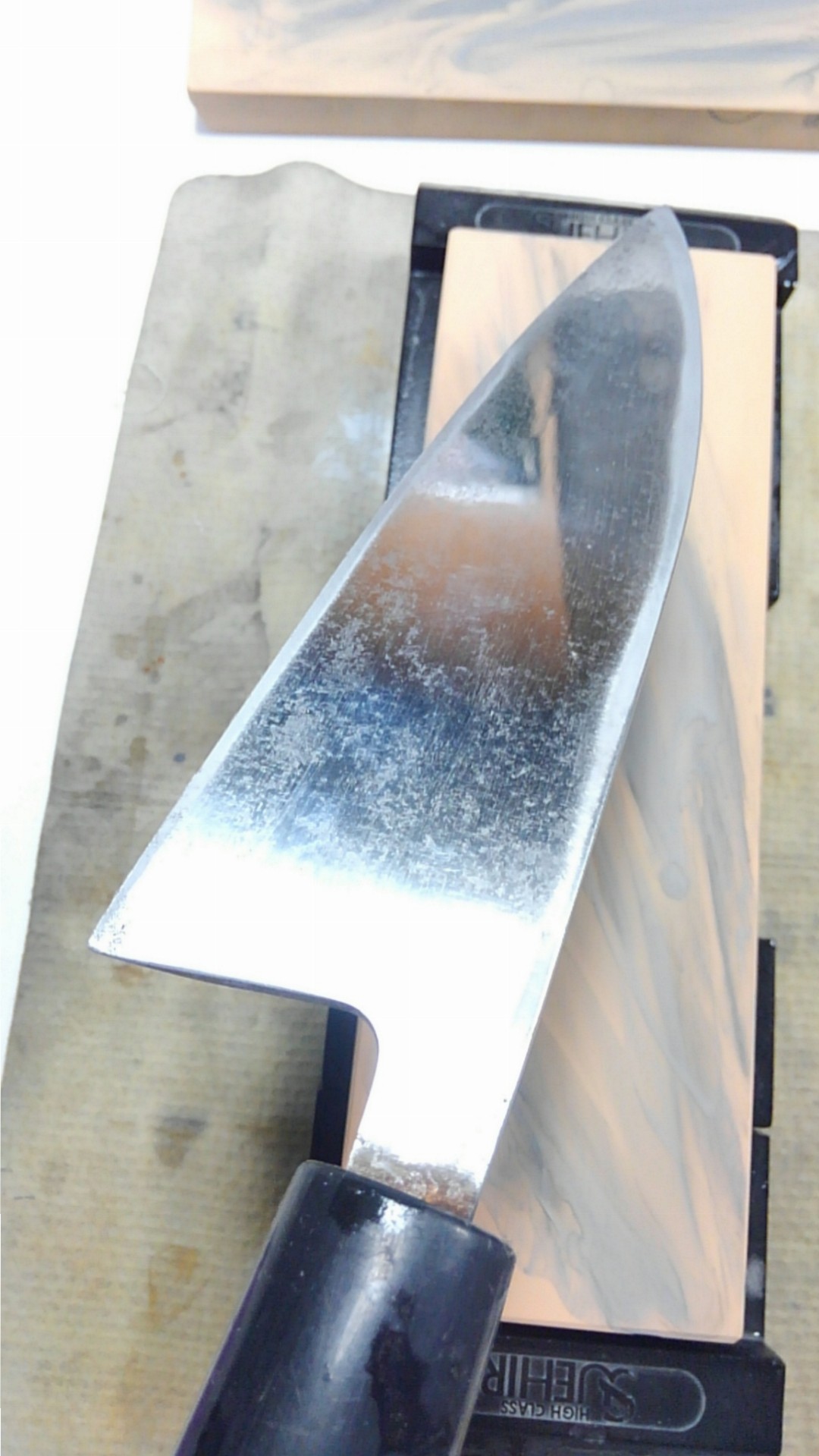
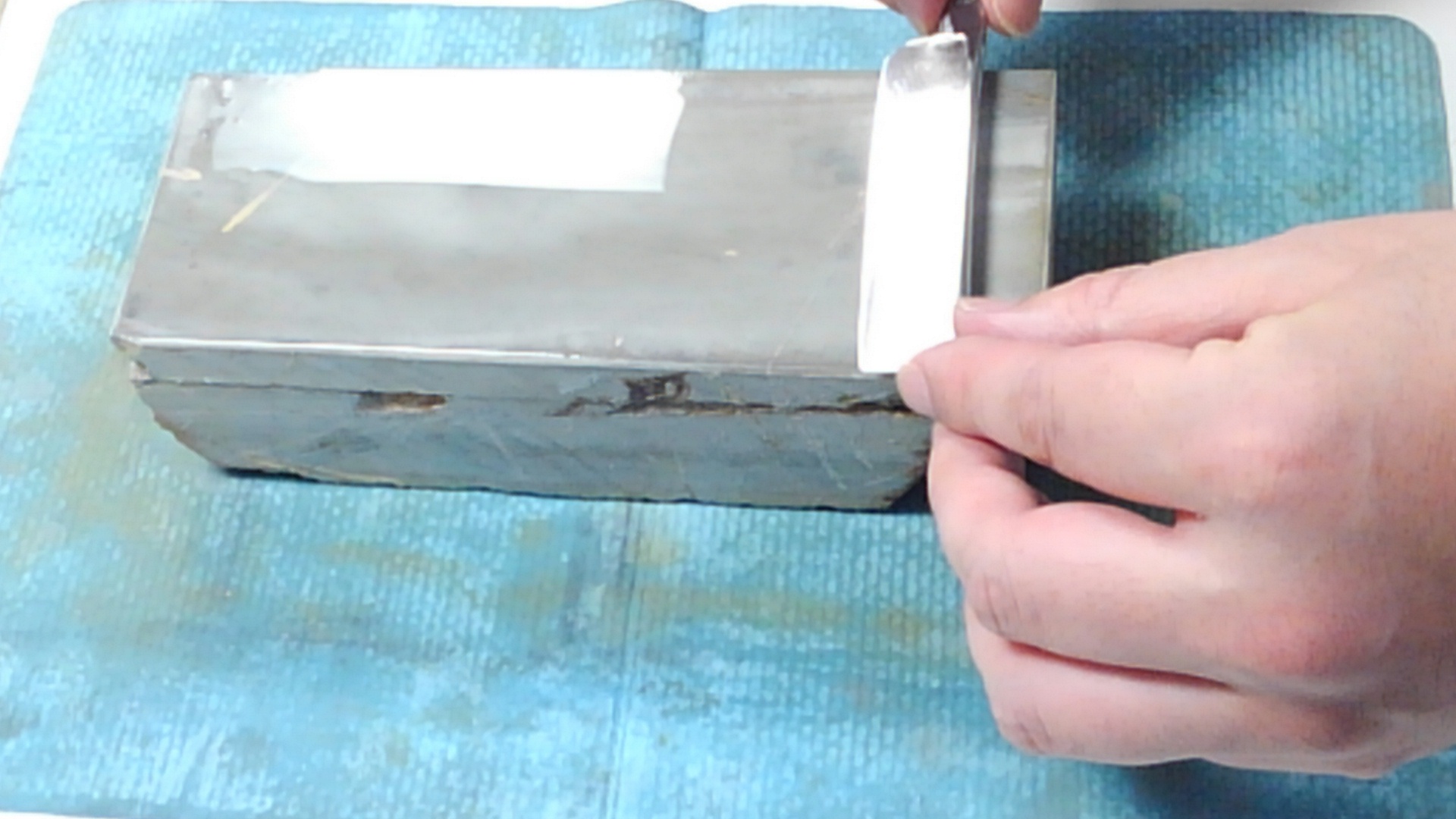
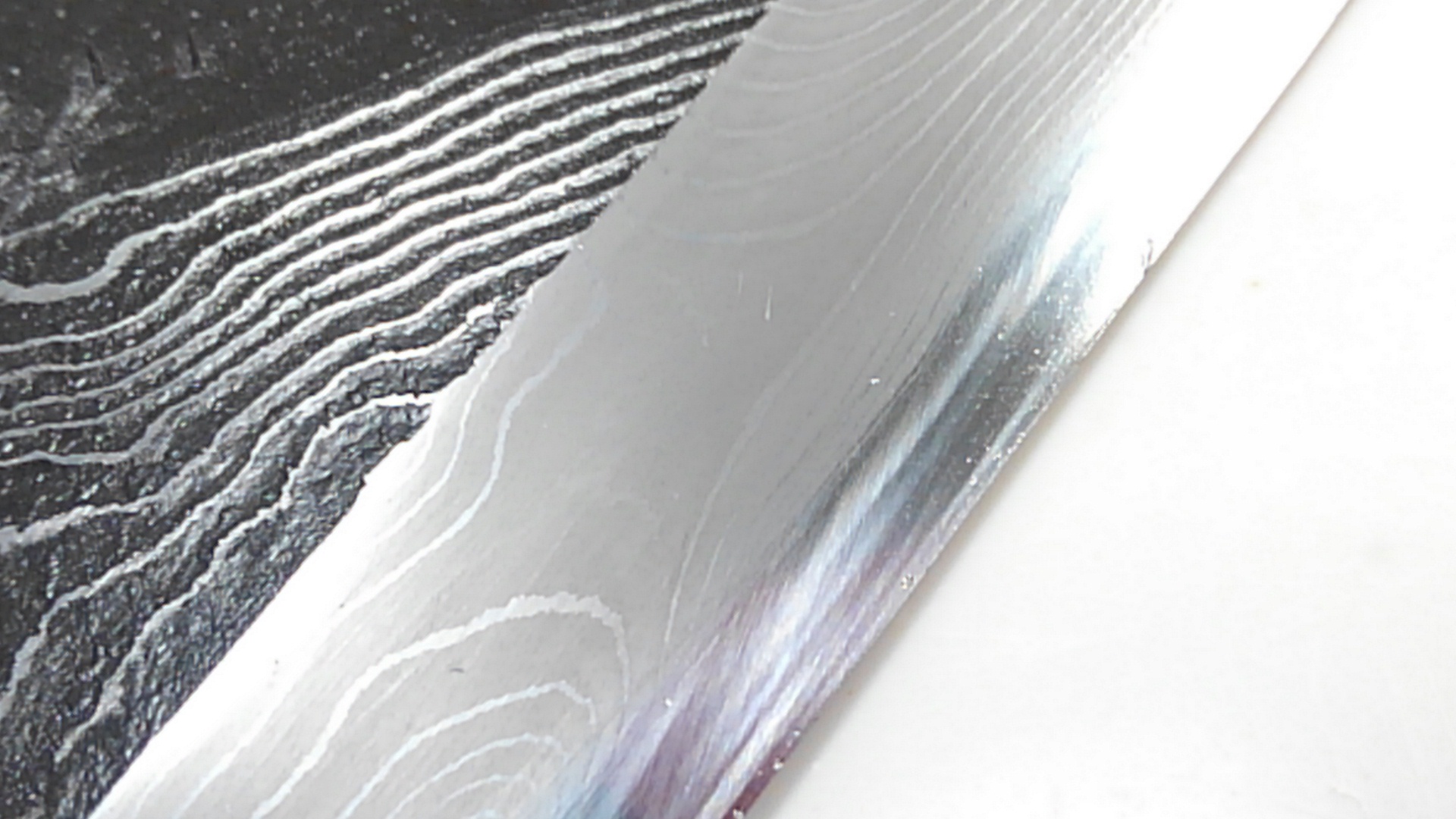
天然に移行し、説明通りの当て方・研ぎ方が出来るか試して貰います。
形状・切れに問題が無く成って来たので、この後は戸前や赤ピンなどで糸引き・裏押しの練習を。切れに違いが出る事も良く理解して頂けた事と思います。最終は、巣板の小割りで切り刃を仕上げて浅葱で刃先と裏押しで仕上げました。
今回は、大変長く様々な会話をしました。物事の概念や、抽象的な事象の捉え方などに付いての質問に答える形が多かったと思います。研ぎに直接関連する内容から、少し離れた部分・思想信条など色々ですが此処では詳細は伏せます。
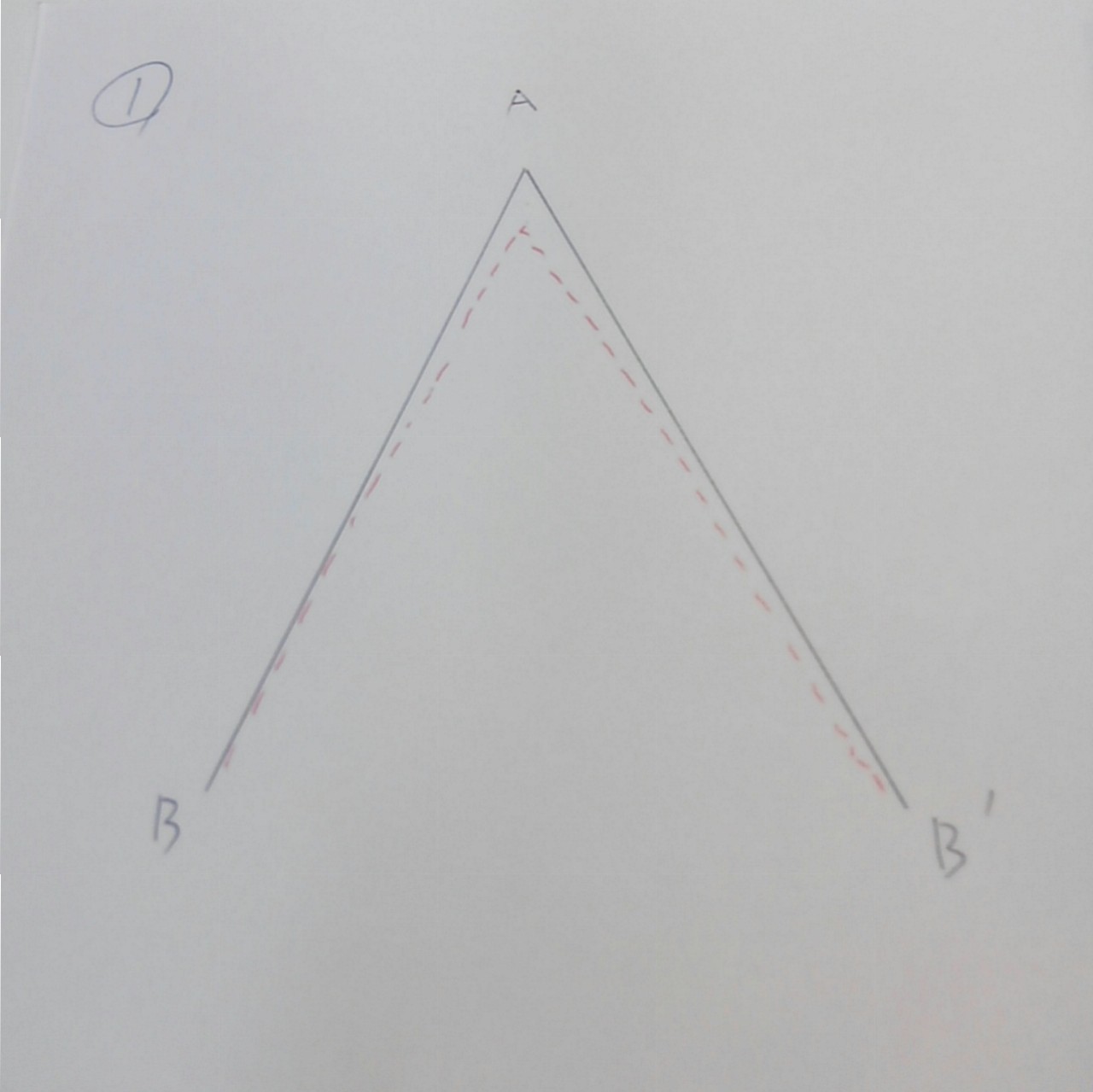
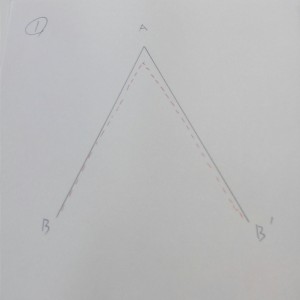
しかし、突っ込んで聞いてくれた部分には、頭を整理させられたと言うか伝え方が舌足らずだったと気付かされた部分も。下画像は、私がハマグリに付いて説明する時に言いたかった事を略図にした物です。鎬筋から先の、切り刃(両刃)と考えて下さい。
一般に、ハマグリ刃と云うと鈍角で刃先が厚い・切れないと捉えている層が存在しますが、それは①の研ぎ方しか念頭に無いからでしょう。つまり、BとB´からAに向かって砥ぎ減らしながら刃先へ向かって角度を起こしつつ(カーブを描いた点線の形状を目指して)砥いで行く。
しかし②の様に、逆にAを起点としてB・B´へ向けて厚みを抜いていく事でハマグリにする事も可能です。其の場合は、元の角度・厚みよりも薄く鋭角に仕上がるので、「ハマグリが切れない」との言説が如何にあやふやか分かろうと云う物です。
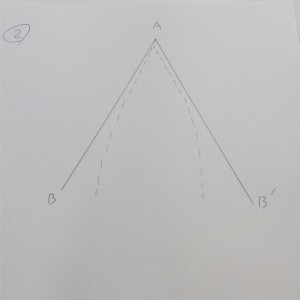
私が良く言う、「耐久性重視のハマグリ」が①であり、「切れ味優先のハマグリ」が②である訳ですが、自分で研いでいるのは複合的な形状です。
個体其々で違って来ますので、一辺倒に語れませんが基本的には切り刃全体を②の(緩い)ハマグリで研ぎ、刃先の3mm前後で①のハマグリで仕上げます。その際、切り刃も刃先も顎から切っ先に向けて鈍角から鋭角に変化を付けています。切り刃・刃先の双方に其々、最適な変化を付け分けて効果を最大限(しかし研ぎ減らす量は最小限)に狙います。
模式的には、②の上に①が載っているイメージでしょうか。切れと永切れを両立させるためにはと、研いで使って考えた結果が此の形状に成りました。汎用性の高さは抜群だと思っています。
小坊主様には、興味深い御話しの中で各分野に亘って頭の整理や内面の見直し?も出来ましたので、受講頂いた事と併せて感謝致します。少々、遠方からに成りますので度々は難しいと思いますが、御説明しました今回の内容を周辺でのボランティア研ぎに活かして頂けましたら幸いです。有難う御座いました。