少し前に、数日間を掛けて遠出をして来ました。長野の伊那を皮切りに、三条から佐渡へ。
伊那へは、削ろう会で出店するブースの手伝いで。


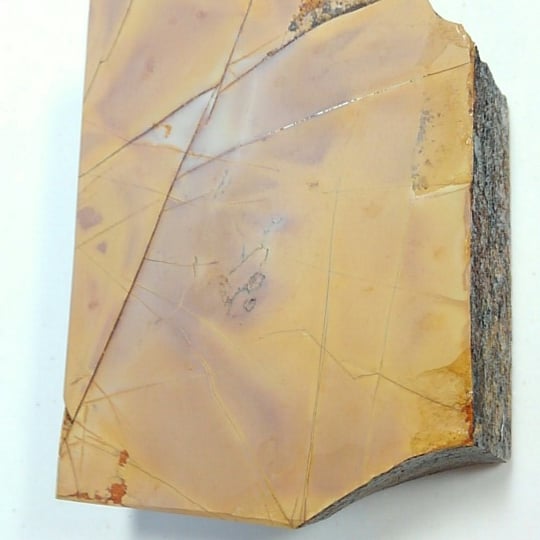
月山さんと尚さんの砥石が並んでいます。天然の田村山と人造の研承が代表的ですが、研承の方は最新のシリーズである成の御披露目でもありました。

此方は、高雄の砥石。何れも試し研ぎが可能で、興味のある方々に触って頂きました。

伊那で合流した、宮崎兄弟と車を並べて新潟へ移動。弟の桶職人、光一氏は途中で下車。三条へは兄の春生氏と到着。
翌日は、藤虎のオープンファクトリーや三条鍛冶道場を見学。その後は日野浦刃物工房で鍛冶二人の顔合わせ。以前から話をして来た通り、司さんに春生さんを紹介出来ました。
御二方とも利器材で無く、鍛え地を自ら鍛造・鍛接する所も共通点であり、若い鍛冶職人として勉強熱心な春生さんには得る物が多いのではとの御節介でした。白紙の切れを理解している同士、というのも同様ですね。

鍛冶道場には、特に過去の刃物類の展示が。
数軒の刃物製造所の作品も。味方屋も幾つか。

各種、研磨機や集塵機・コークス炉が並んでいます。


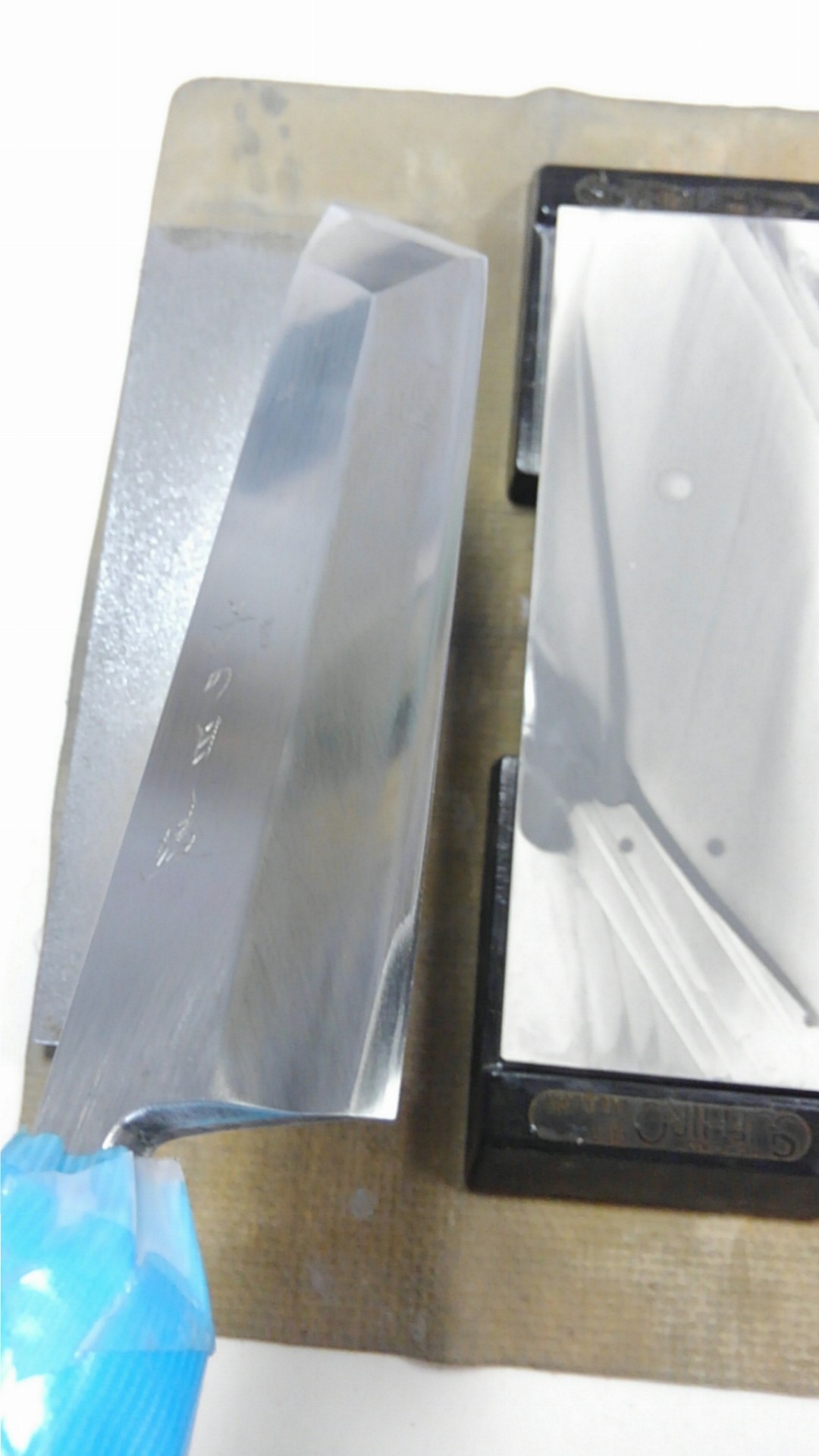
日野浦さんに挨拶し、先ずは依頼されていた黒打ち三徳を確認して貰いました。

其の後、春生さん持参の地金(錬鉄)と小だたらで作ったという玉鋼。

更に、大昔に作られたと云う玉鋼も。実際に赤めたり叩いて試して貰いたかったとの事。

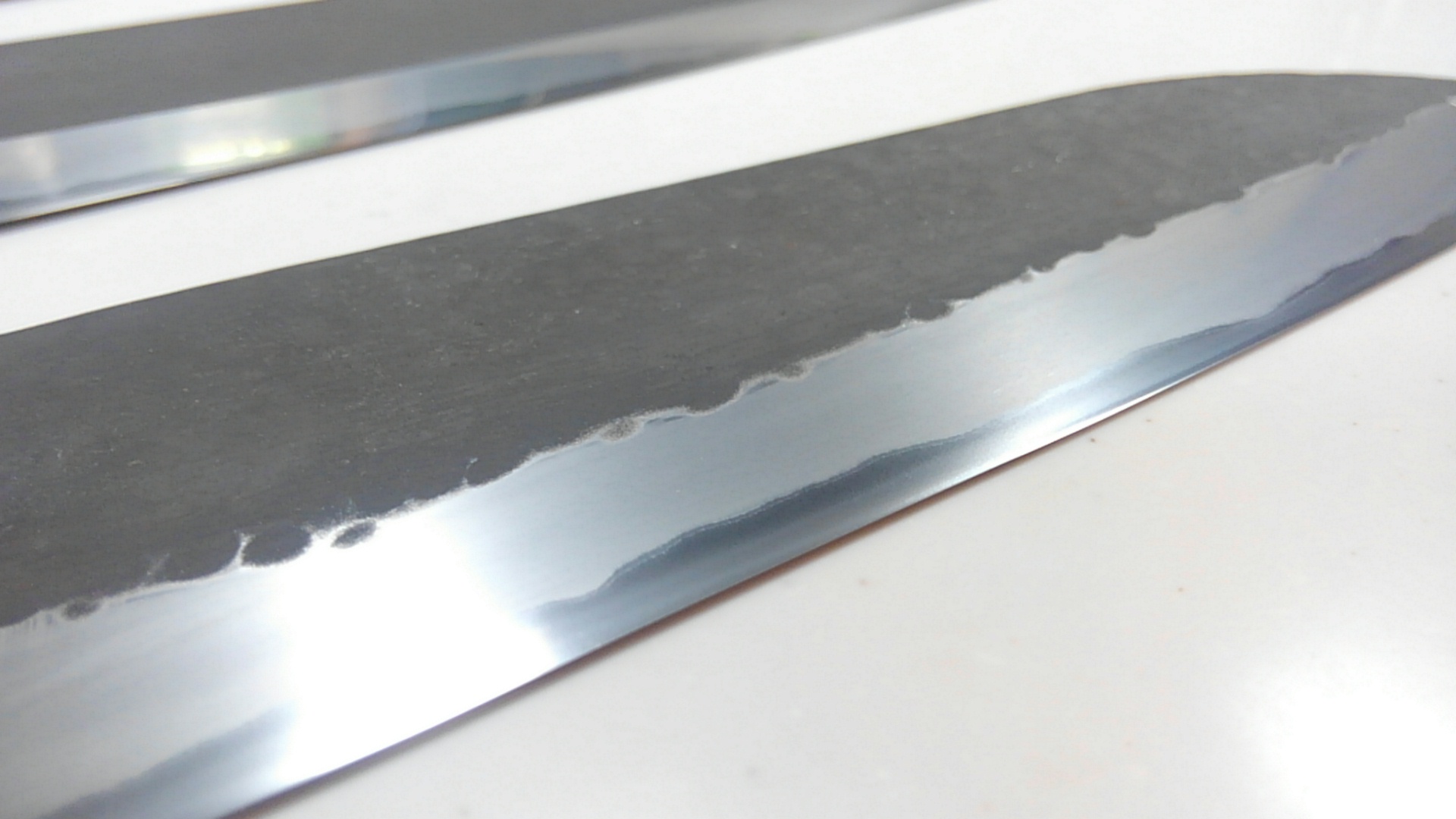
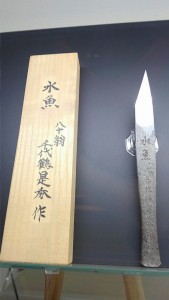
あと、作って来ていた包丁も見て貰っていましたが、かなり高評価でした。

最後は、フェリーで佐渡島へ。小木でたらい船の船頭をしている金子さんが迎えてくれ、その後も何くれと無く御世話に成りました。
到着すると、千石船の展示館で作業が出来る事になっていた様です。小木は、北前船の寄港地・造船所でも有ったそうで、海運で栄えていたのでしょう。






近くの建物にも独特な物が。元、小学校と思われる役場として使われていた展示館と、宝物庫?と言うべきか重要な文書や道具類を納める収蔵庫。側面に幾つも、通気口と目される出っ張りが有りました。

此の辺りは、伝統的に板屋根に石の重しが多い様です。

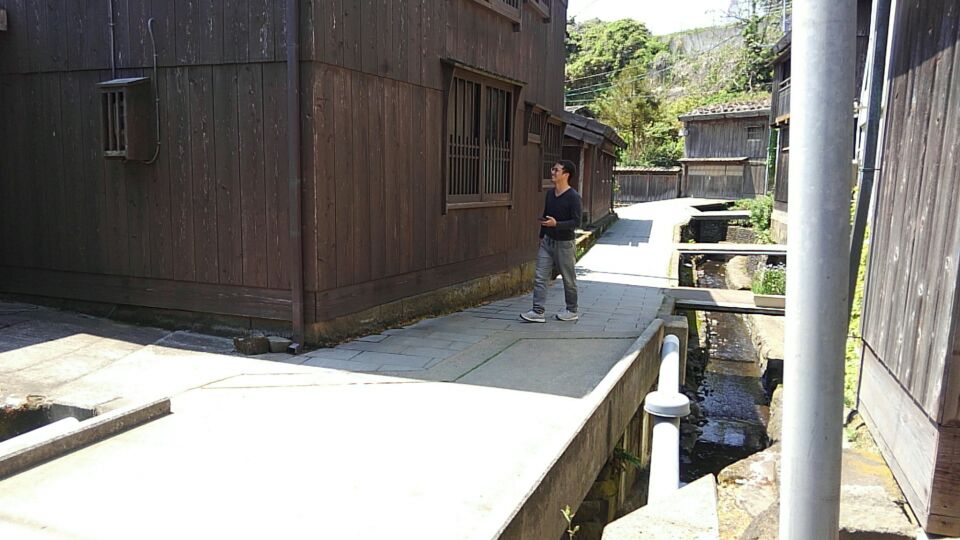
海辺には小さな集落が有りますが、水路に沿って少し迷路みたいです。


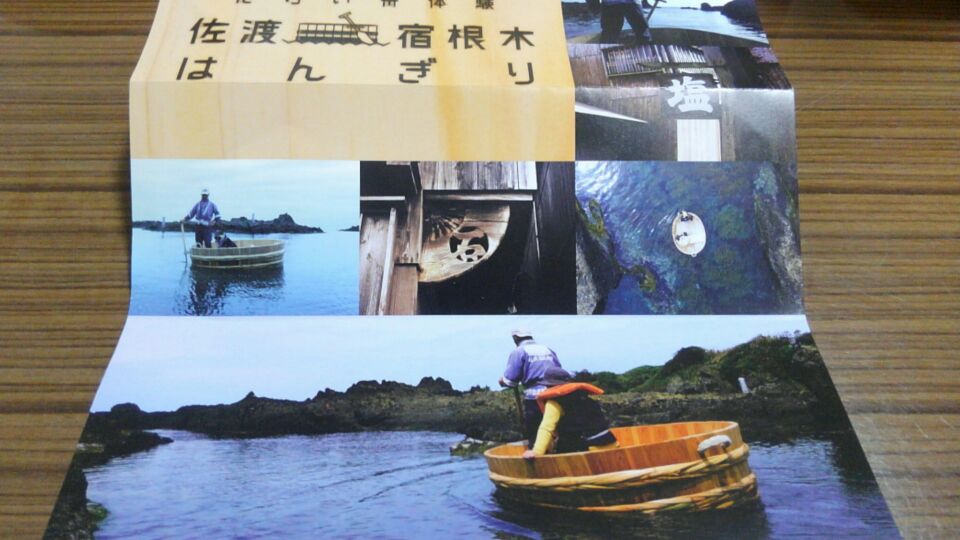
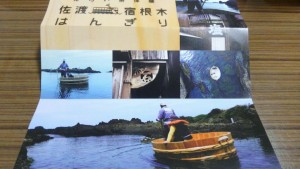
佐渡では、たらい船に乗れる場所が幾つか有りますが、景観・乗船時間・回遊距離で断トツなのは宿根木らしいです。
千数百年前?でしたか、火山の噴火で海底が盛り上がり、従来の船では底が閊える様に成ったのがたらい船の発祥とか。水深が浅く、入り組んだ入り江を移動するには予想以上に重宝しそうでした。速度も想像以上でしたし、漕ぎ手の他に三人以上の人間も乗れます。







徳島の樽職人である原田師弟と宮崎兄弟、その御尊父・御母堂に加えてきしな屋の岸菜さんで分担をしつつ作業が進みます。父上は和船のプロジェクトを企画したり五島列島で自給自足を目指したりと、バイタリティー溢れる方ですが、それは作業中も遺憾なく発揮。私も今回のイベントに御招き頂けて感謝です。
先ずは、樽の底板・側面になる杉材の削りが続きます。



正直台と言いましたか、材の方を乗せて動かす方式の大きな鉋です。


鉋掛けは少し試す程度でしたが、それよりは役に立ったかなと思われるのは、此の竹釘作りです。日野浦さんの刃物も持参しました。他の方にも使って見て貰ったり。


あと、タガを作る為に必要な竹も切りに向かいます。余り肉厚で無く、しなやかな質の竹であり昔から上物として出荷されて来たのも頷けるとか。



私と春生さんは、此の辺りまでで帰途に就いたのですが、作業は三十石の樽の完成まで続けられます。無事の成功を祈ります。
今回、数日に渡る貴重な体験をさせて頂けて、本当に有難く思っております。御世話に成った皆さんに感謝致します。