
表 全体像

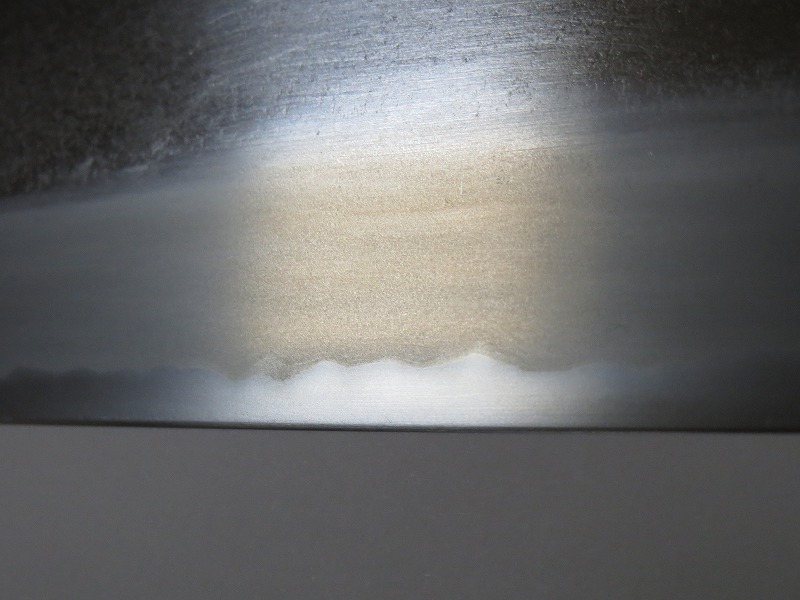
表・刃部 アップ
裏 前方画像

表・刃先 拡大画像
裏・刃先 拡大画像

前回の利器材使用麺切りの研ぎ後、改善して欲しい旨、連絡がありました。曰く、①切り込みで滑る・②抵抗がある・③包丁の進む方向がばらつく・④特に刃が右に逸れていく、等でした。
上記の要因として考えられるのは、①もしも、1本目の包丁に比べてであるとすると、伝統的な鍛造品と利器材使用品の違いも有るでしょう。これまでも、良く出来た鍛造品の方が組織の細かさ・締まり方ともに優れている印象があります。そこから鋭利さや長切れも違って来易い様です。②については、研磨中に硬度に対してやや粘りが少ない感じを受けたので、1本目よりも長切れし易い小刃にしたのが影響したかも知れません。③と④に対する考察ですが、まず依頼に於いて、初期刃付けの機械研ぎの研磨痕を消す事が含まれていました。そこで、表は通常通りとし、裏は刃金を含む地金の一部(当たった部分は2.5~3.5㎝幅)を平面度合いを増しながら摺り合わせをしました。この為、それ以外の範囲と僅かとは言え厚みと、平面精度に違いが出た事は考えられます。そこで、蕎麦を切る段になって駒板の枕に包丁を押しつけて切り始めると、摺り合わせた面とそこから上の面で角度が変わり、極端に言えば刃先が「く」の字に麺帯に入る事になったのでしょう。蕎麦を仕上げる例として、1.8㎜×8枚・2㎜×8枚・1.5㎜×112枚・1.7㎜×12枚の範囲があり、それに加えて駒板の枕は28㎜との事ですから、このパターンでは、少なくとも合計約50㎜の範囲は面が一律で無いといけない計算になります。
麺切りの裏の面積は、和包丁としては最大級と思いますが、これを平面精度に気を付けながら全面摺り合わせるとなると、膨大な手間暇と費用が掛かります。ですので、初回の仕様を提案しての結果だったのですが、他に片刃和包丁が右に切り進む現象の理由はあり得ないので、今回は70㎜の範囲で摺り合わせてみました。後、気になったのは平の厚みが違う事です。数字的にはしのぎの部分で計ると、先が1.8~1.9㎜、中央が2.2~2.3㎜、元が2.0㎜ほどでした。平を整形し直すのなら、製造元の方へ依頼すべきですし、無理に切り刃だけ合わせに行くと、しのぎが崩れます。そこで、小割した砥石で切り刃の中だけをある程度揃えておきました。最後に小刃は、折角裏を整えたので、其れを活かす為に表よりも鋭角ながらも幅を狭く仕上げました。加えて、表も前回よりは鋭角にしてあります。
これで考えられる範囲、対応出来る範囲で最大限希望に添う形だと思われますが、もしもまだ不満が出る様であれば、適切な対応を取らせて頂きますとお伝えしました。
砥石についてですが、より切れ込み感が強い方が良いのかと、千枚系の砥石に同じ系統の共名倉で仕上げました。とは言え、カミソリ砥クラスに次ぐ細かく滑らかな刃先なので、使用感も何ら劣る事は無いと思います。