ごく最近、手に入れた砥石達が研磨力・仕上がり・切れ共に狙い通りの性能を見せてくれ、助かっています。それに勢い付いて、以前からじわじわ修正していた柳を仕上げました。
白紙二号の合わせの包丁ですが、新品から下ろし立ては、鋼がやや硬めの焼き加減で欠け易い傾向が見られた為、切り刃全体から、特に刃先周辺にアールのきついハマグリ刃としていました。少しずつ使いながら研ぎ進めて来たところ、大分欠け難くなったのでアールを緩くしようと思いつつも、カンパチみたいな相手以外では走りや抜けに不満が無いので刃先の切れに頼って過ごしていました。
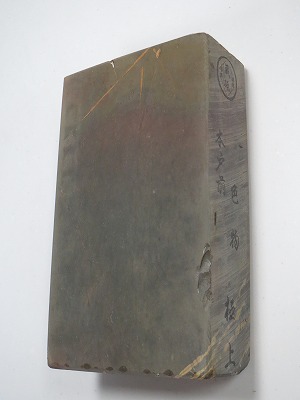
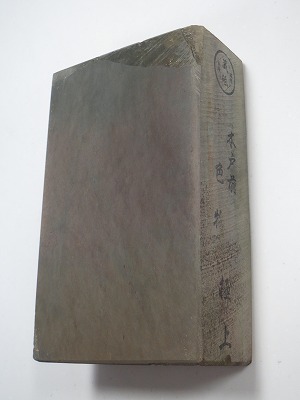
そこで今回、鋼を良く下ろす巣板が来てくれたので楽に修正出来ると踏んで、砥石の性格を見極めるのも兼ねて研いでみました。
先ずは之までの状態です(前回の研ぎ以来、刺身を数回引いています)。巣板で形を整えた後、刃金を千枚で仕上げ、切り刃は此方も小割りした1cm程の千枚で均し研ぎです。
(丸尾山産の砥石の中で、特に「切れ・刃持ち・錆びにくさ」を高いレベルで兼ね備えているので、使用後に毎回研ぐつもりの包丁以外は千枚仕上げにする事が多いです。或いは更に硬く細かい砥石で・・・。刃金との相性が優先ですが、錆び・変色が出難いし、付いたとしてもスポンジに、クリームクレンザーを薄く伸ばして洗えば落ち易くもあります)
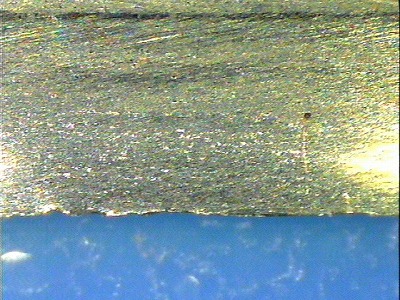
刃体全体画像です。

上画像の刃部のアップです。やはり光り系の合砥で研がれた刃金ならではの艶ですね。刃先周辺には、かなり角度が付いているのが分かると思います。

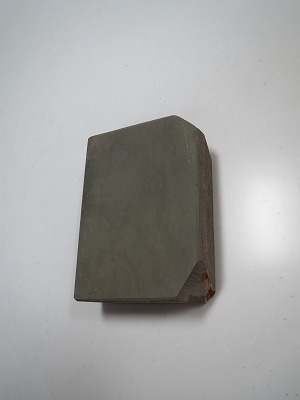
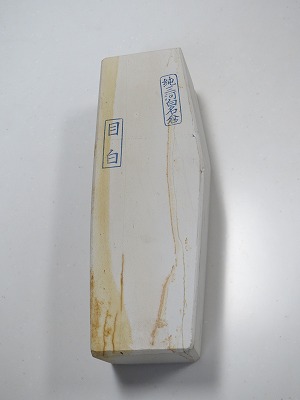
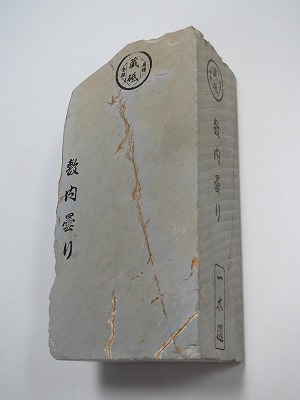
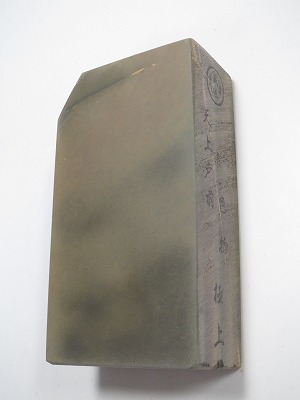
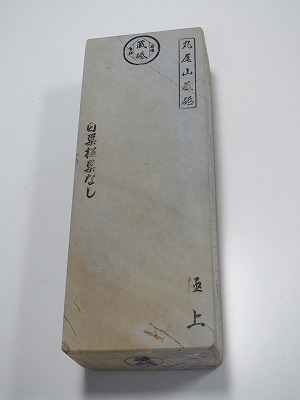
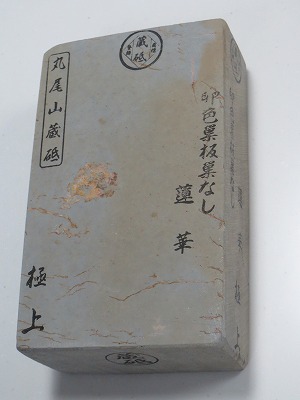
次に修正に使用した砥石とその結果です。刃金・地金共に白巣板(40型とコッパ)で整形し、刃金は敷内曇り(コッパ)で仕上げました。地金は同じく小割りした千枚です。(因みに裏押しは当たりの柔らかな細かめの合さです。)



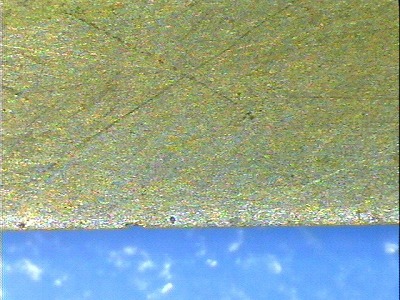
修正後、刃体全体画像です。

上画像の刃部のアップです。修正前に比べて刃先の角度変化が緩くなっています。刃金の仕上がりは光り気味の千枚に比べて、やはり曇り加減の艶になっています。

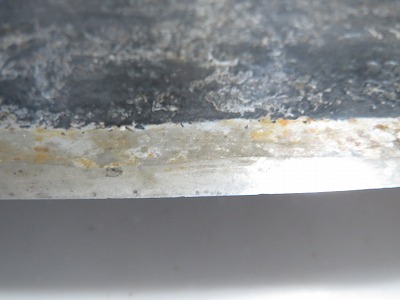
光りの当て方を変えると、こんな感じです。

その後、ちゃんとカンパチの切り身を削ぎ切り・平造りする事によって、刃先の切れ以外の問題点、走りや抜けが改善されている事も確認出来ました。

勿論、食べても見ましたが味・香りの双方で、天然仕上げ砥石と炭素鋼和包丁の組み合わせが、ほぼ全ての食材に対して最良なのは間違い無さそうです(鉄を腐食させる成分を多く含む食材には不適な場合も有り)。その上で、包丁その物が対象の組織を傷めない事(切断面を荒らさない一定以上の細かい刃先や研ぎ肌・切り進んでも、切断面周囲へ余分な圧力を掛けない形状)が重要で、更に切る技術が伴えば、ベストな条件を揃えられると思います。