この土日に、新潟県は三条の日野浦さんの工房で鍛冶仕事の説明・指導を受けて来ました。前回は松阪の月山さんと二人でしたが都合が付かないとの事で、少し緊張気味に一人で向かいました。
行ってみると、地域の工房や工場で受け入れが行われている、若い人材(遠方出身)の一人が通いの内弟子状態でいらっしゃいました。今回は彼が相方として共に指導を受けつつ作業を進める流れに。
一年を超える期間、日野浦刃物工房で幾つかの工程を任されている訳ですから頼りにもなり、実際手本を示して貰ったり加工をして貰う場面も。
以下は備忘録も兼ねてですが、良い仕上がりを求めると鍛冶仕事はこれだけ手間暇かかるという事が伝わればとの思いから、長めの記載となります。(それでも全部は載せ切れていません)
作業内容は、地金(極軟鋼・極軟鉄・軟鉄)に刃金(高炭素鋼・鋼・鋼鉄)を割り込ませる手法です。これが割り込み。
一般に、割り込みと表示されている殆どは地金(一部は軟鉄、大半は積み重ねたニッケルやステンレスや銅)に刃金を挟んだ状態で製造された、鋼材メーカーが御膳立てした物です。希にコの字断面の地金も有りますが。
これは利器材(クラッド材・クラッド鋼)と呼びます。例え刃物製品に本割り込みと表示が有っても。基本的に、厚く広い面積の鋼材同士を高温で接合し、圧延で伸ばすので一度に多く造れます。
他に、二枚の地金と一枚の刃金を手作業で鍛接した本来の三枚(三枚打ち)が有りますが、「三枚」の名称も「割り込み」と同じく伝統的な作り方を守っている鍛冶が居る限り、大量生産の「三層利器材」とは名称を分けるべきでしょうね。
私は三層(多層)利器材も認めていますが、少なくとも利器材が総ての鍛接品(付け鋼)を切れ・永切れ・研ぎ易さで凌駕していない内から、本流や伝統製法の継承者を連想させる表現をするのには疑問を禁じ得ません。因みに、日野浦さんの工房でも味方屋作包丁は利器材使用ですが、きちんと鍛造の上で水焼き入れされています。

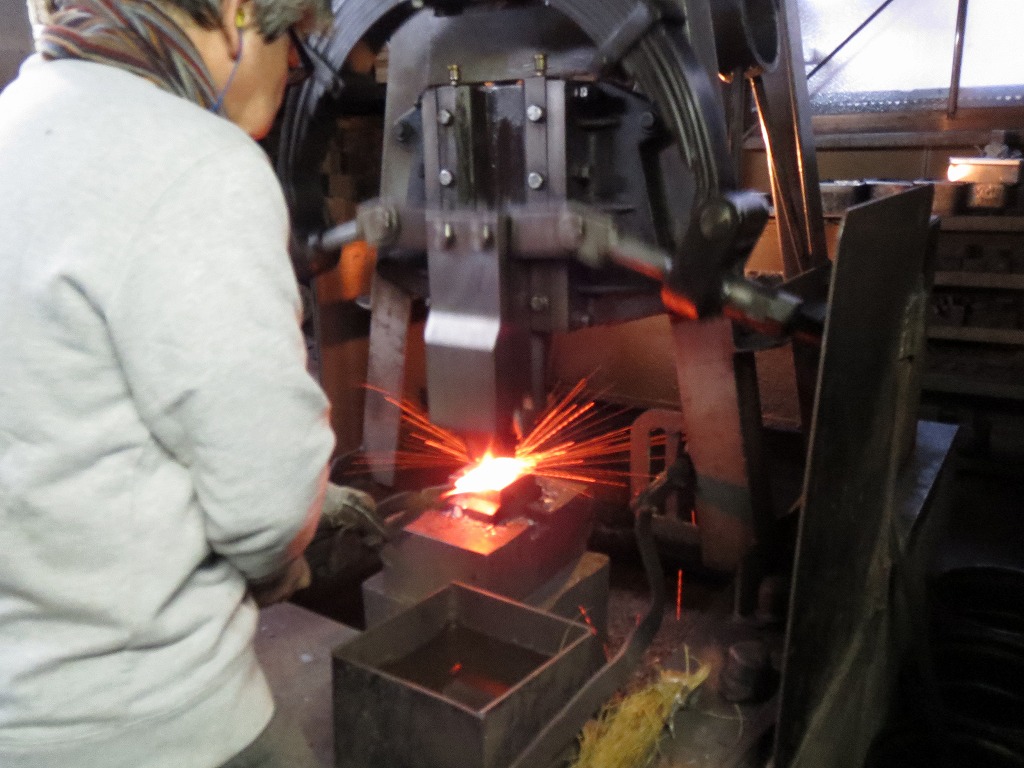
先ずは、割り込みに使う地金(分厚いごろっとした形状の軟鉄)を赤めます。

半分程を、スプリングハンマーで叩き伸ばします。
通常この後は鏨を使って、そのまま割るのだと思いますが、特別に二人一組の向こう鎚で割ります。

ハンマーのヘッド?を包丁用に(厚物用⇒薄物用に)交換。

伸ばした方を持ち手に、反対側のゴツイままの方に鏨を当てて叩きます。この工程は、油圧などの動力で押し込んでも割れて行かないそうで、実際、小ぶりな金槌でも十分割れます。
(圧延と鎚打ちの違いは、此処にも現れる様です。炭化物を微細化するだけならとても薄く迄、圧延しても良いが組織内での分布に一定の流れが出来易いそうです。やはり衝撃による効果と同一と迄は行かないですね。)

問題は、鏨の当て方で均等になってくれないと修正可能な範囲からの逸脱も有り得ます。しかし、如何にも鍛冶仕事らしくて楽しい工程でもあります。当然、鑿の頭を的確に叩けなくても進む方向がずれる原因になります。

幸い私も相方も、交代しつつ互いの品物をやってみましたが修正で事無きを得ました。間に挟む鋼材(刃金になる)の寸法が収まる位に割れると、次に進みます。

白紙二号の薄めの鋼材を、地金の寸法に合わせて切断。

赤めた地金の間に鍛接材を振り、間に白紙、更に上から鍛接材。
鍛接剤は、刃物の素材・加工方法等が違えば最適な成分が変わります。鍛冶其々が見つけるしか無いとの事。

それを軽く叩いて形状を馴染ませます。

再度赤めて手打ちで、空気を押し出す要領で接合です。顎の付近が不十分になり易い様で、叩き進める向きが悪いと他の部分でも鍛接不良に。

スプリングハンマーで本格的に伸ばして行きます。これまた、叩き始める場所と順番、方向性と裏表の頃合い、温度管理(合計数セット叩く内に、手順に則って温度を上下させる)が確立されています。

言われた通り、見た通りにやってみますが不備の指摘は免れません。しかし、相方の叩き方は流石に安定性・正確性で上回っていました。

次は込みの部分を赤めて。

柄に入る部分を叩き伸ばします。

過去に幾つか見た映像の記憶から、操作の違いについて等、尋ねる事に即答して頂けるのは最高の条件での指導ですね。教導役としてはペースが上がらない事、夥しかったでしょうが。

ほぼ、中子の部分が出来ました。本焼き包丁の特徴の一つは、刃先が対象に触れている感触を良く柄まで伝える事だと思いますが、司作三徳はそれに近い印象です。
鋼の仕上がりから来る物と思っていましたが、作業を実際に見てみると、込み(中子)の造形の影響も有りそうだと感じました。

歪み取りをして、一段落です。

この時点での二人の品物とゲージ。顎の寸法が不十分ですね。双方が指摘された部分でした。
因みに、下が私の方だった筈。当然、最終的に日野浦さんの手直しが入っての状態。

ゲージに合わせて罫引き、はみ出た部分を落とします。火造り(鍛造)が正確である程、落とす所は少なくて済む理屈です。

其の上でのグラインダー。罫書き線まで削ります。

込みやマチの整形。

ゲージより長い部分の中子の切断。

中子の整形。

顎からマチまで、そして峰の角を丸めます。




ここでも歪み取りです。ほんとはもう少し色んな各段階で、歪み取りは行われています。

鍛造時に掛かったストレス(残留応力)を抜く為、焼きなましを行いました。通常、長時間掛けて徐冷する灰なましが有名ですが、同様の効果を上げる方法は有るからとの事で安心。

焼き入れ時には焼き刃土と言うか、平たく言えば各種配合済の「泥」を塗るのですが。酸化被膜や手指の油分などが付いていると塗布に斑が出来たり、部分的に冷却速度に差が付いたりします。
そこで、ショットブラストで下処理です。隣のビーズで無く、鉄粉だったかと思います。

いよいよ焼き入れの準備です。今回はコークスの方の炉を使わせて頂いていますが、種類別(熱源)に其々の長短が有るそうです。細かい説明も御聞きしましたが、その利点を生かすための操作も有る訳です。
コークスでの焼き入れの際は、鍛造段階とは異なる量・形状・ブロワーの加減が有り、かなりその項目を満たした状態でやらせて貰えました。よく、面倒がらずに・・・と思いますが、悪い出来に成るのが見ていられない様です。時々入る手直しも、無意識に本気の手順になってしまう模様。
焼き入れの御膳立てから、色味の確認までして頂き。

焼き入れ(水冷)は自分の手でさせて頂きました。目立つ歪みも無く成功っぽいです。直後に、焼き戻し(炙りの方法)でやや硬めに仕立てて貰えました。
日野浦さんも思わず「やっぱりこうやって、一丁づつやってくのは面白いな」と。普段の計算し尽くされた、合理的な作業の充実感とは違った感覚が、懐かしかったのかも知れません。眼前の初心者の試行錯誤を通して見えた、嘗て感じていたであろうドキドキやワクワク、或いは迷い・工程の揺らぎでさえ。
修正や準備で、余計な手間を掛けさせたり心配させたりも、あながち悪い事ばかりでは無かったのかも。僭越ながら、楽しんで貰えた部分も在ったとしたら望外の幸せで、申し訳無さも幾分和らぎます。

焼き入れで残った泥を、ブラシで落とします。

最終確認での歪み取り。私の分は、スプリングハンマーでの叩き斑があり、真っ直ぐ完璧を目指すには限界が有った様です。手間を掛けさせてしまいました。

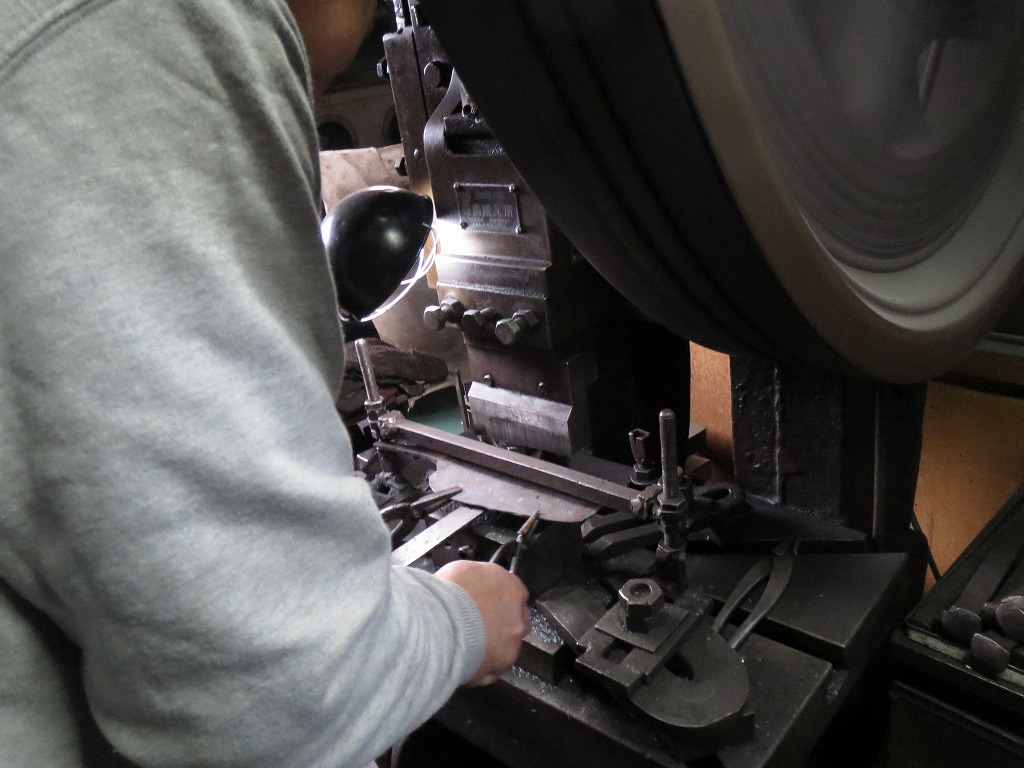
時間が押していたので、砥ぎ下ろしは担当して頂きました。
相方は、隣の縦回りの大きな水研ぎ機で格闘中。二本とも、かなり元厚を残した仕上がりで型を使っての刃付けが出来ず、フリーハンドで進める事に。

仕上がりです。後は切り刃を研いで、柄を付ければ完成です。鍛接不良も硬度不足も見受けられないので、使える刃物に成ってくれました。
本来は、新潟の「鍛冶道場」などにて経験を積むべきです。そこでは、初心者レベルで数回体験した後に中級者に進むコースが確立されています。私も、「完璧に鍛冶仕事を会得したい」とか「とにかく独力で最後まで刃物を作ってみたい」との思いであれば、その手順を無視する事は無かったでしょう。
二度目にして合わせの鋼付けから、行き成り割り込みの鋼付けに背伸びしたのも、希少な機会に少しでも見識を広めようとしたまでで、決して「合わせは会得した」とか「簡単だったから次に」との認識からでは有りません。
良い刃物の条件・それを作る作業工程・必要な知識や経験(鍛造・冶金・熱処理)を確認し、勉強したかっただけです。司作の刃金に満足しているからと言い換えても良いですが、自らそれに並ぼうとか超えようとは思い難かったからです。もしも満足していなければ、我こそはと自惚れられたかも知れません。
再び一泊二日で御面倒をお掛けしましたが、私が理解を深めてその結果、仕事や活動を通じて現代でも尚、高品質な鋼付けは有用であり、その性能と価値が広く知られる様に成ればと賛同を得られたが故です。偶然、相前後して海外から問い合わせが有りましたが、包丁の内容と研ぎの如何によって雲泥の差が出る事が理解され、伝わってくれれば嬉しく思います。
御付き合い頂いた御二方には只々、感謝です。御家族様にも御協力下さいました事、重ねて御礼申し上げます。有難う御座いました。































































































{kind=link}
{kind=link}