検査二回目は前回記載した、11月頃に導入される最新型の機材とは別件で、事前にサンプルを送って元素分析と酸化物について調べて貰う形の物です。
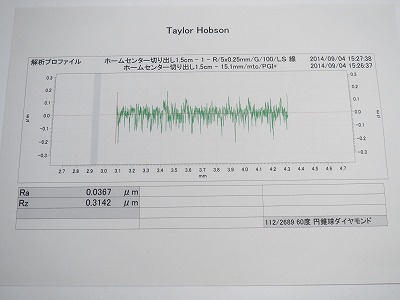
以前から興味を持っていた天然砥石の錆に対する利点を確認し、その理由を探る為に表面の酸化物の厚みや、砥石と鋼材との間で成分の結合などで組成が変化していないかを検査出来ます。対比の為に、人造砥石で研いだ物と天然砥石で研いだ物が必要になる訳ですが、天然の方は前回準備したサンプルで問題無い様なので、人造のサンプルとして1200、6000、8000番で仕上げました。今回はこの内、8000番を使い、天然の合砥仕上げと比較します。
1200番(数年前の物)と1000番 (二十年ほど前の物)

8000番と6000番(双方、数年前の物)

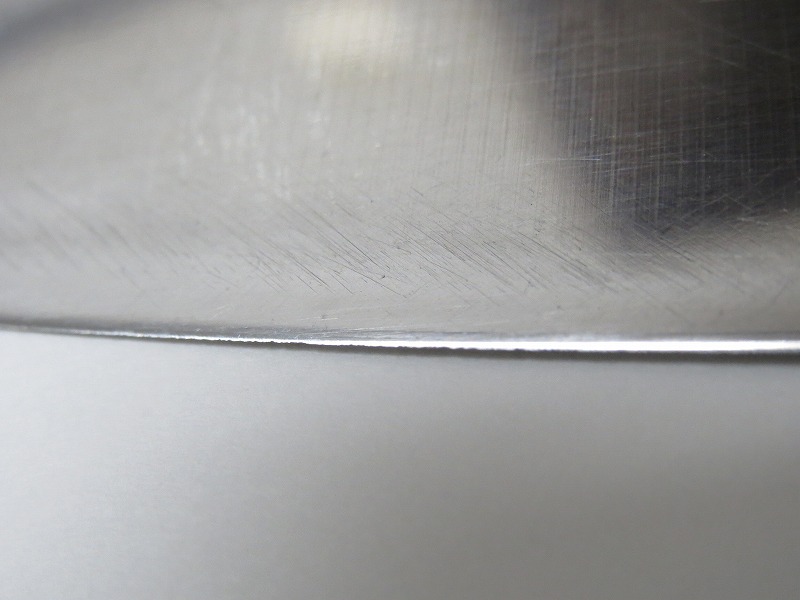
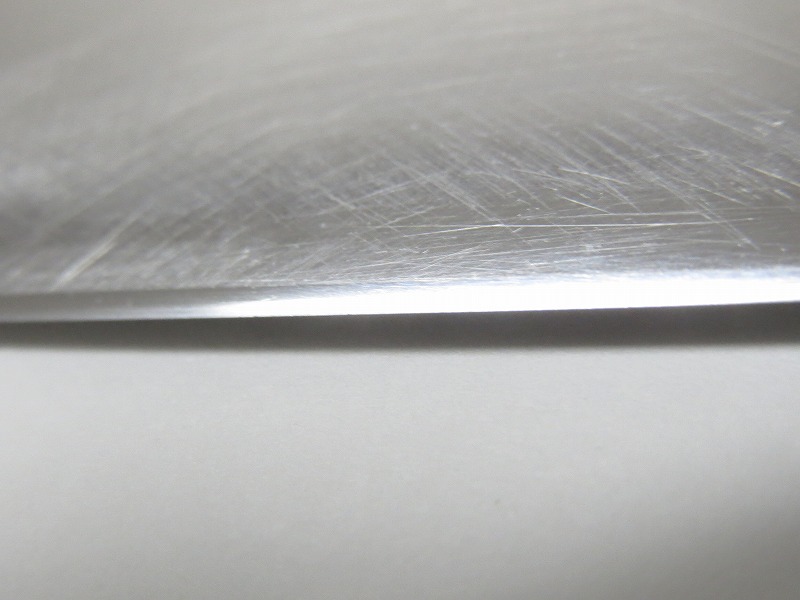
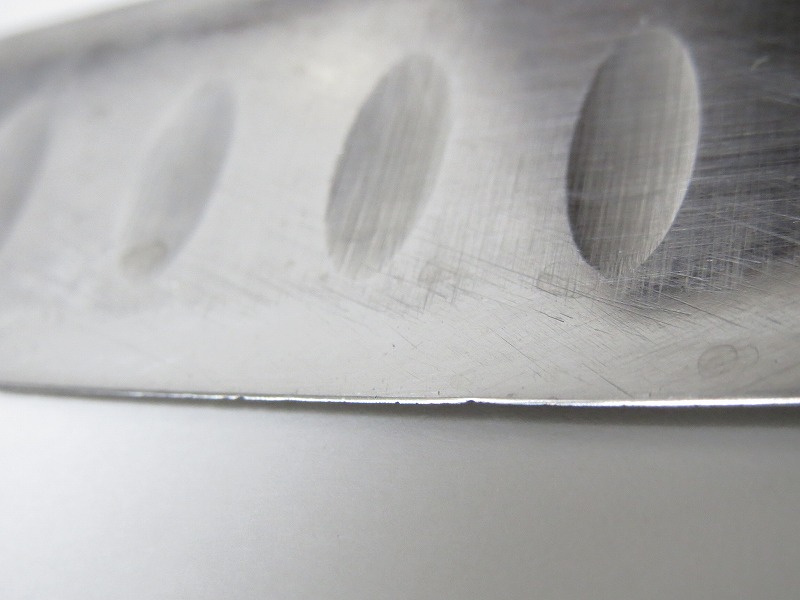
右から1200番、6000番、8000番仕上げの表(刃金側)

同じく1200番、6000番、8000番仕上げの裏(地金側)

参考までに、十年ほど前の6000番と二十年ほど前の8000番ですが、色味は現行の物と逆に見えますね。こちらの8000番の方がやや細かく研げる様なので、以前日大の先生から依頼された研究用サンプルは現行品は使いませんでした。しかし今回は月山さんの案により現行品を選択しました。

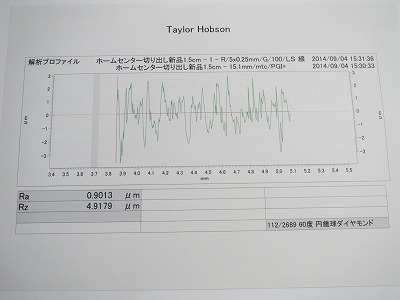
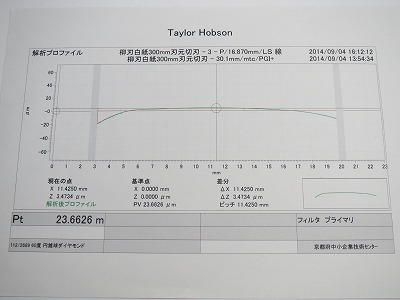
6000番・8000番共に久々の使用となりましたが、どうも思っていたよりピカピカに成りにくかった感じがしました(特に地金側)。前段の傷が消えきっていないのかとも考えましたが、研ぐ方向を数回、直交させて一面に揃う程度には確認したので、最低限はクリアできたとして良いでしょう。これらを月末までに送れば十月上旬には調べて貰える事と思います。之までの、形状的な研ぎのチェックと並んで、同じくらい重視してきた天然砥石を使う意義を証明出来る事を願っています。