昨日、三重の月山さんと共に京都府中小企業技術センターにて、本番の検査の初回を行ってきました。
目的は、それぞれが研いだ刃物の形状が、狙い通り正確に仕上がっているかの確認。もう一つは研ぎ前の刃物の状態(購入したまま、吊しの状態)から研磨を施した状態との違い(形状・研磨面の粗度)を、画像・センサーにより数値的に比較する事です。
以上により、新品が最良の状態。又、研ぎはどのように行っても違いは無い。といった誤解や理解不足から来る一般的な認識を払拭するに足る根拠が得られると考えています。研ぎの必要性とその精度(合目的的な形状)の重要性が再認識、或いは初認識されればと思います。



これは膨大な時間を要する為、現実的には使いにくい様です。




これは形状的に厚みの無い試料では精度が出しにくい様です。
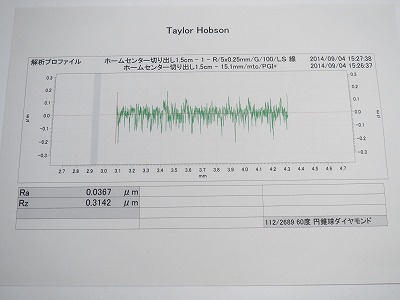
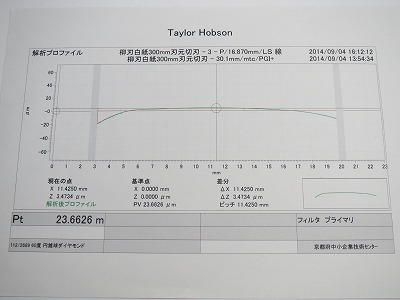
そこで、お馴染みの曲面微細形状測定システム


上画像による
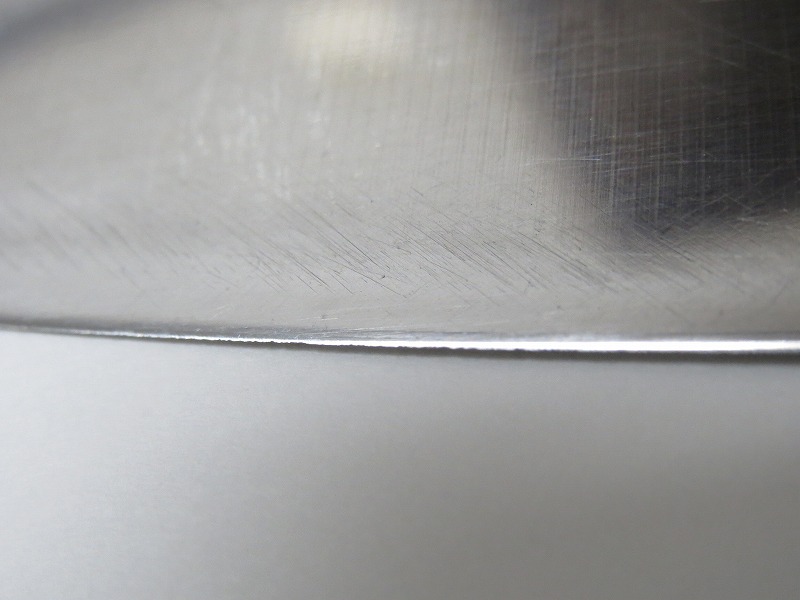
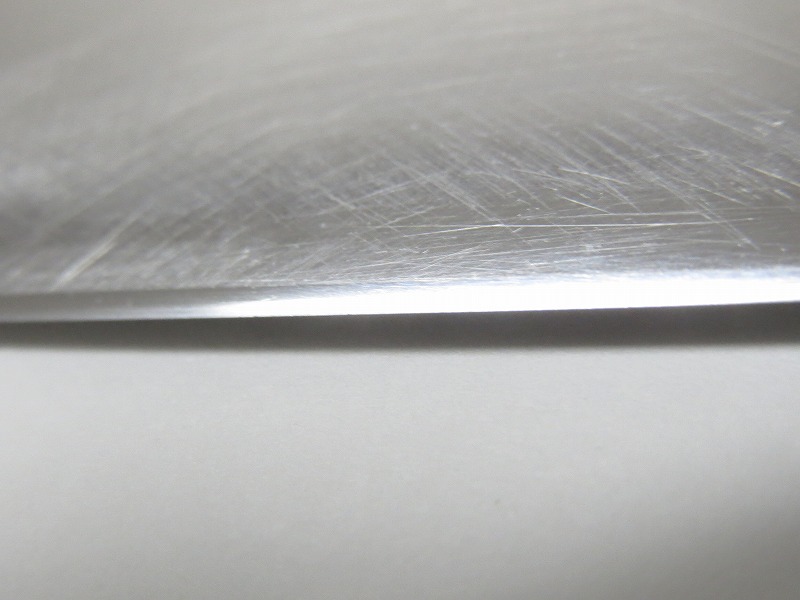
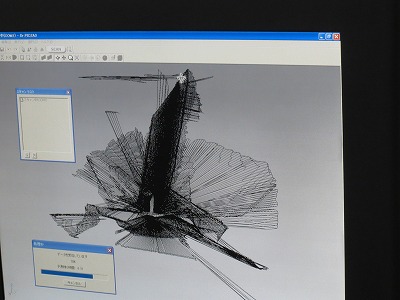
切り出しの研磨の前後比較
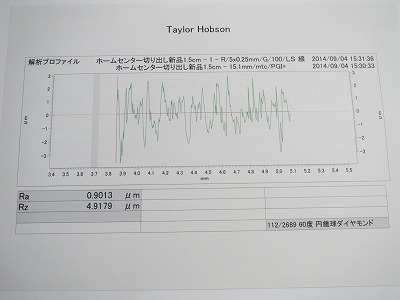
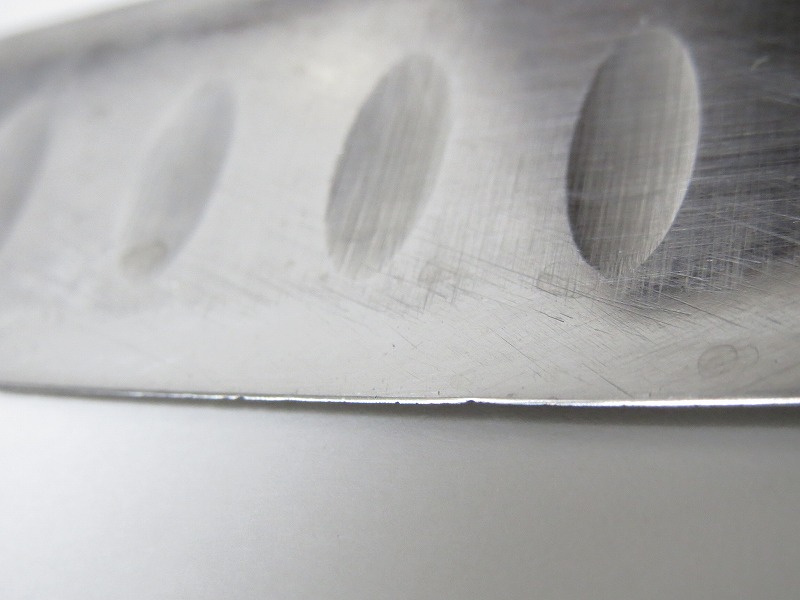
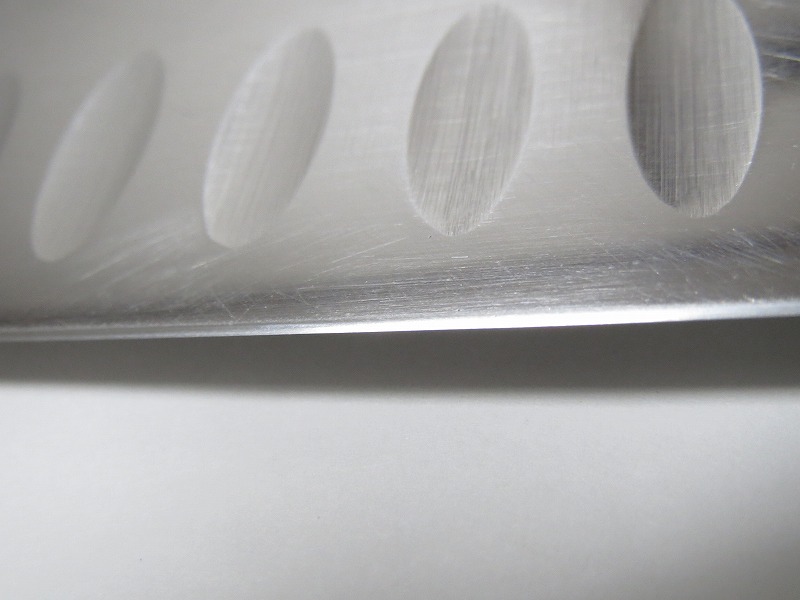
柳(ほぼベタ)と小出刃(ハマグリ)の比較
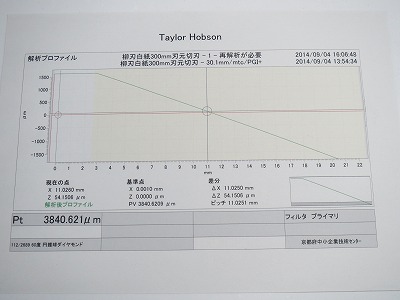
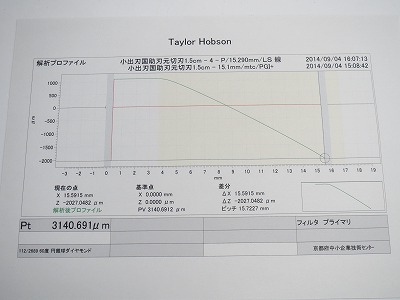
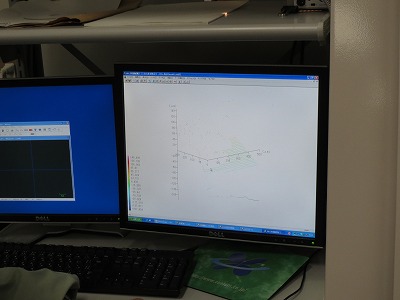
上記のデータから、形状の特徴的な部分で抽出して比較
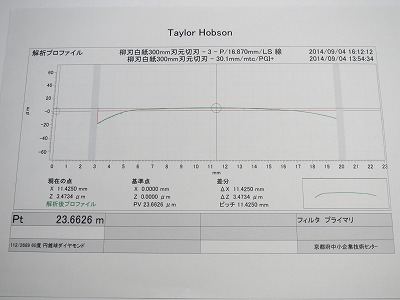
検査機器の性格上、拡大が過ぎると地球の球状が平面に見えるのと同様、グラフの線では比較しにくい様です。勿論それぞれ特徴的な違いは有るのですが。この手の検査には、近々導入される最新型がより適しているとの事で、更に其方で進める予定です。
次回以降に向けてのサンプルも、ほぼこのまま使えそうとの返答を頂いたので、いよいよ天然砥石による錆びにくさと硬度変化についての理由が解明出来るかも知れません。 研磨痕の深浅による表面積の違い?砥石成分との化学変化か研磨性の差異?の疑問に、電子顕微鏡による画像や元素組成・酸化物の計測で迫れるのか。自由研究としては申し分の無い内容になりそうです。
画像は豆鉋(右、千枚・左、大谷山仕上げ)とサンプル(右、白巣板墨流し・中、千枚・左、大谷山仕上げ)


研究の後で砥取家に寄りましたので、前回に続き、同種のやや小さめ乍ら硬口で細かい砥石を手に入れました。これで千枚系は、砥石山見学で拾ったり、ハネた中から貰ったりした物も含めて大小8個程、大まかに三系統集まったので一安心です。勿論、上画像のサンプルにも使用しており、特に鏡面系の最終仕上げ前には繋がりが良く、重宝しています。