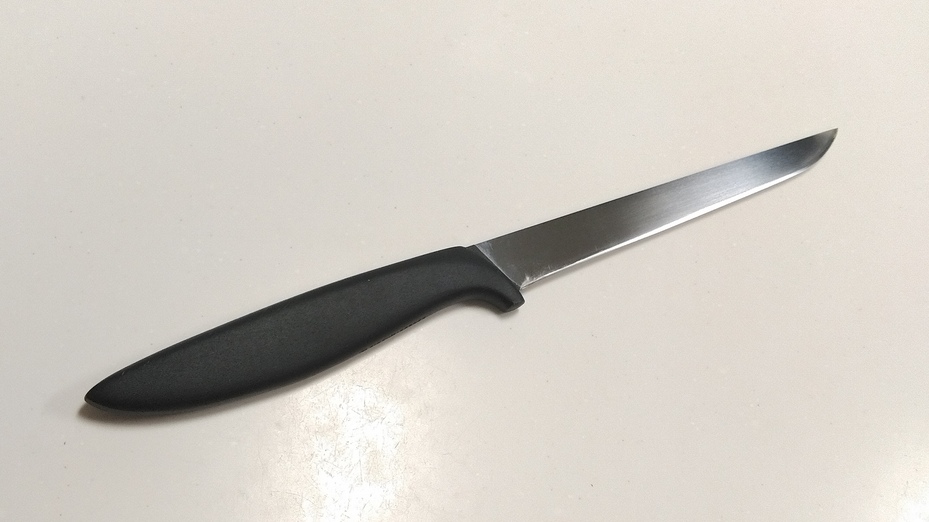
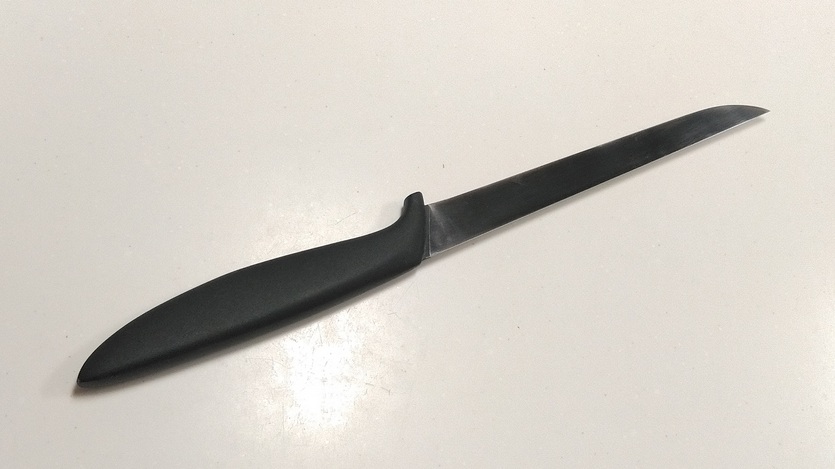
前回に渡した百均包丁は、高評価を得られた様で安心しましたが、交代で受け取った主力の包丁(他に手持ちは無いとか)は、所謂有名料理人とのコラボ製品(穴開き構造)と云った系統の物でした。
御使用者は、依頼者(私の知人)の御母堂との事でしたが、結構な頻度で研がれている印象を受けました。それは、此の手の包丁に使用されている鋼材と熱処理の結果から、刃持ちに不利であるにも関わらず、相当に鋭角で研がれた刃先の損耗が比較的、軽微である事から伺われました。
つまり、鋭角でのベタ研ぎに因る刃先の切れ止み⇒頻繁な研ぎ直しのサイクルであるのでしょう。にも拘らず、切れが悪いとのコメントが出るのは偏に、研ぎ方が使用法に合致していない可能性が高いです。
一般に、鋭角なベタ研ぎでは、切る際に対象物が研磨面(切り刃・小刃の研がれた側面)に接触しつつ移動する間、摩擦が増大するのみです。ですので、摩擦の軽減を企図しつつ、刃先の強度を向上させる為に、刃先最先端を鈍角に。但し引き切りの際の抜けの向上も狙い、小刃本体・刃先最先端共に、顎から切っ先方向へ漸次鋭角化します。。
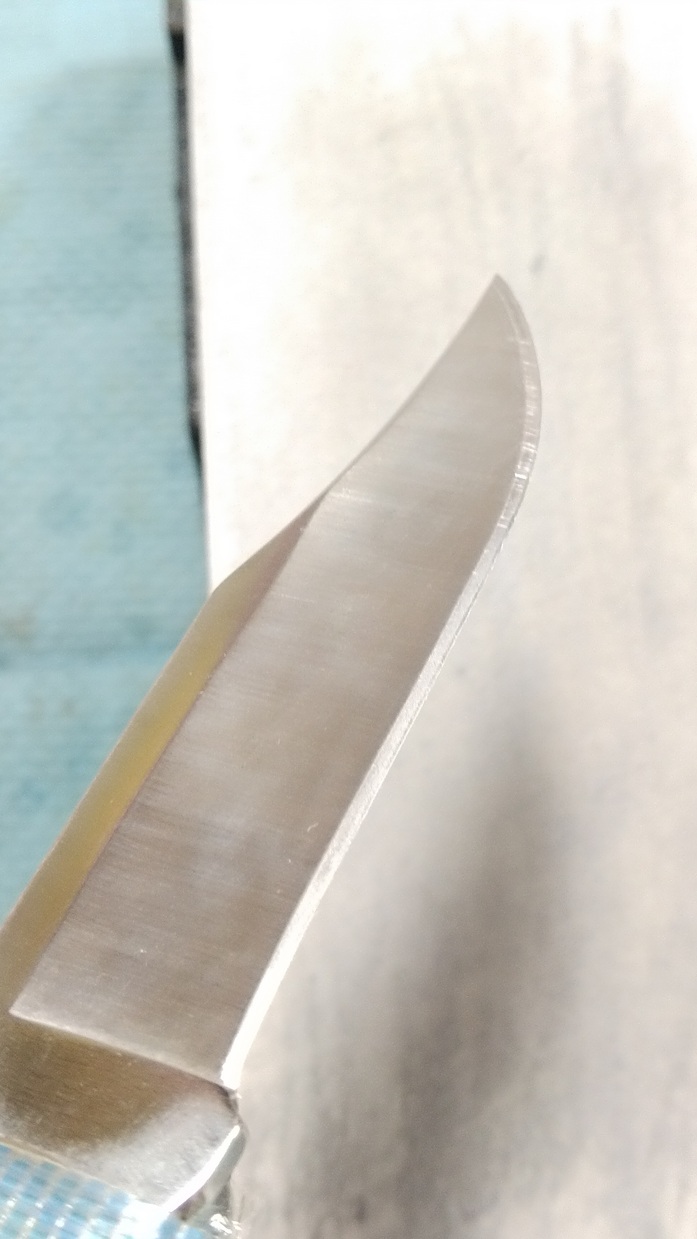
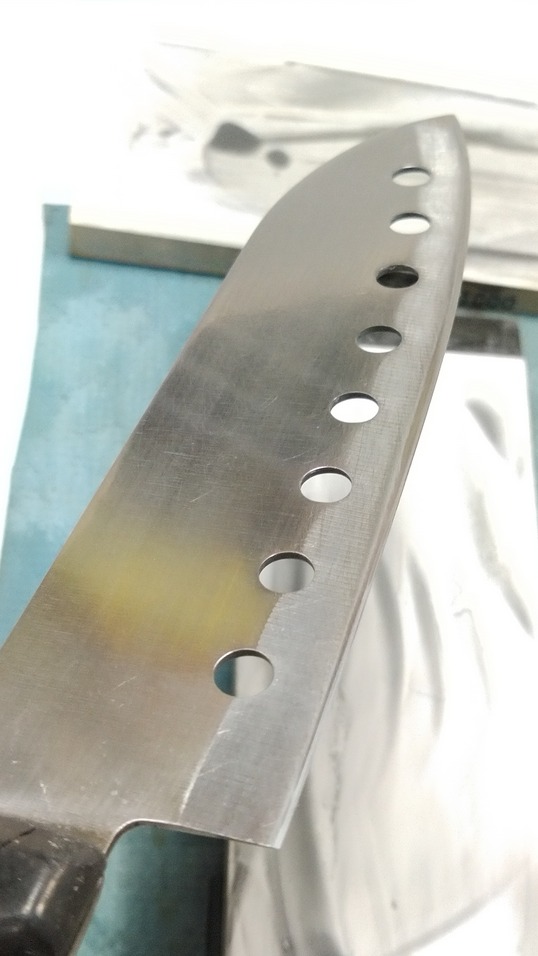
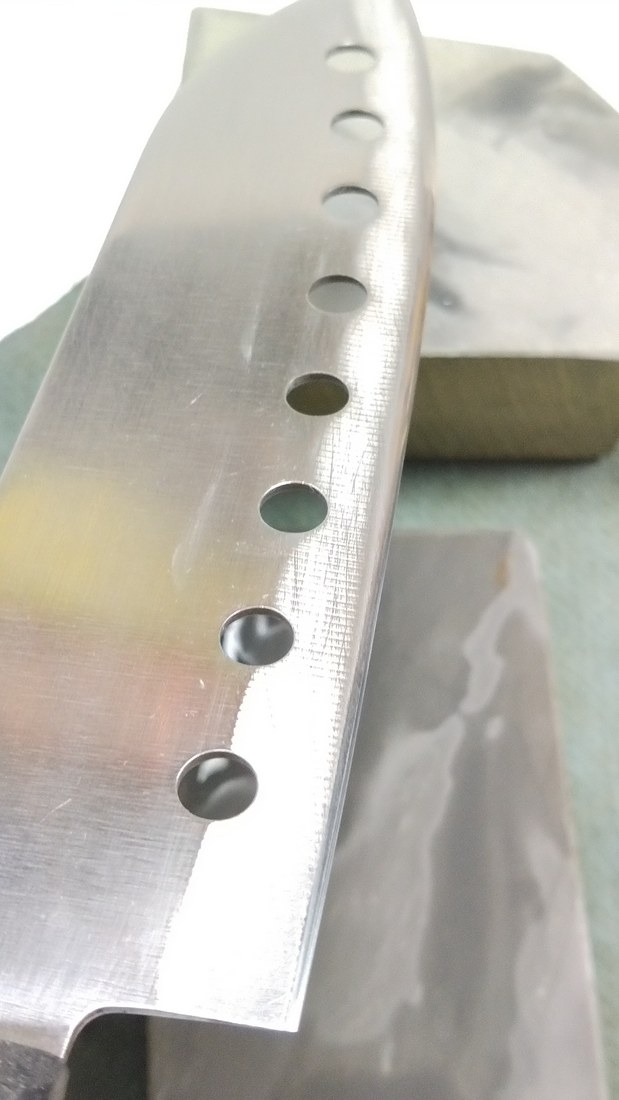
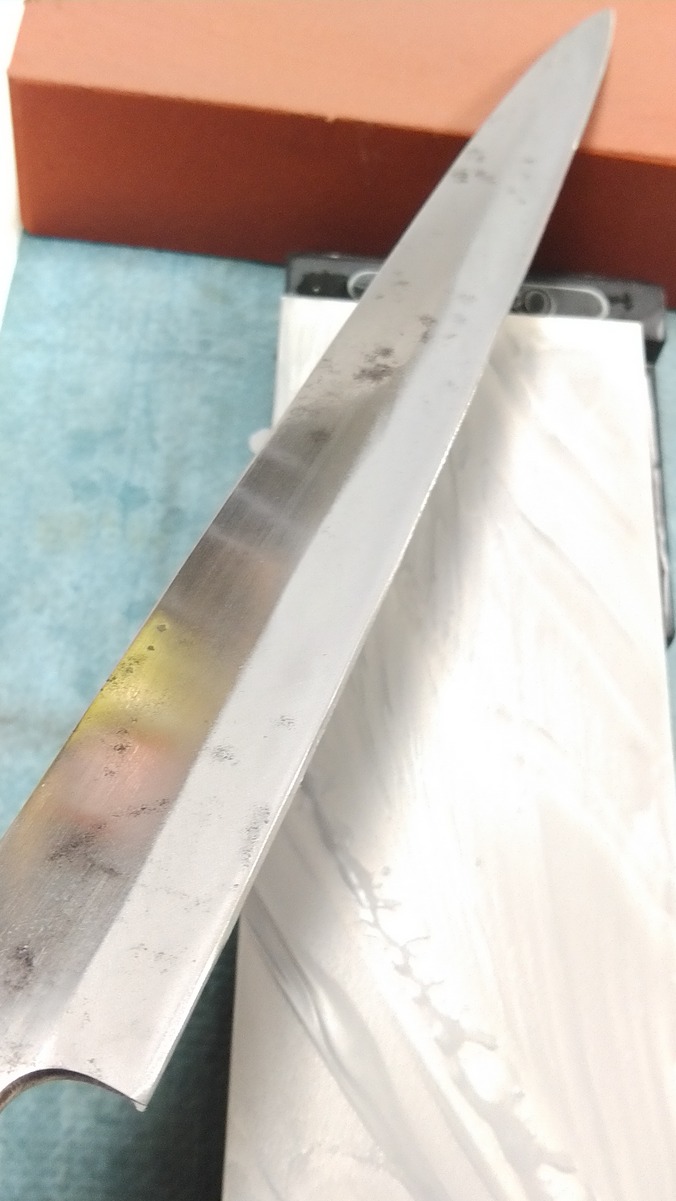
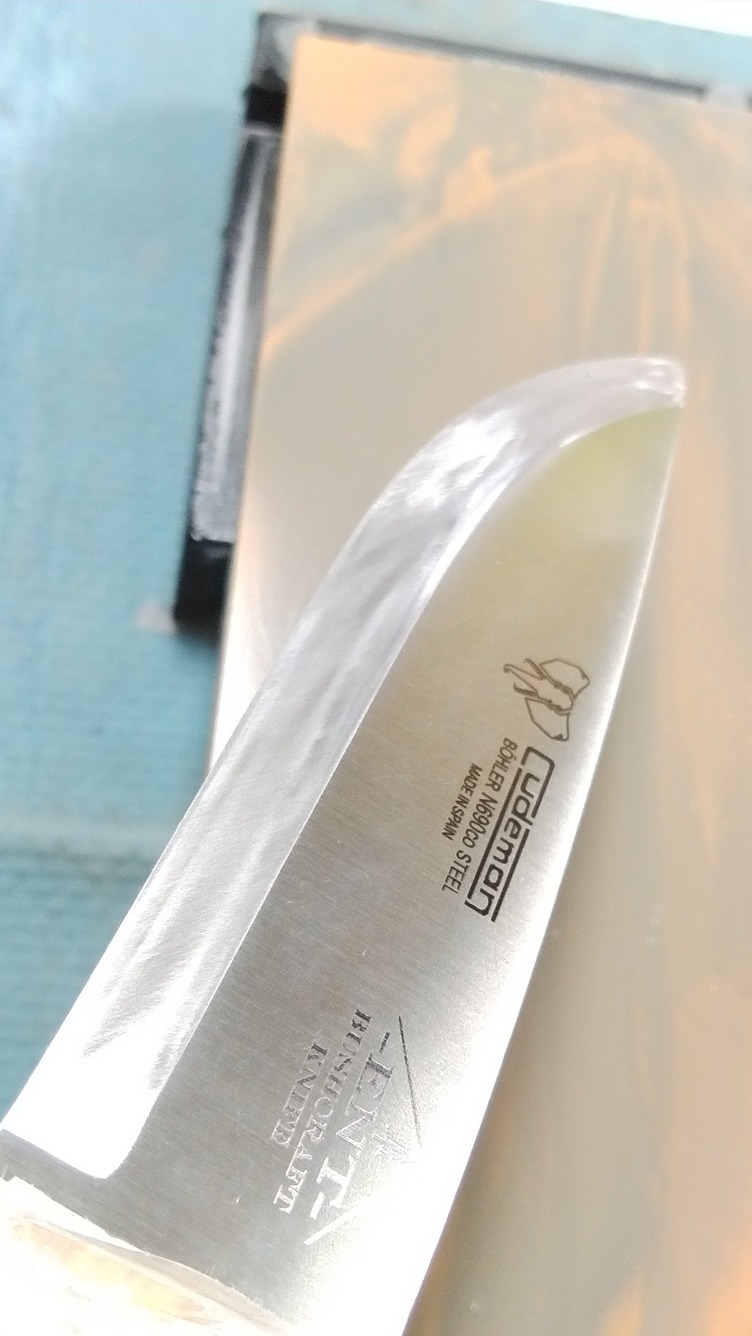
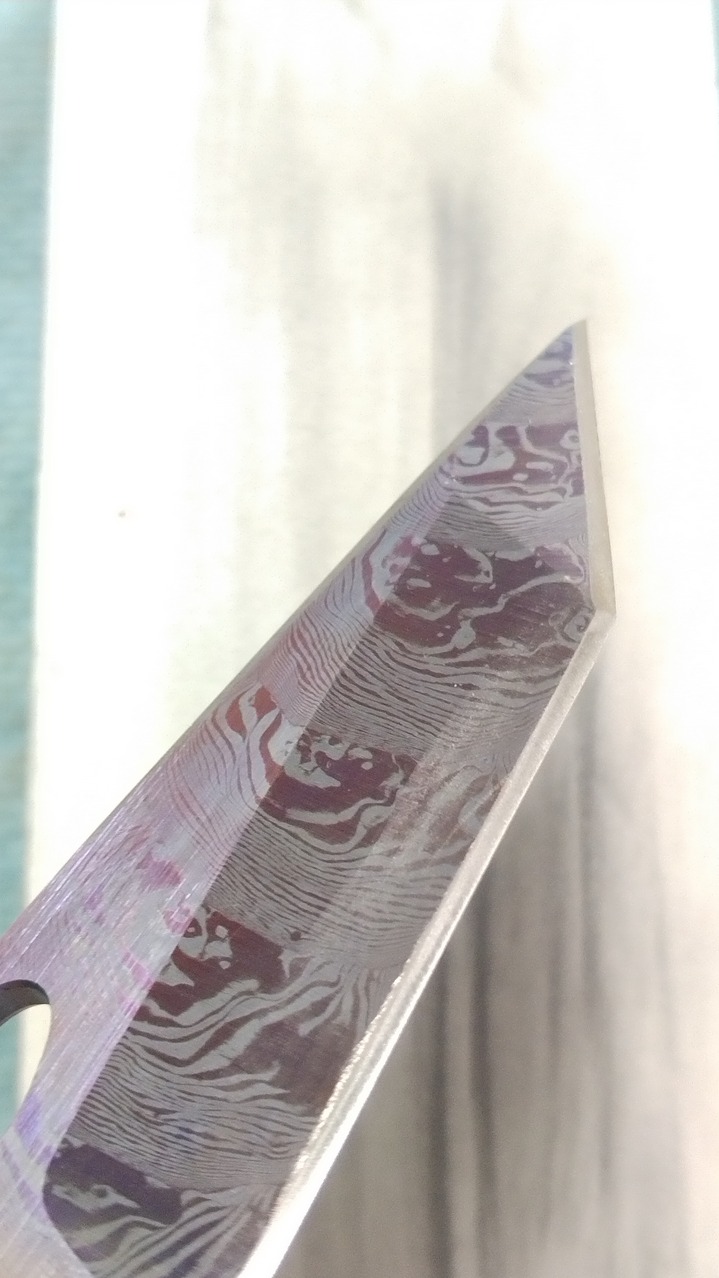
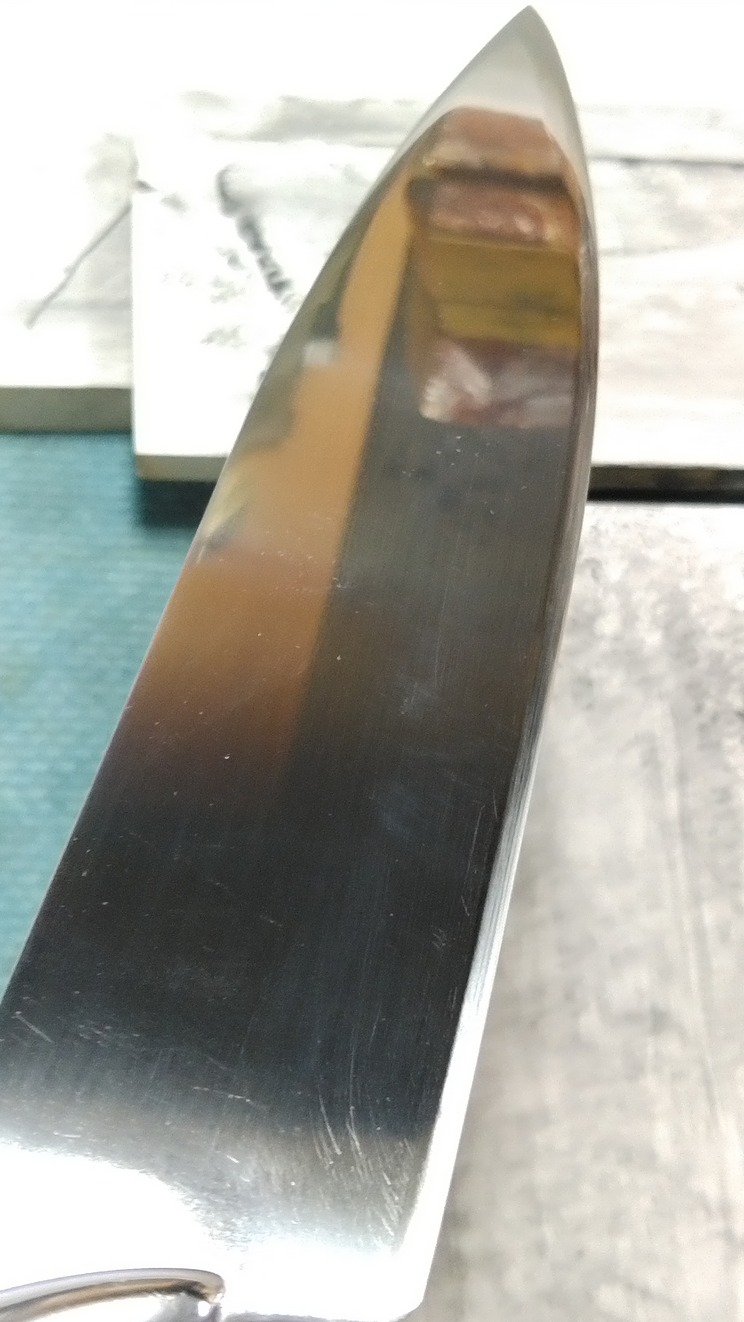
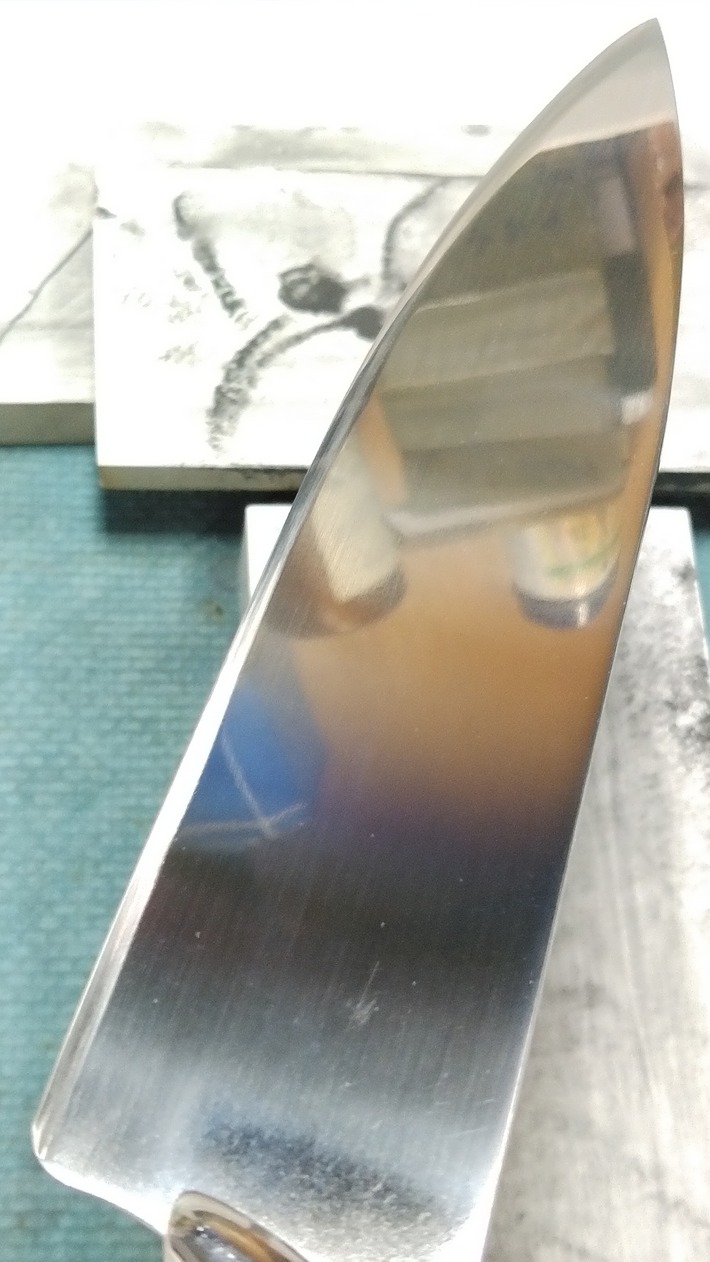
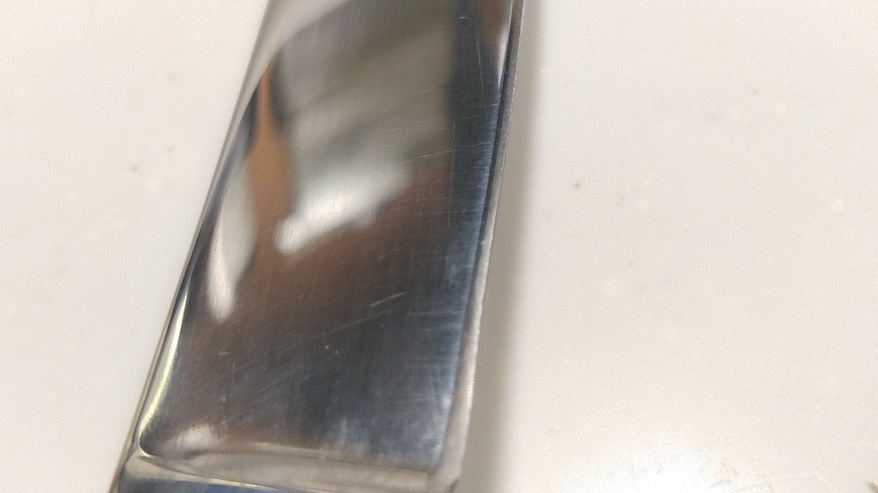
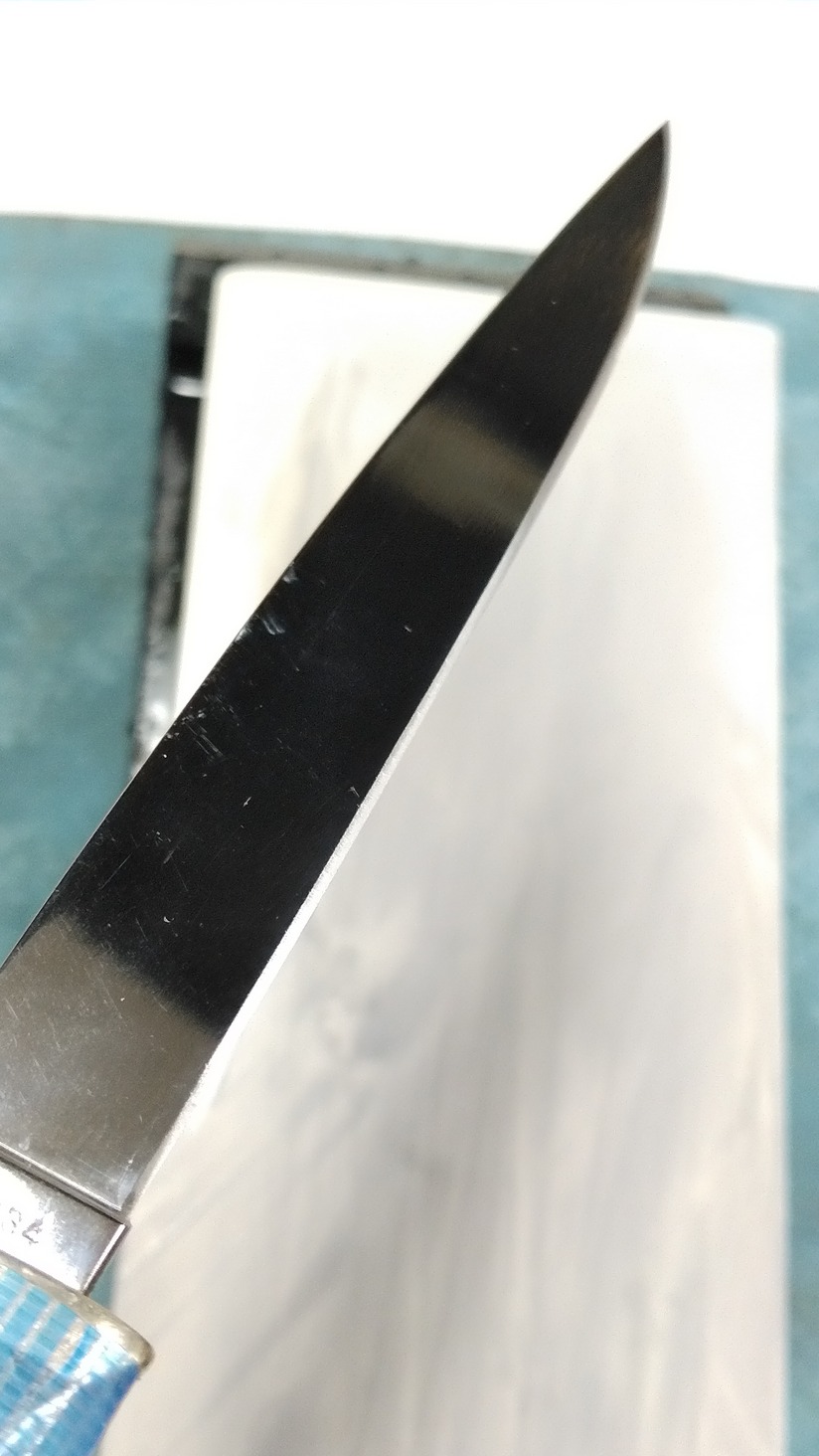
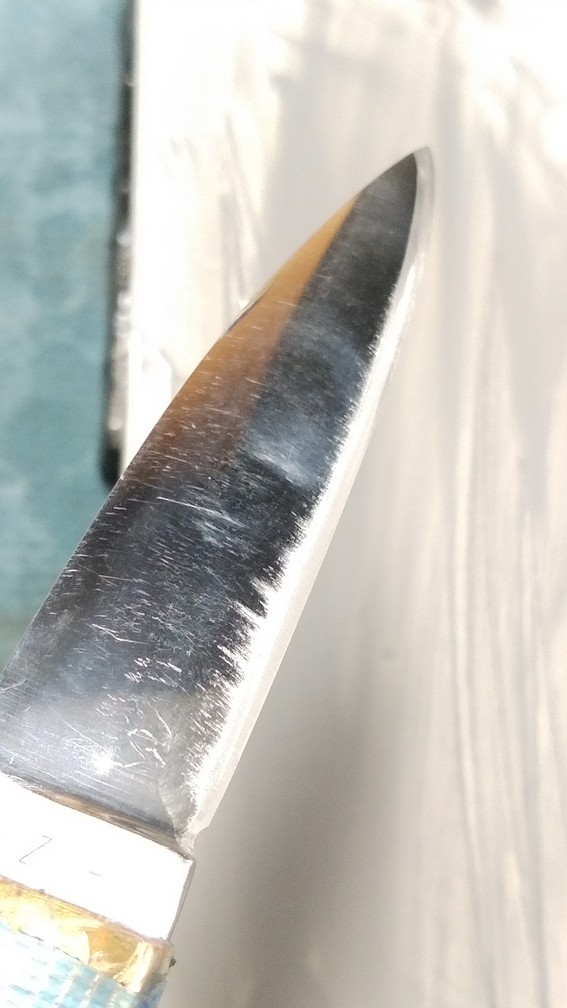
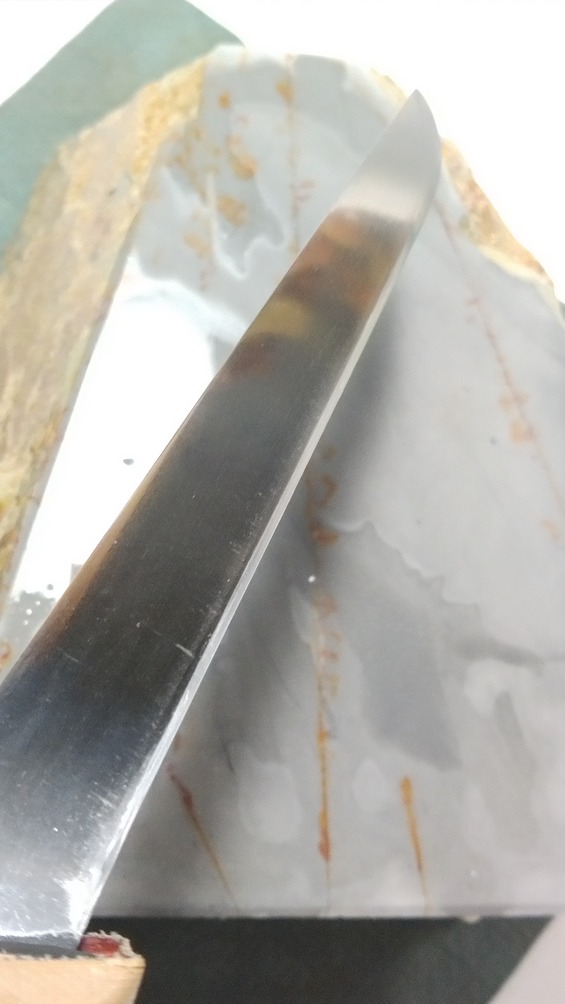
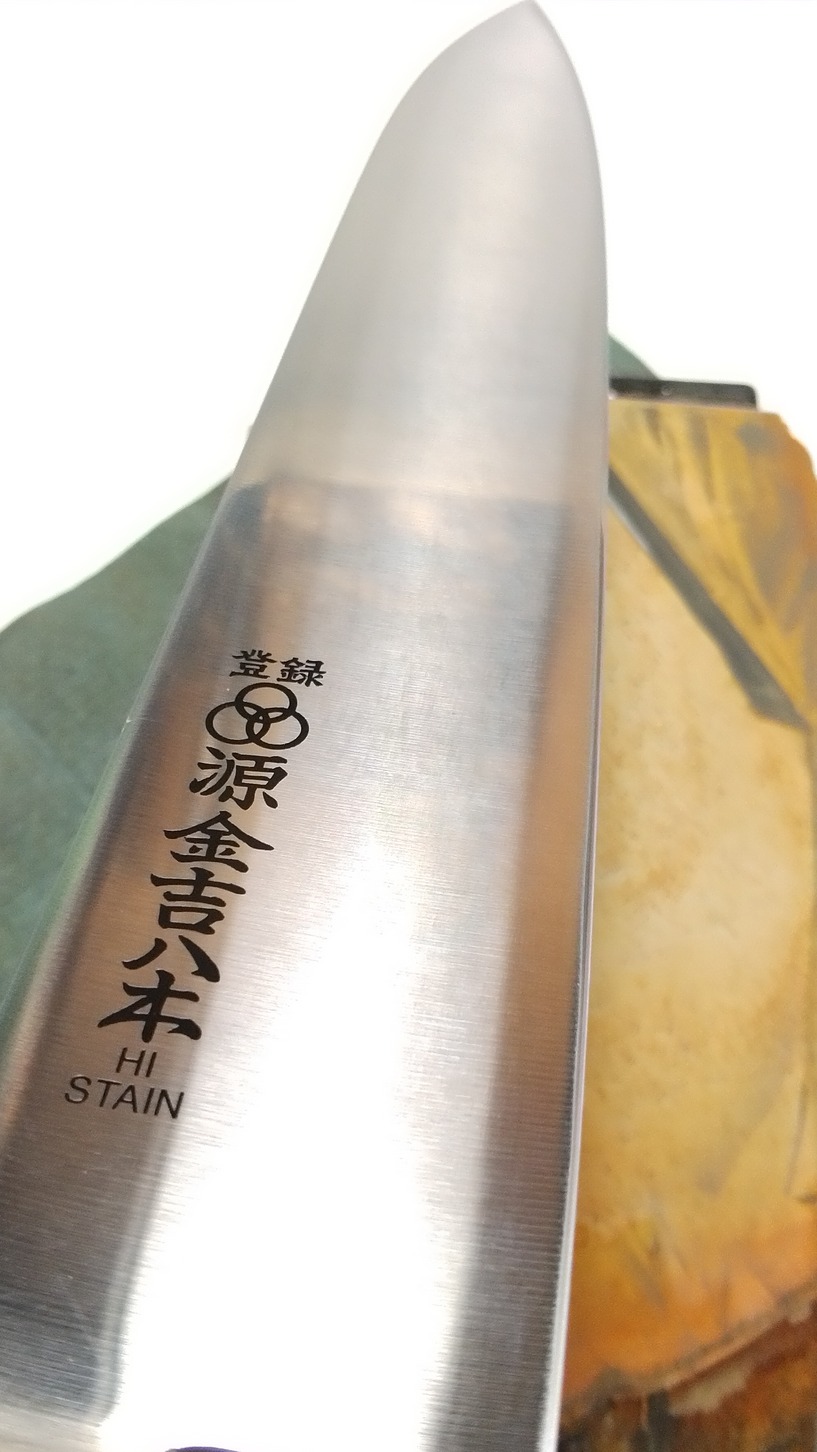
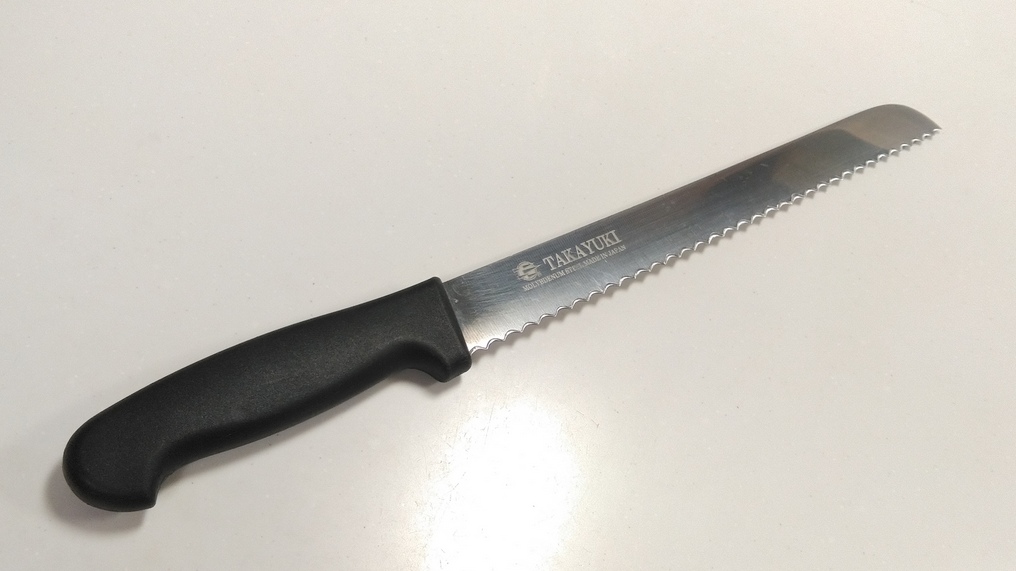
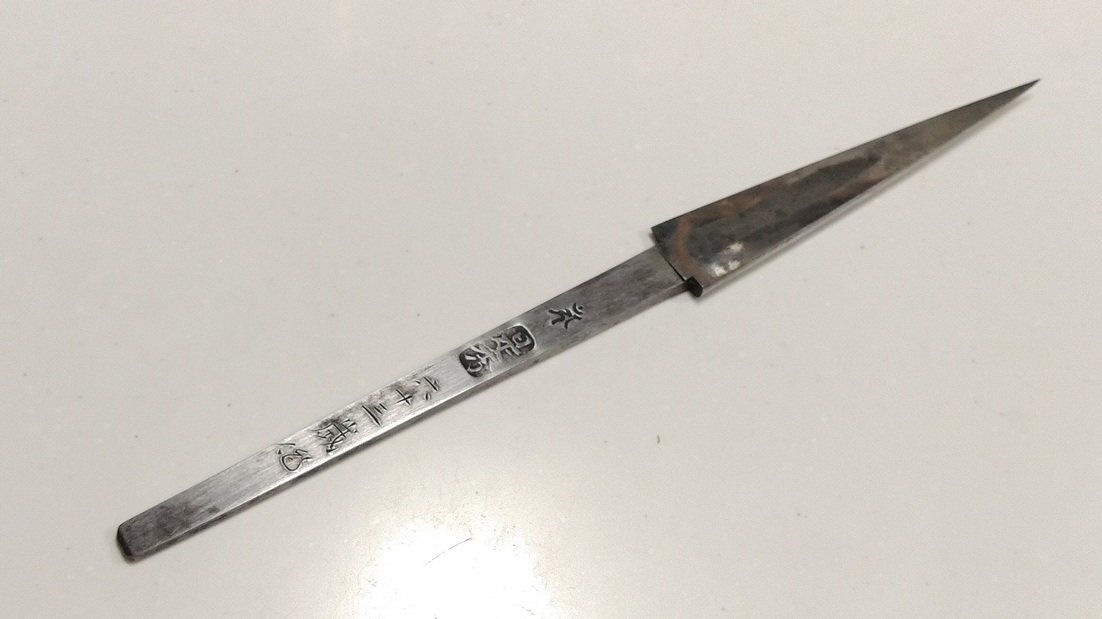
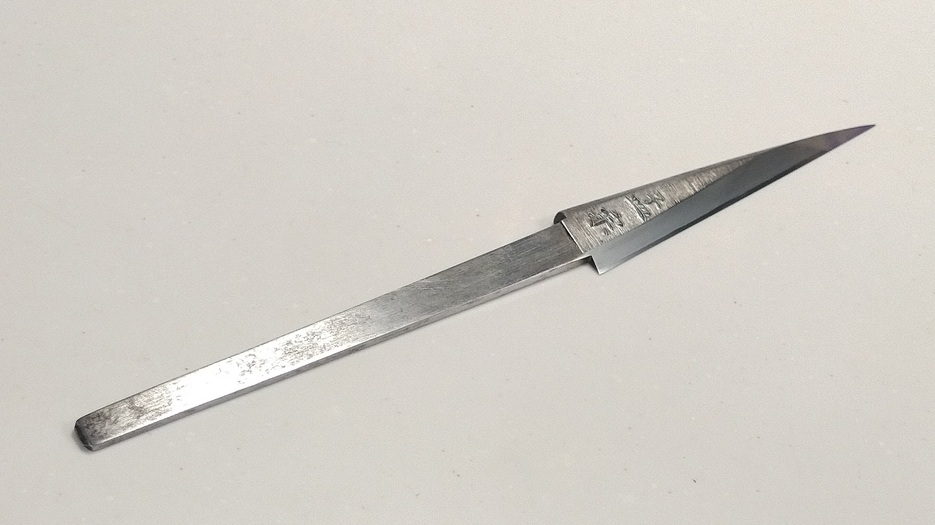
研ぎ前の状態、全体画像。恐らくは初期刃付けの3~4割り増しと思しき角度で研がれています。製品のコンセプトとしては、刃先の強度が不足するレベルと予想出来ますが、使い手の気持ちとしては理解できます(笑)。

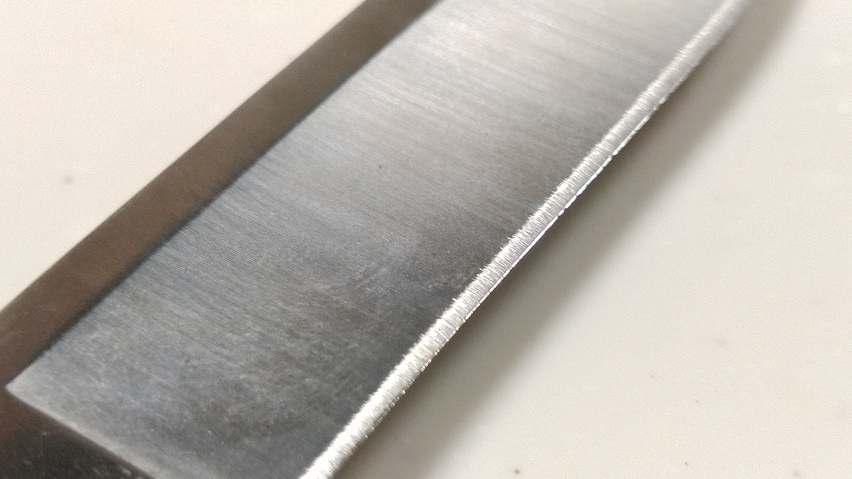
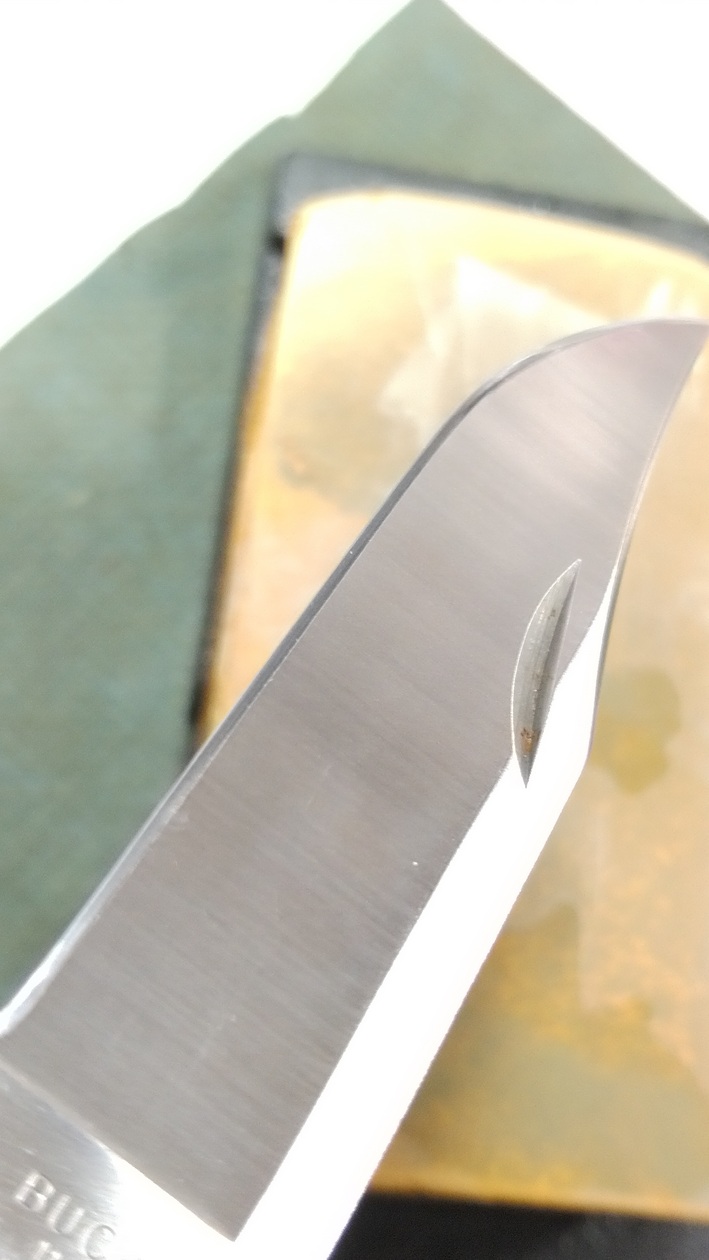
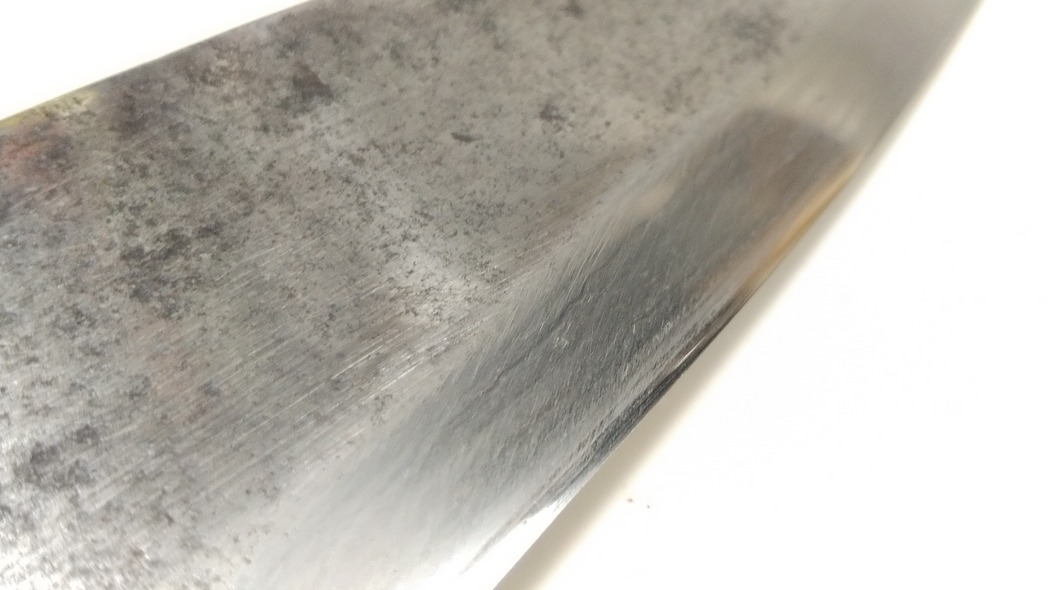
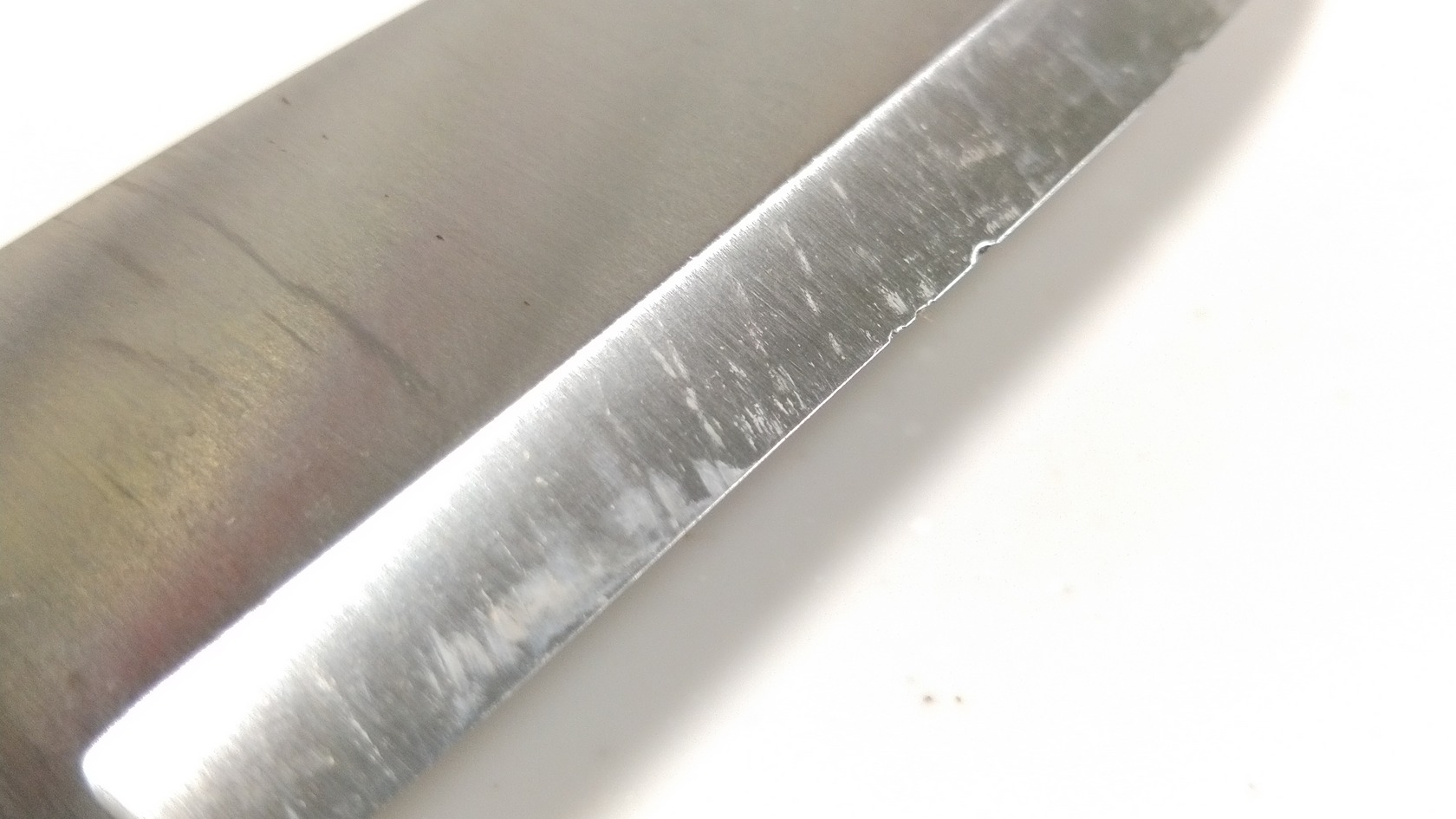
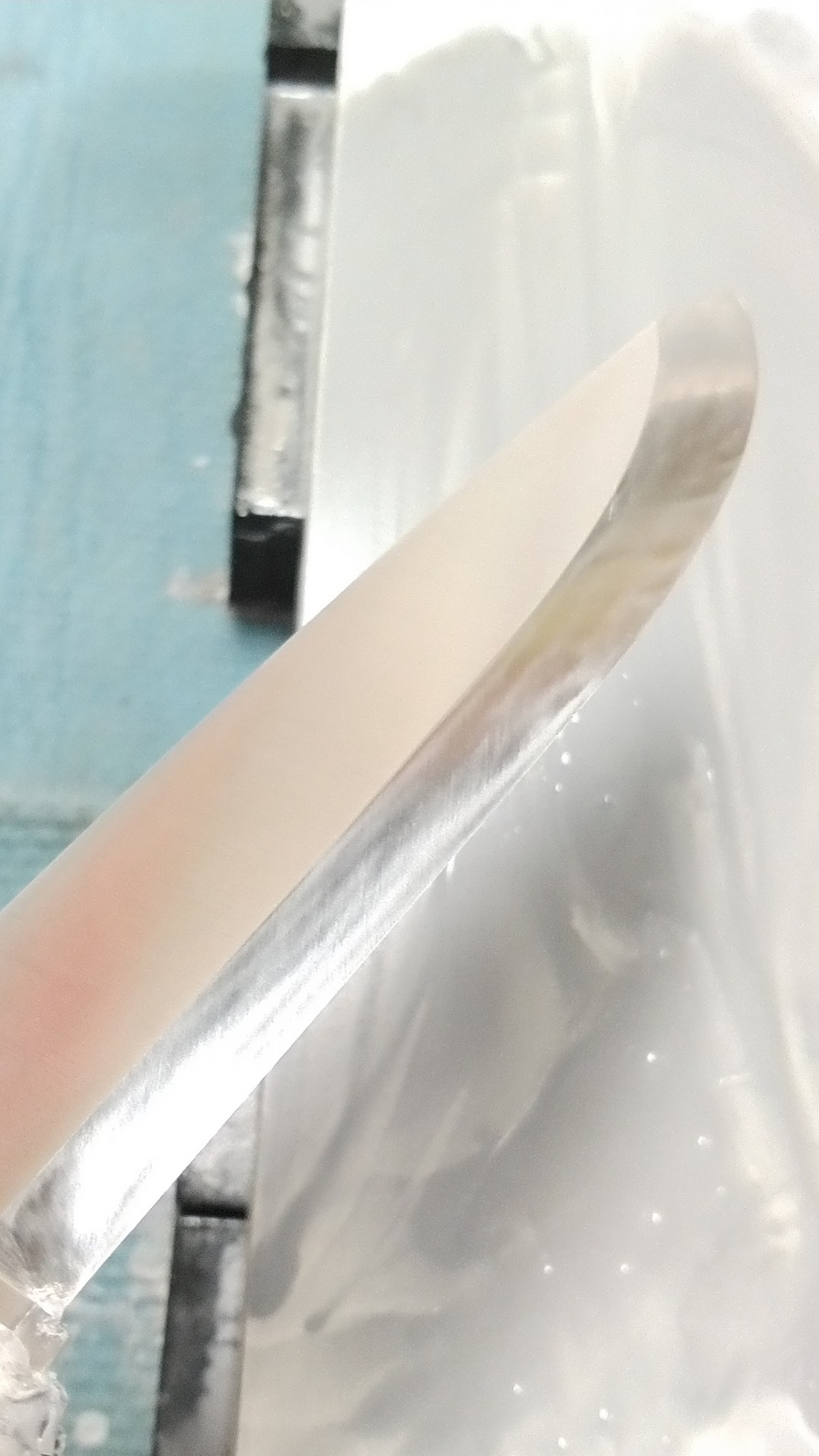
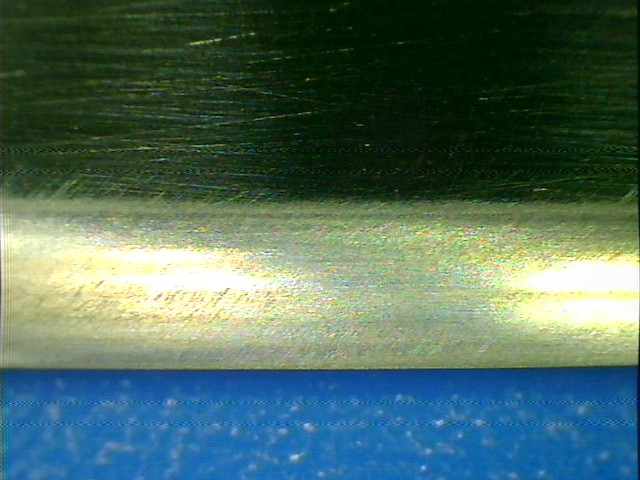
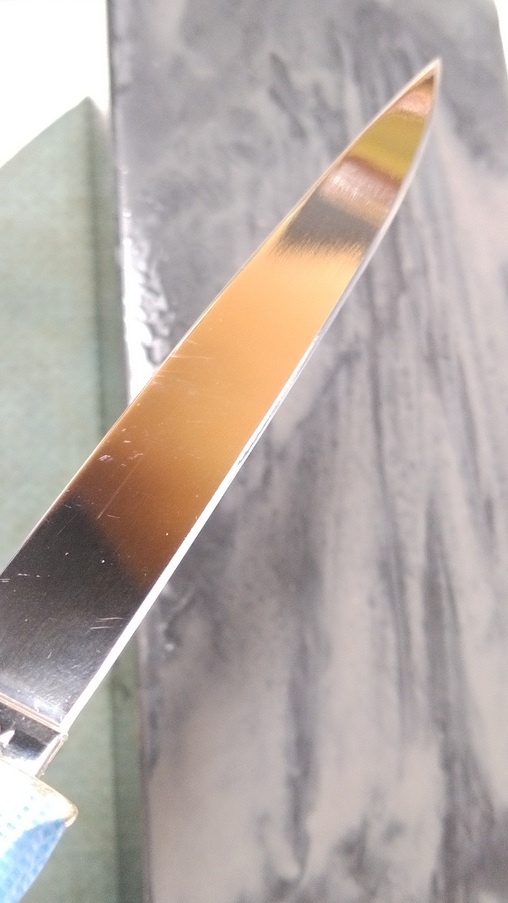
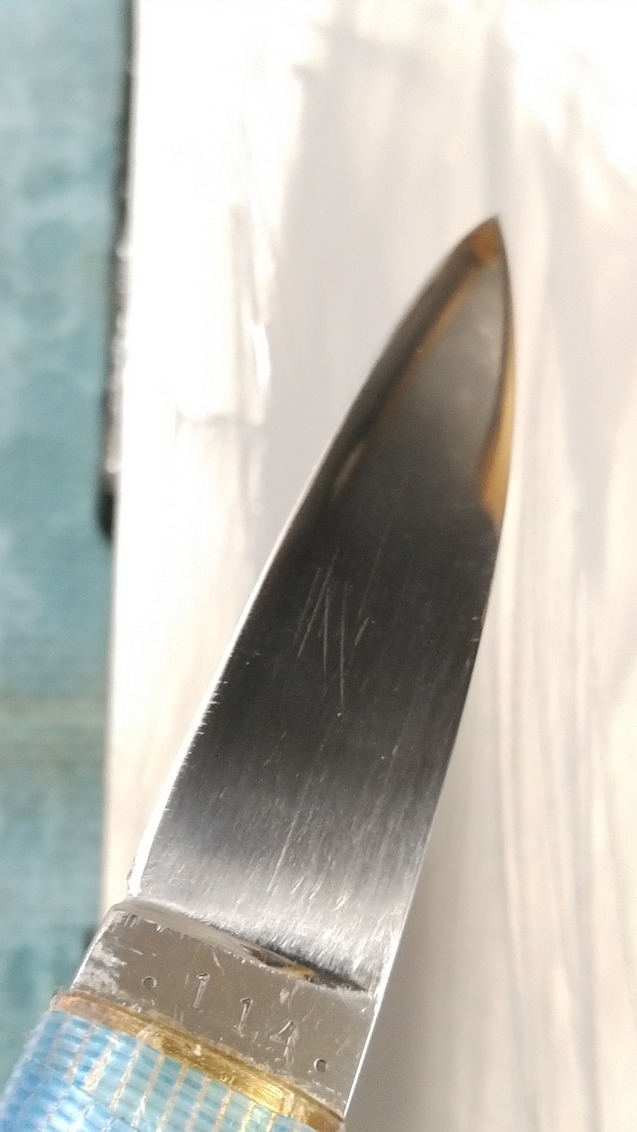
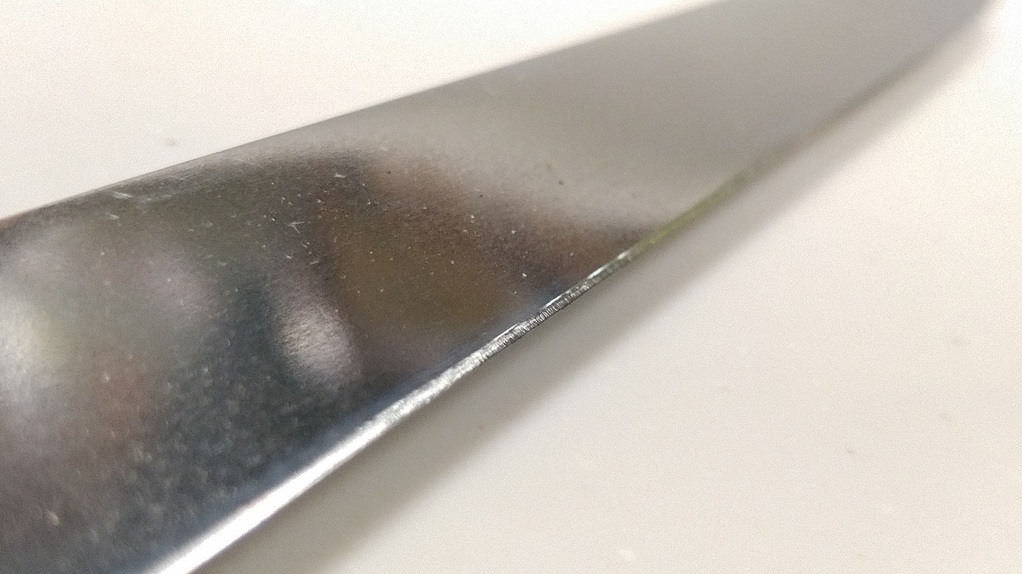
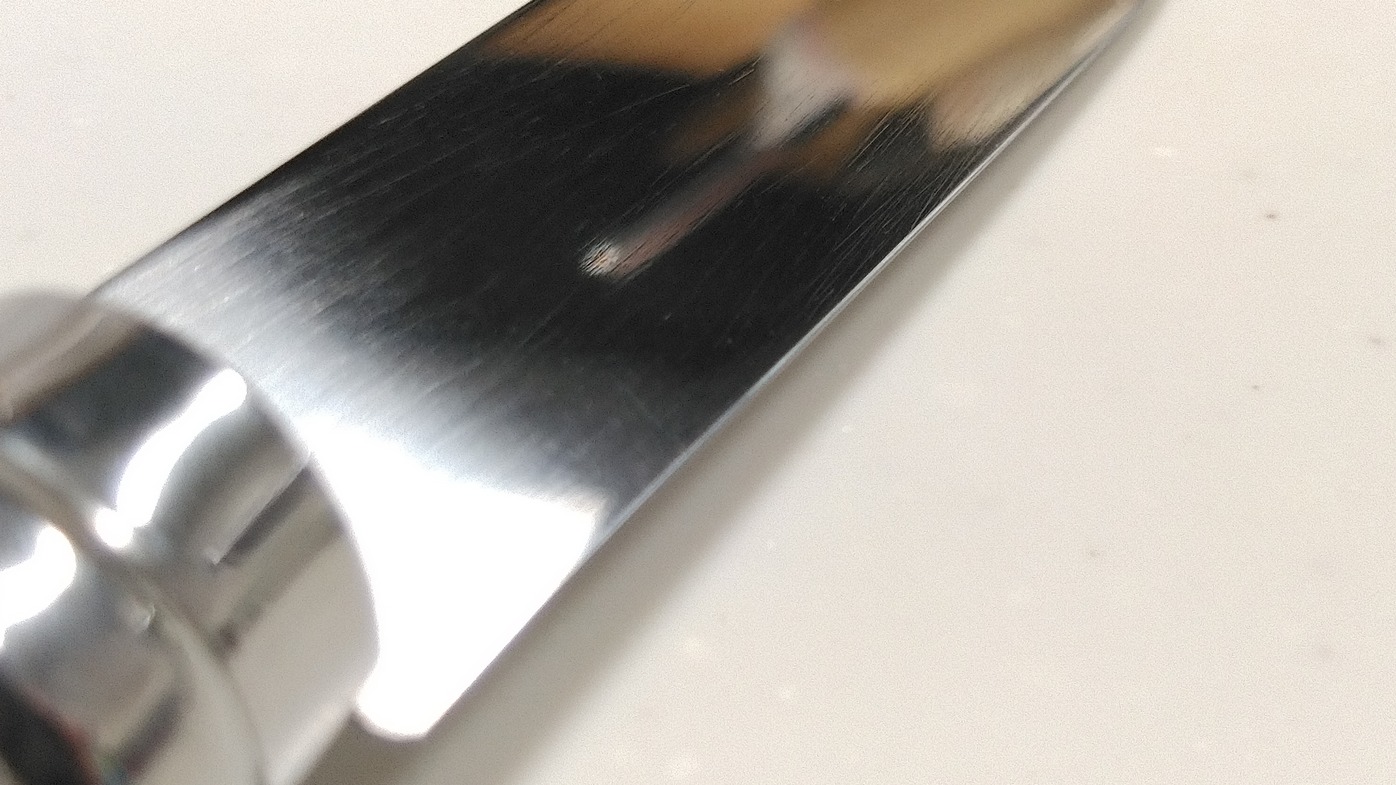
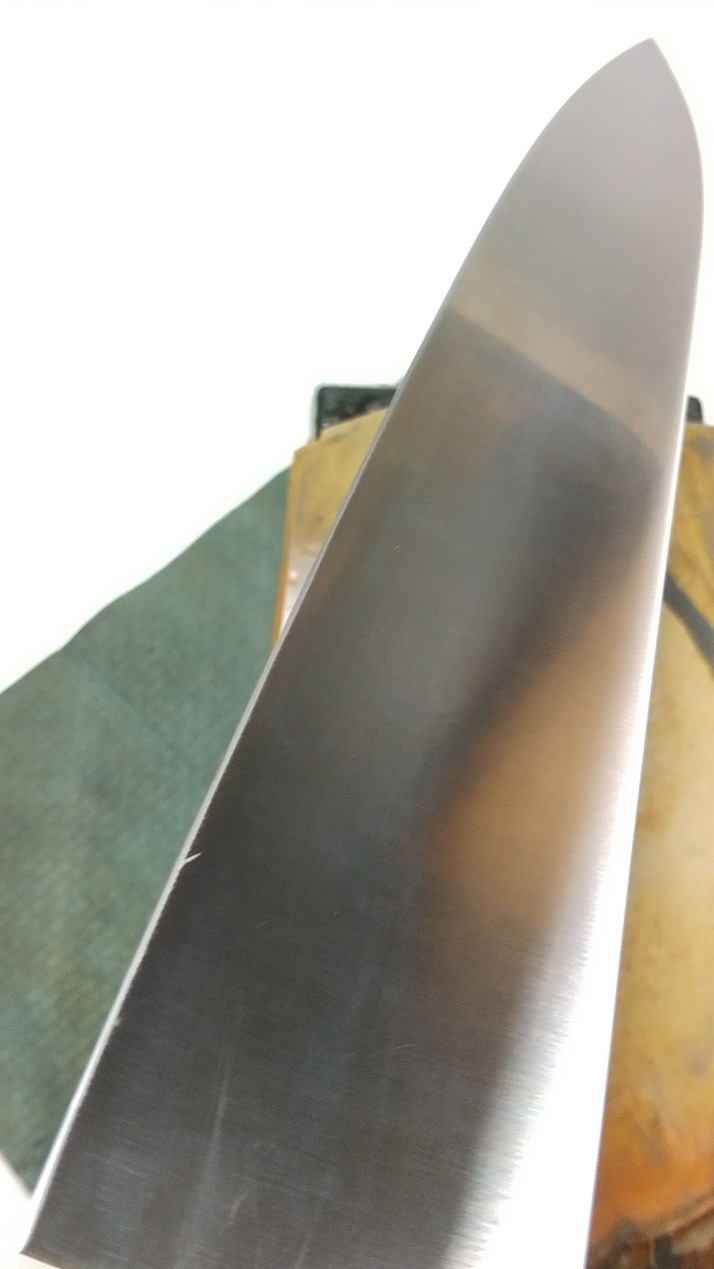
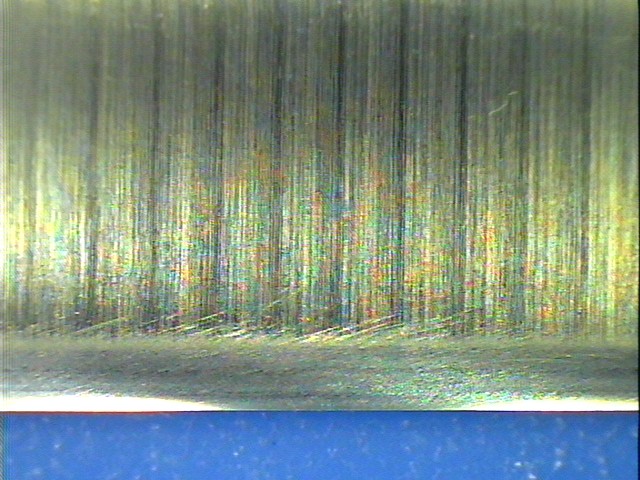
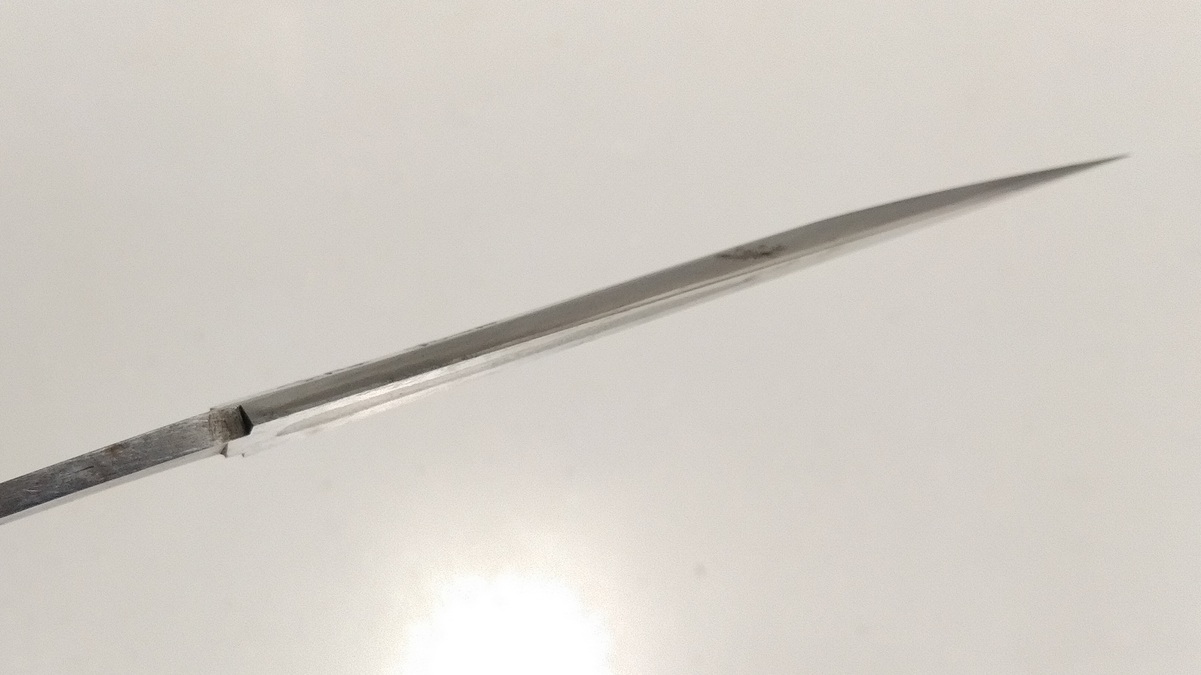
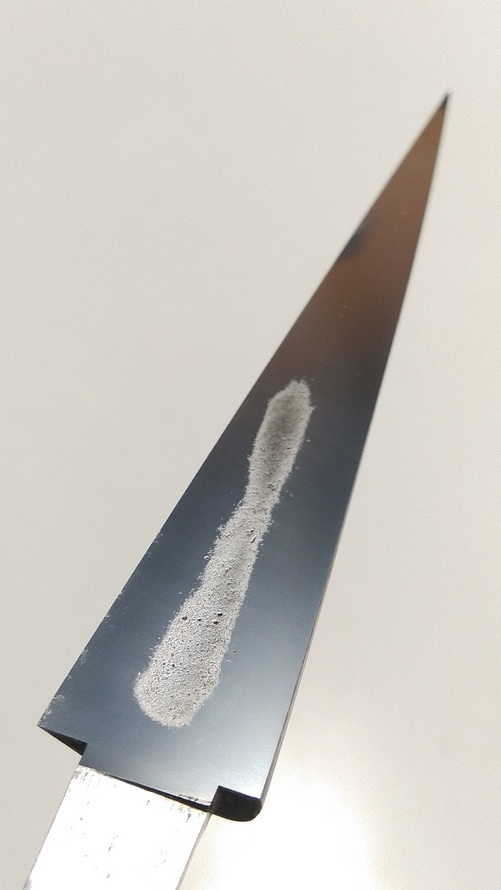
研ぎ前、刃部のアップ。通常よりは鋭角ながら、大きな欠けは無く中くらいが数個。ただ左側面の幅広小刃の角度が不安定では有りました。

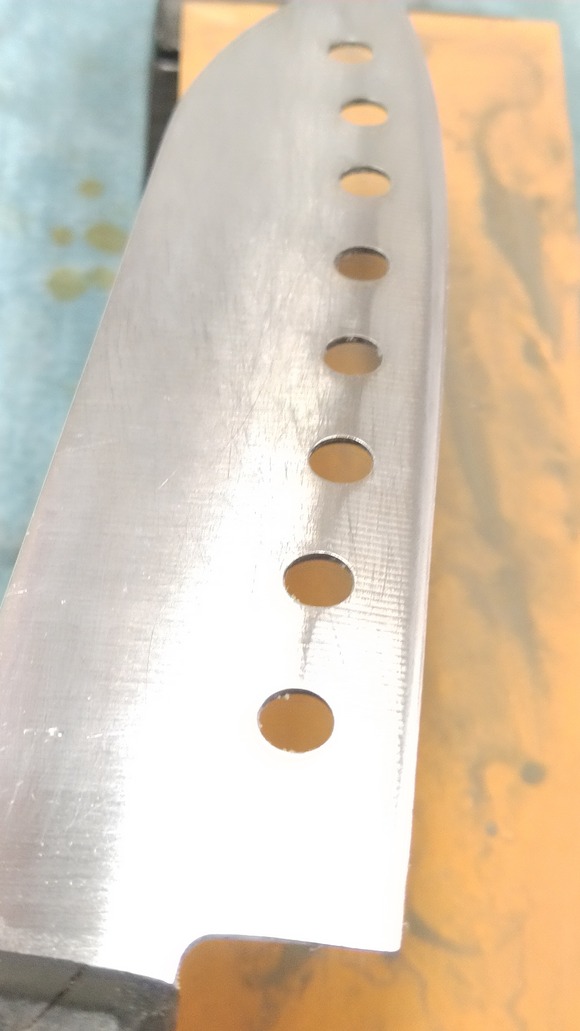
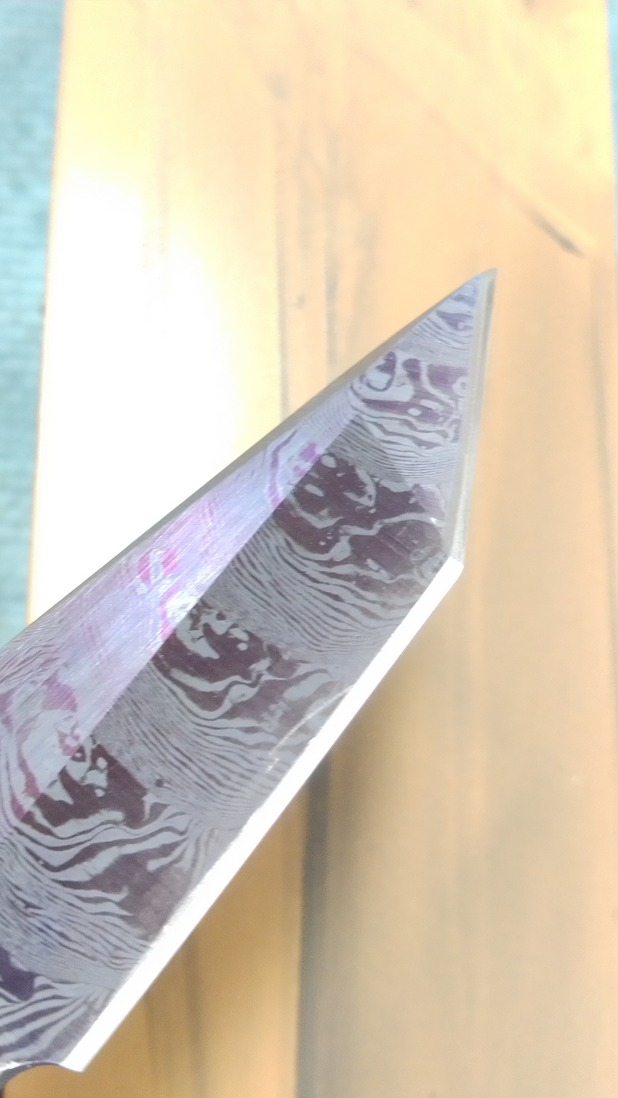
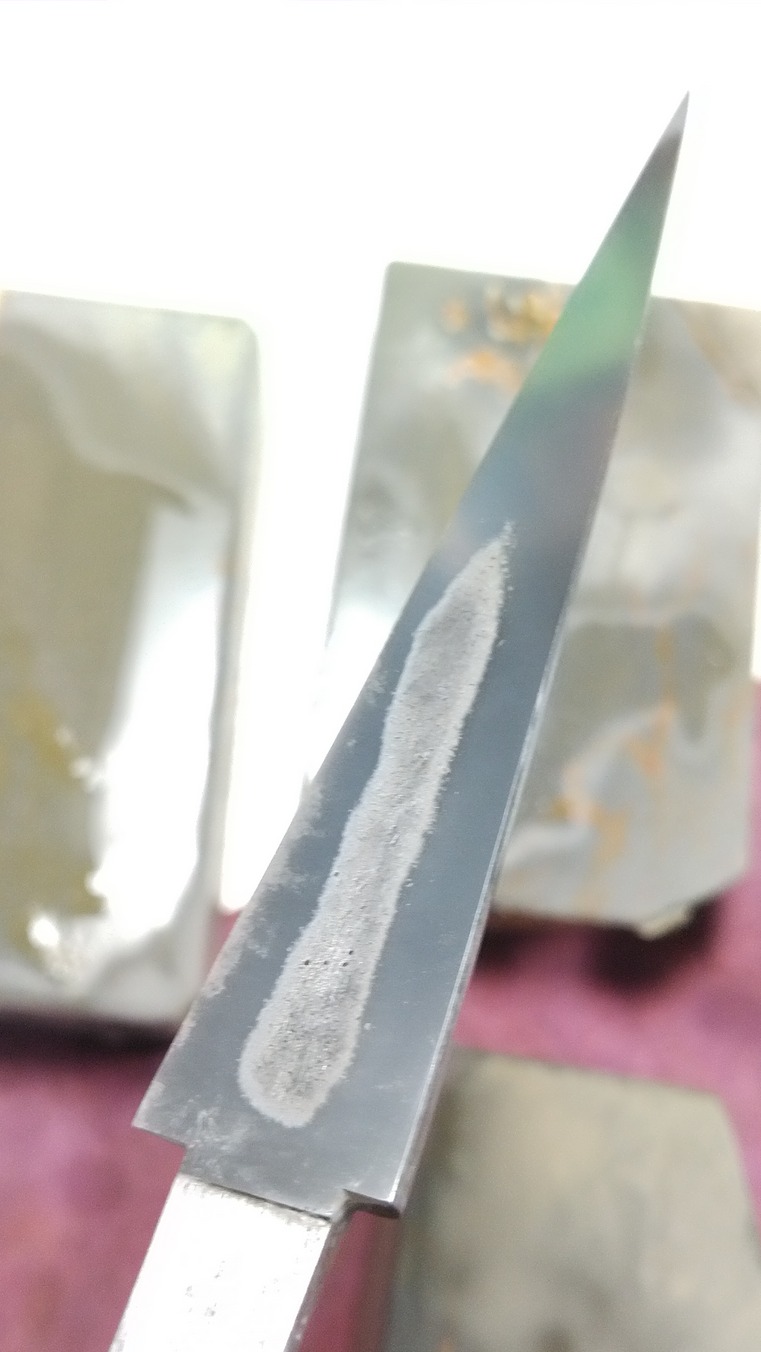
研ぎ始めは、平面維持に優れ研磨力も有る1000番から。初めに付いていた小刃を活かす様、しかし切っ先方向へのテーパー化を盛り込みつつ研いで行きます。此処で、左側の小刃の幅の不均一(カーブ付近の研ぎ角度のブレ)が発覚しましたが、無理に見た目を整えるより正確さを選択。


同じく1000番ですが、滑走と追従性を特徴とするタイプで形状の纏まりを狙います。


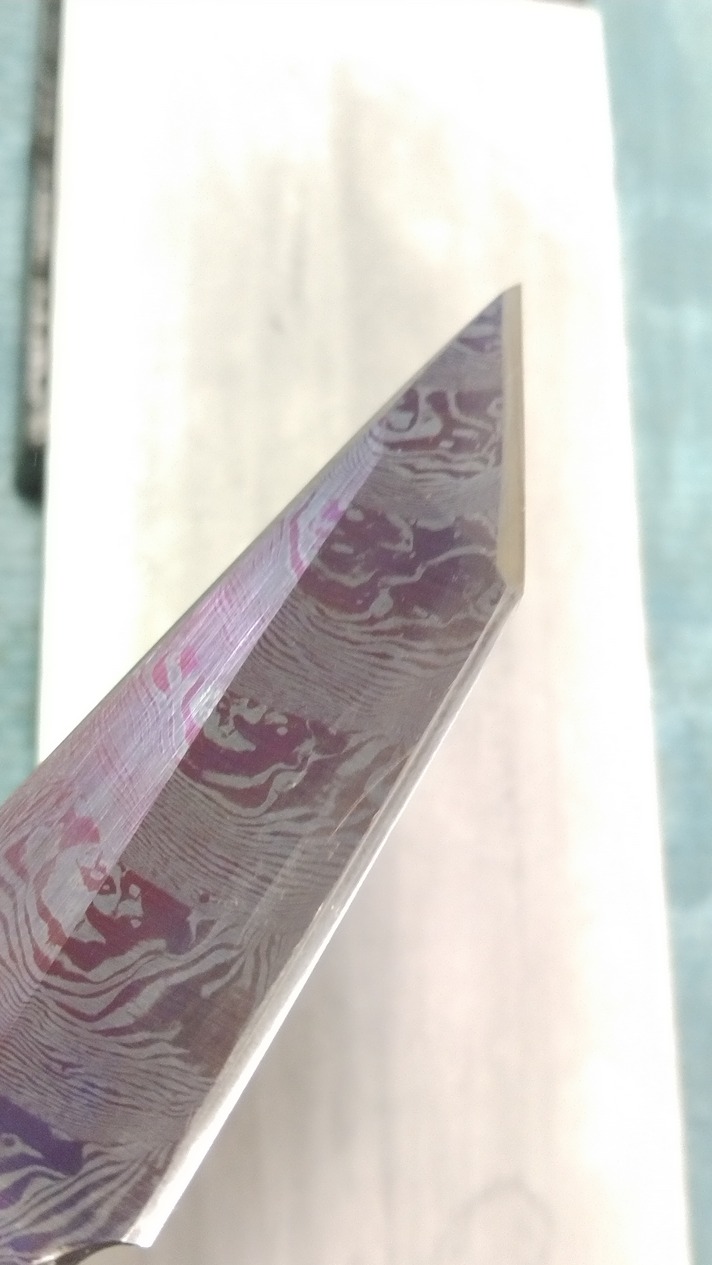
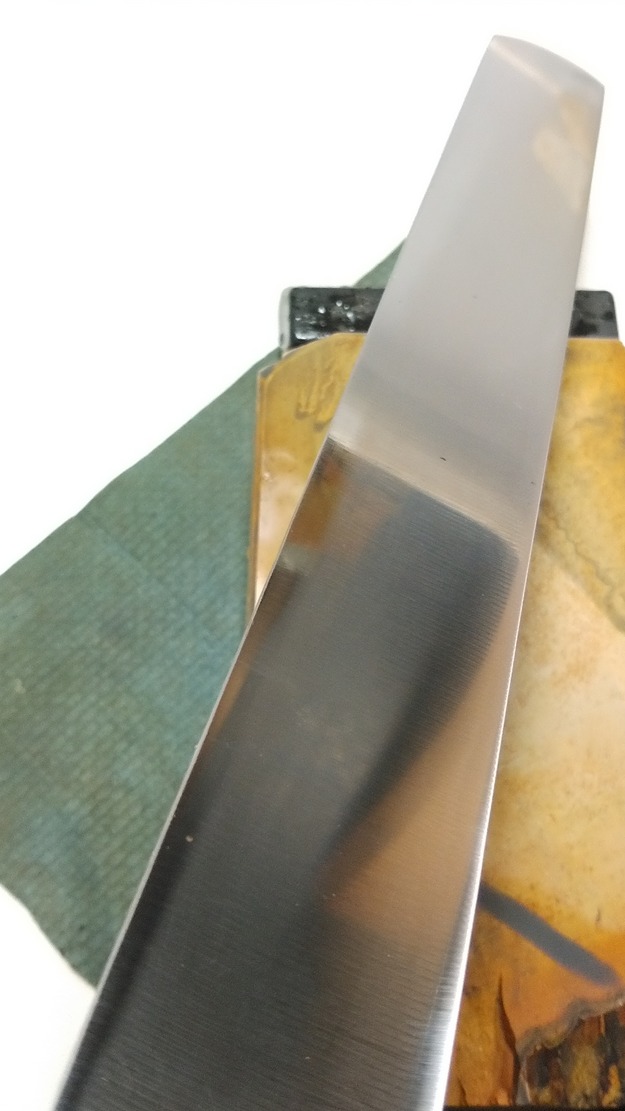
平面維持と研ぎ目の細かさを特徴とする1000番と3000番で。3000番の方では、小刃の幅の半分弱で、刃先方向へ二次曲線的な漸次鈍角化。そして切っ先方向へも鋭角化。此れに因って、刃先まで極端に鋭角研ぎする刃先の持ちは良くなり、その割に切れの軽さは寧ろ改善します。

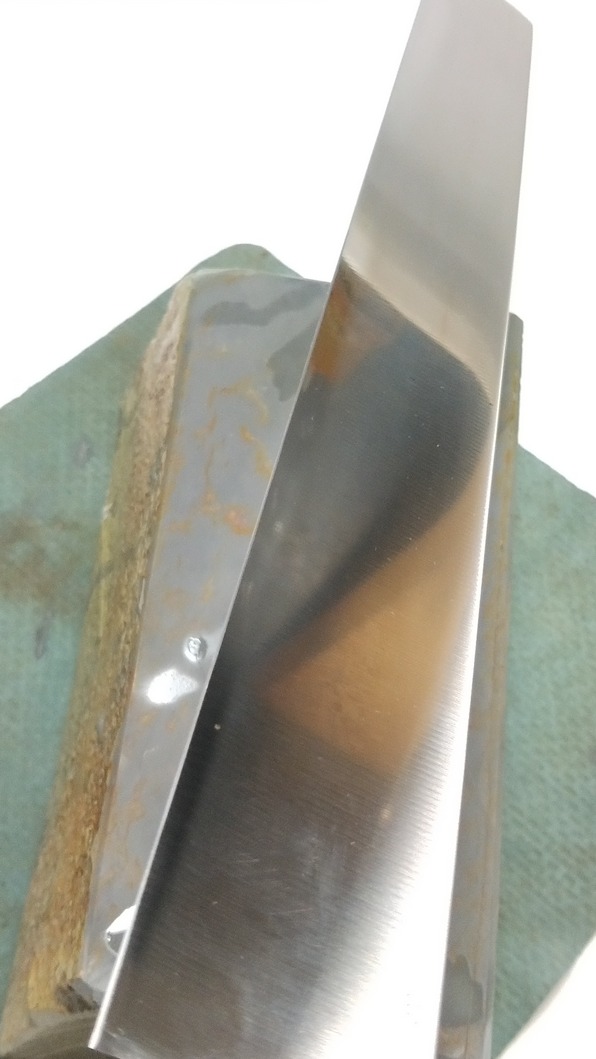
天然に移行し、丸尾山の黒蓮華(硬さと細かさの異なる二種)で仕上げ研ぎです。研ぎ目は細かく、形状も正確性を向上。何れも下り・刃先形成ともに相性はマズマズ。

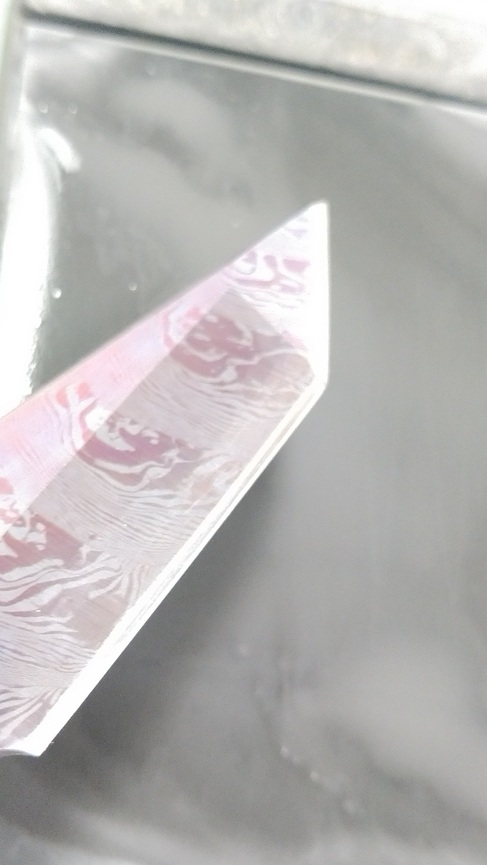
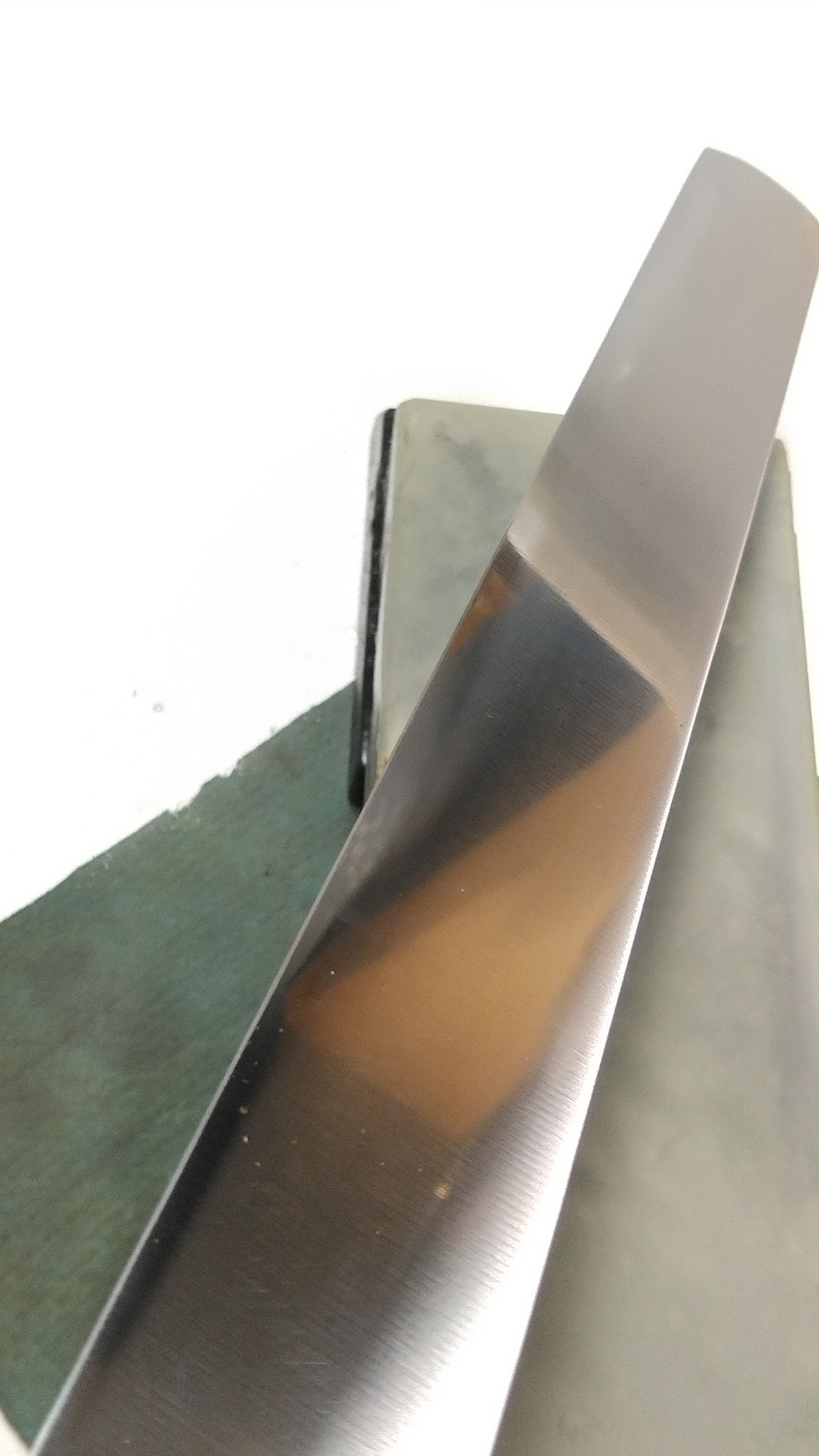
奥殿の黒蓮華、硬口~超硬口です。相性は抜群で、下り・刃先形成は期待以上の精度と鋭利さに。通常、柔らかく粘り勝ちな刃物は(もしも組織が粗ければ更に覿面に)引け傷を誘発する事も多いですが、滑らず引っ掛からず研ぎ易くて助かりました。


上掲の砥石でも充分だったのですが念の為、より硬口である水浅葱を試しました。結果的には砥ぎ難さも無く、切れは幾分の向上を得られました。


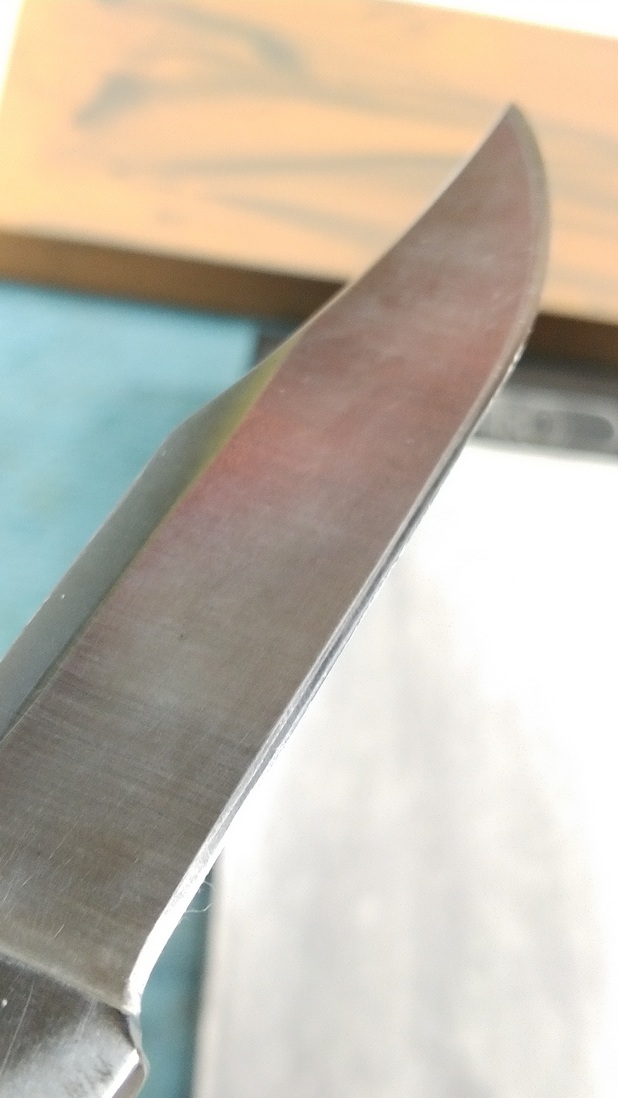
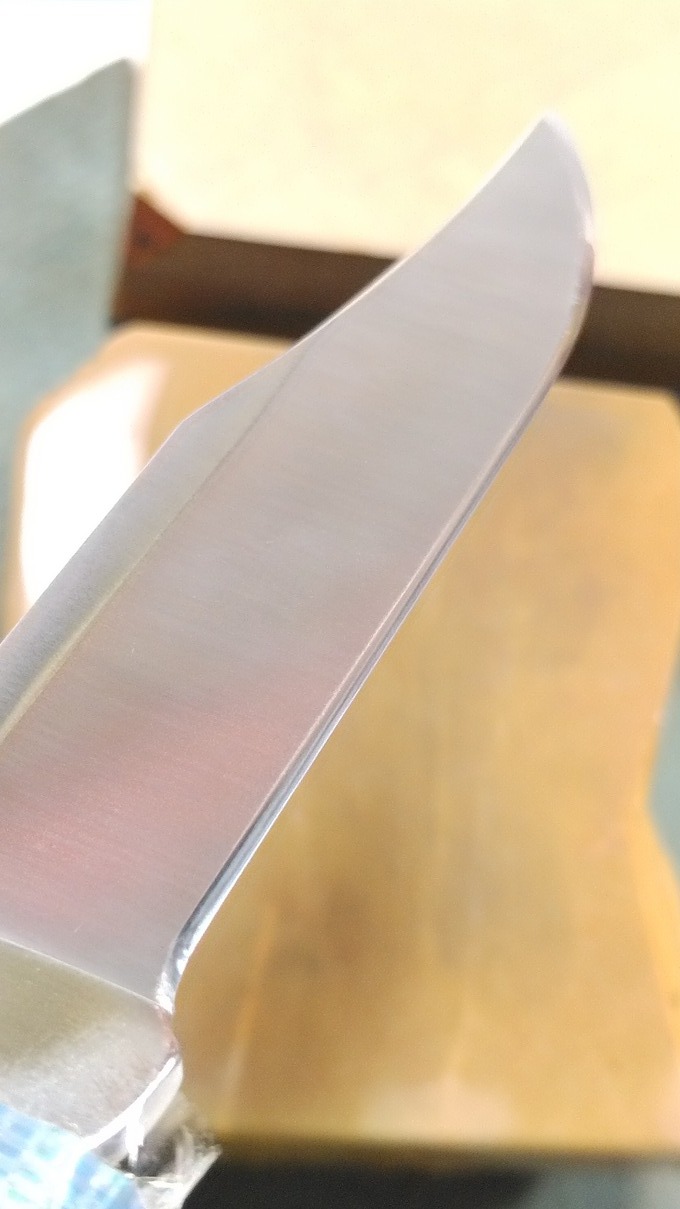
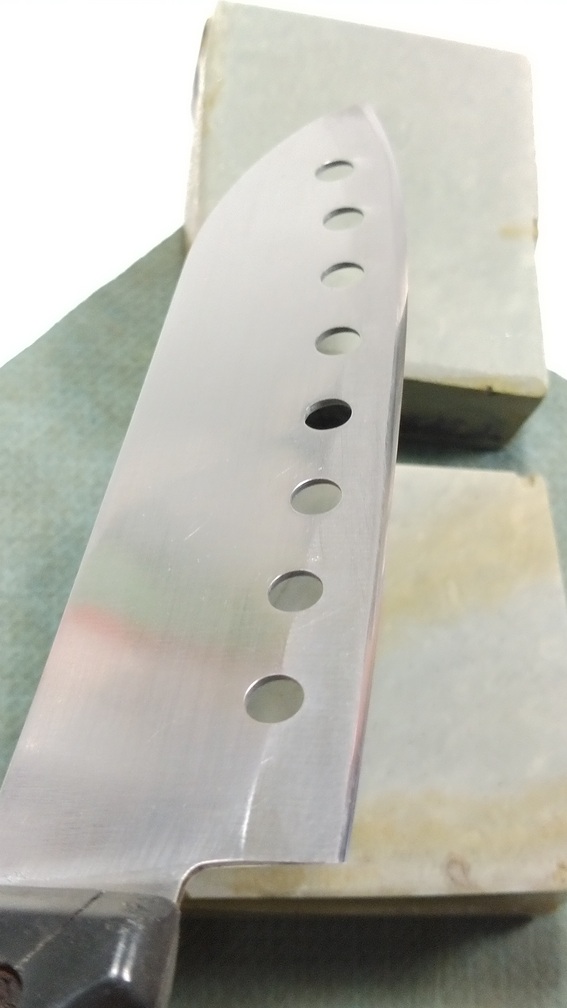
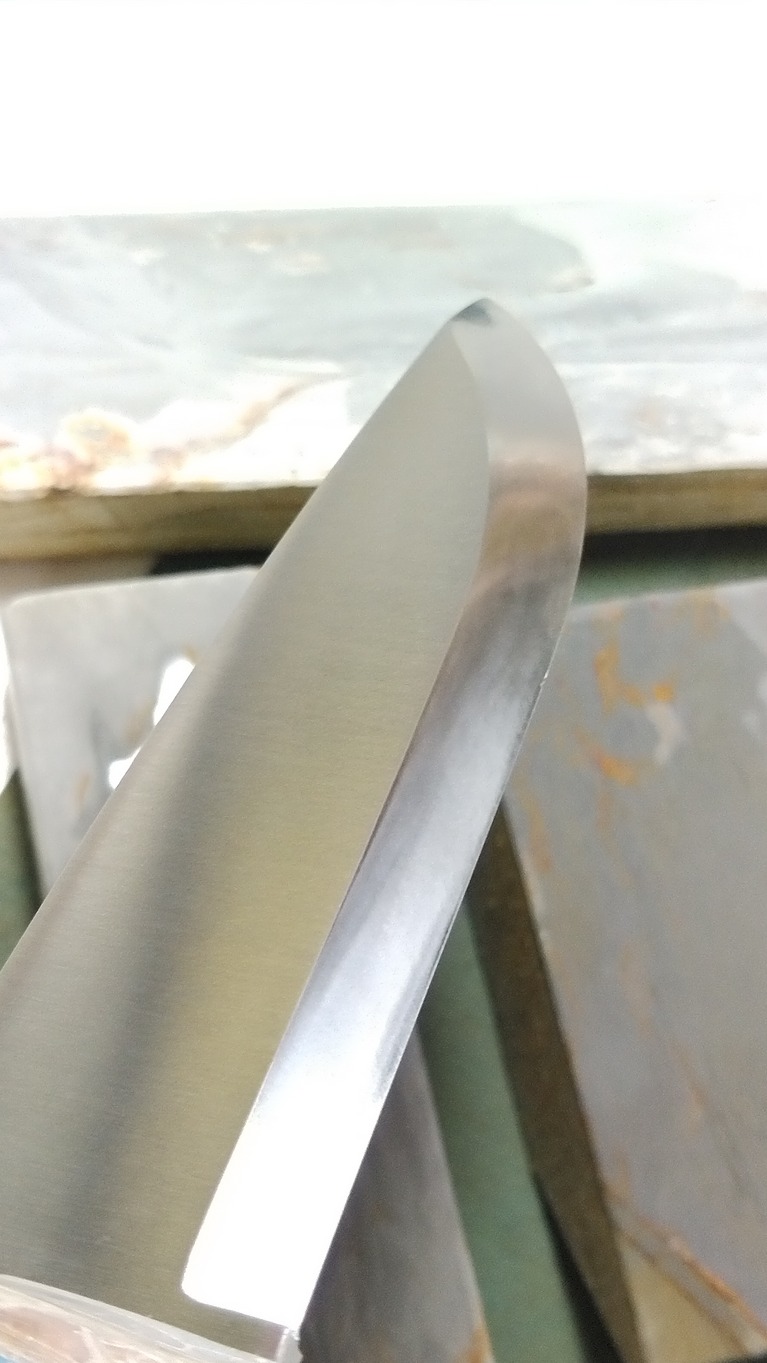
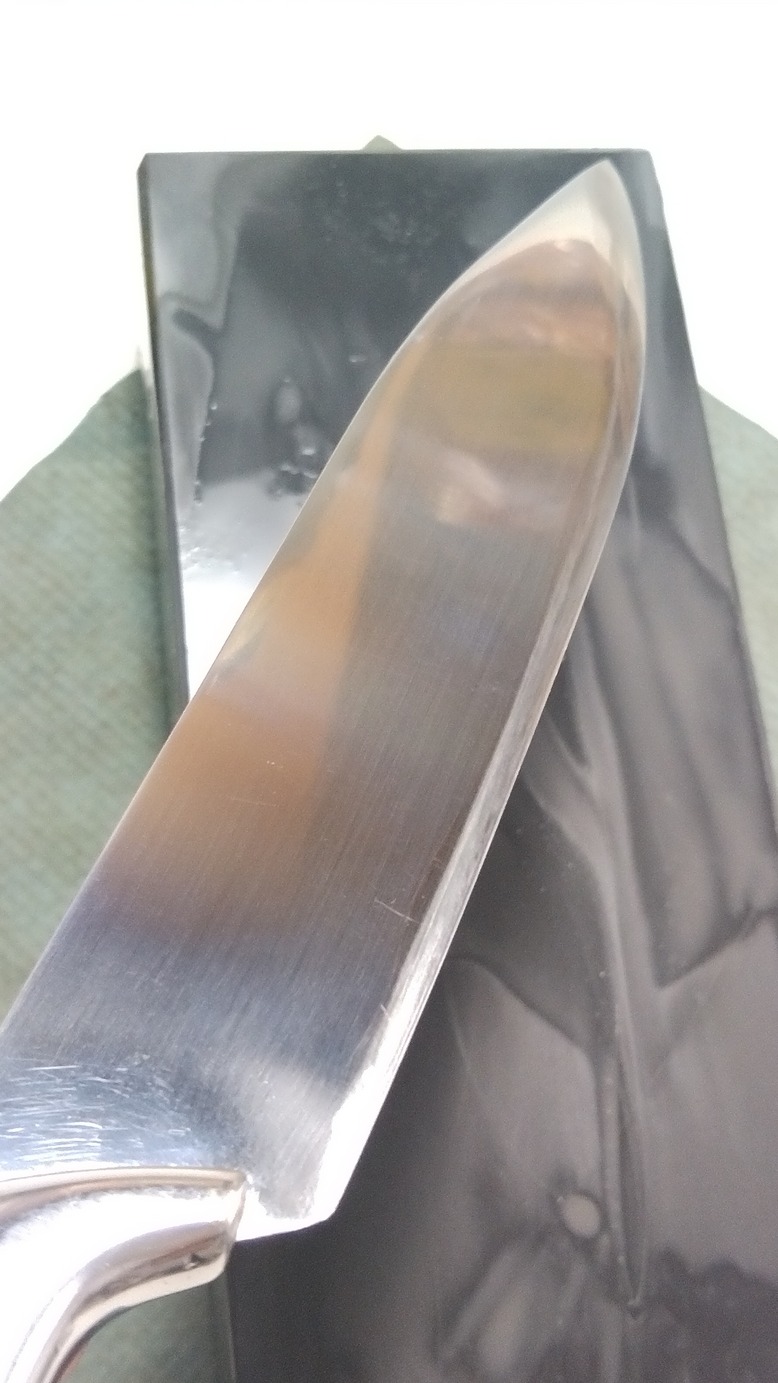
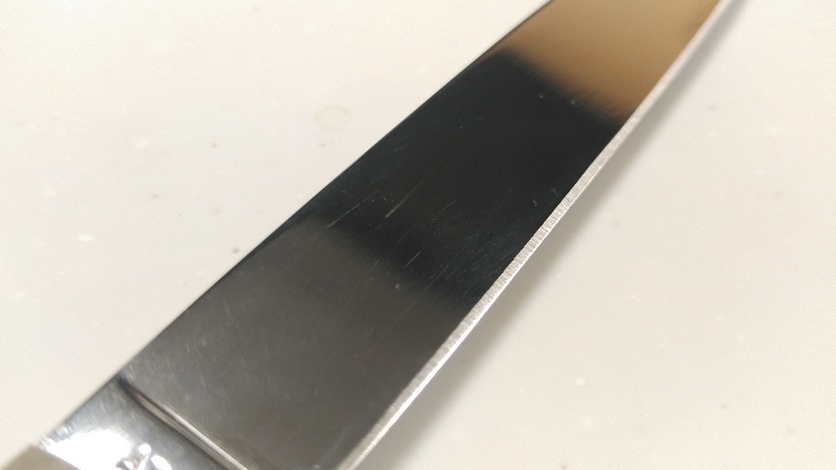
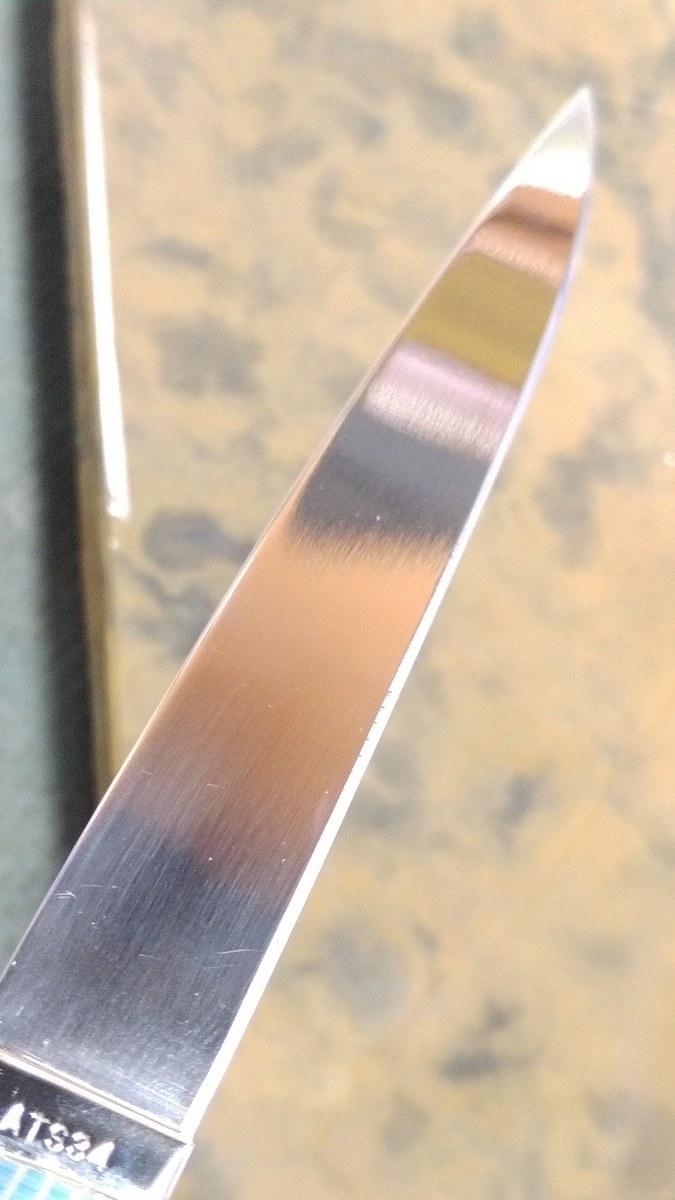
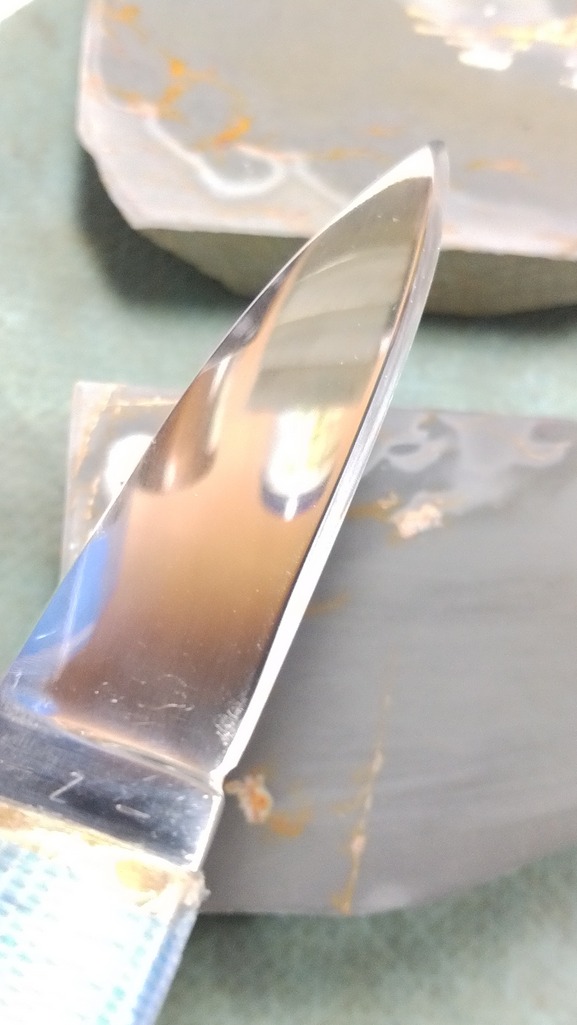
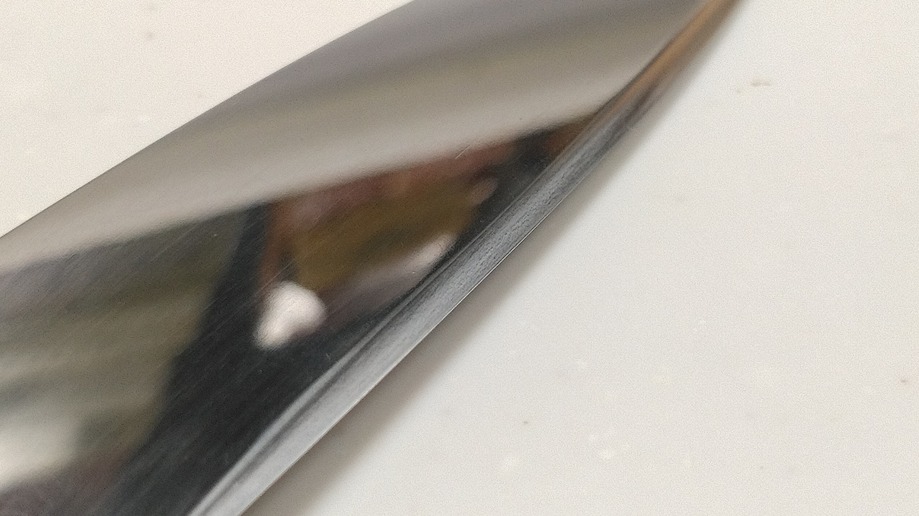
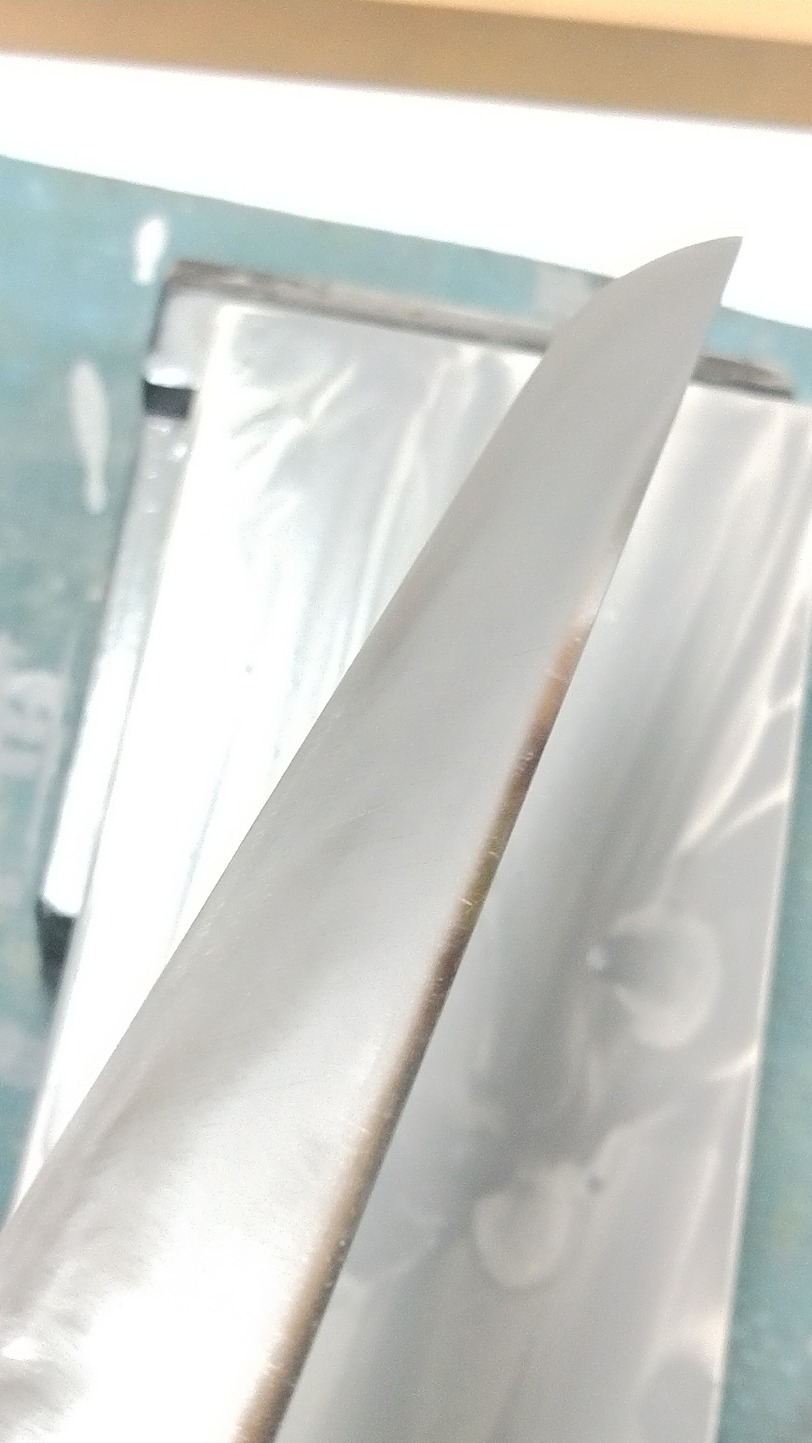
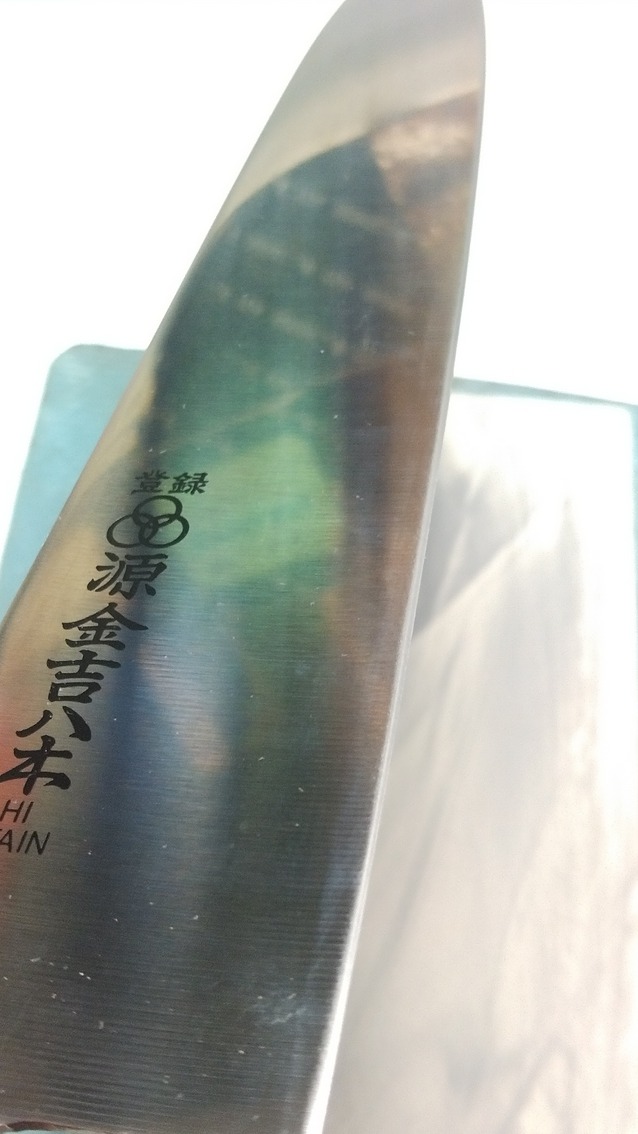
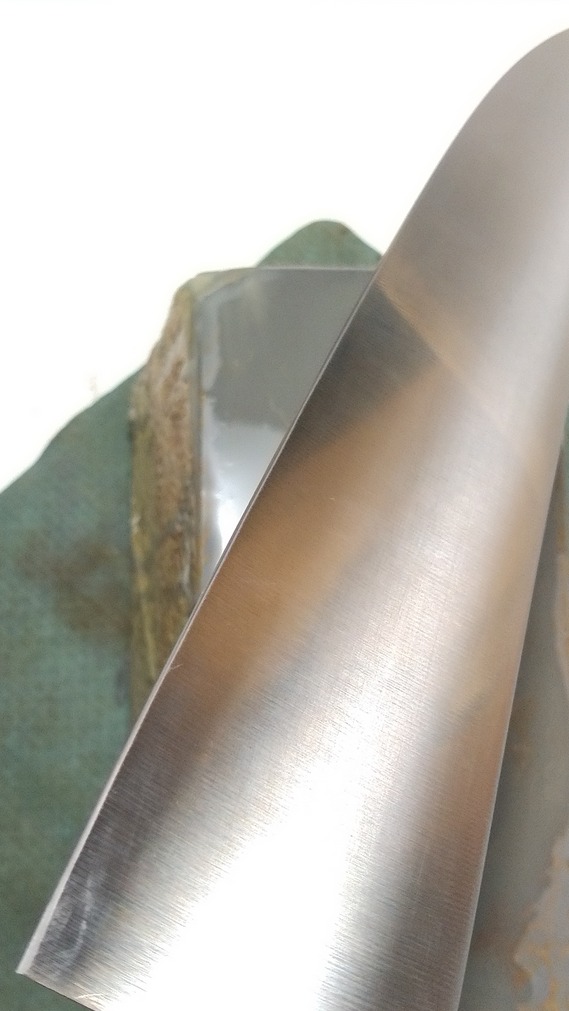
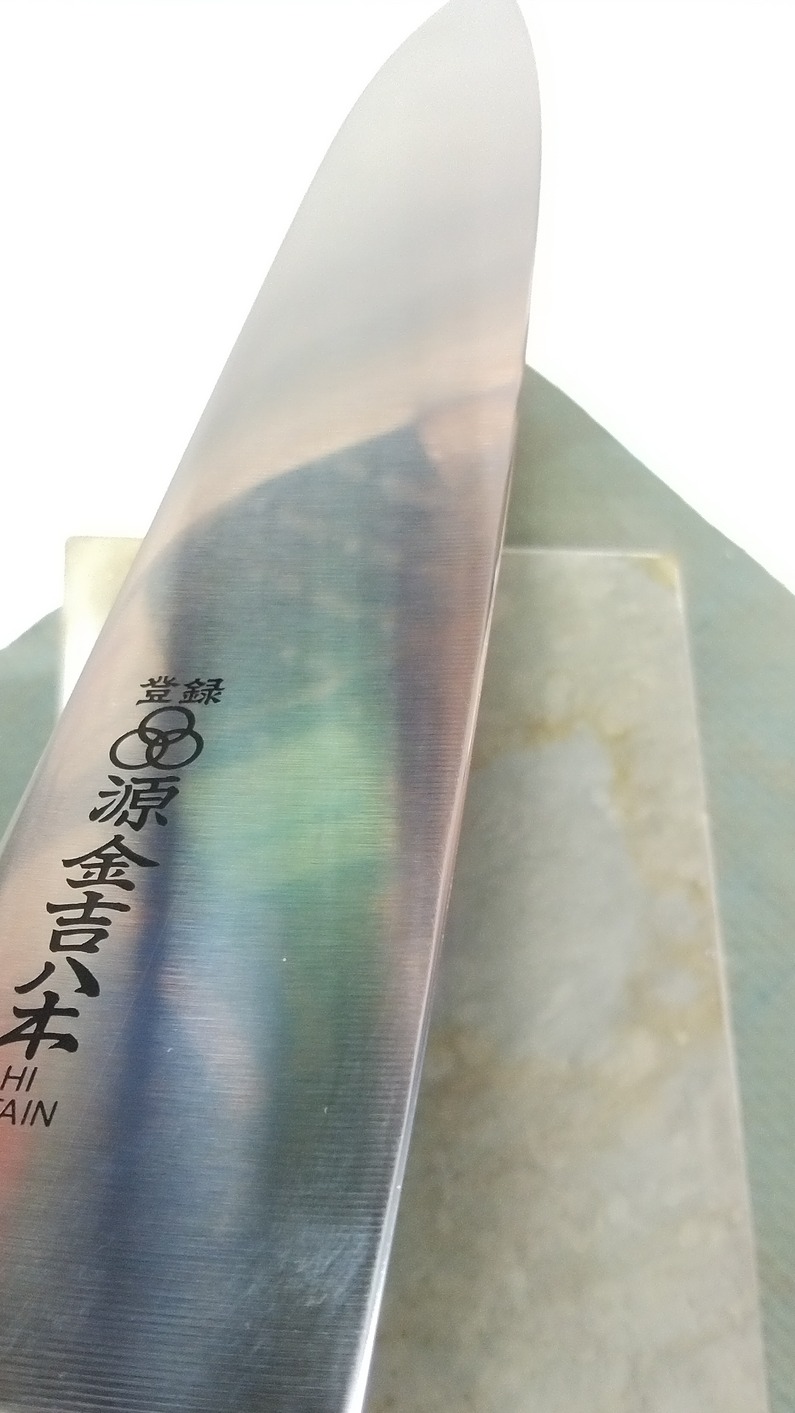
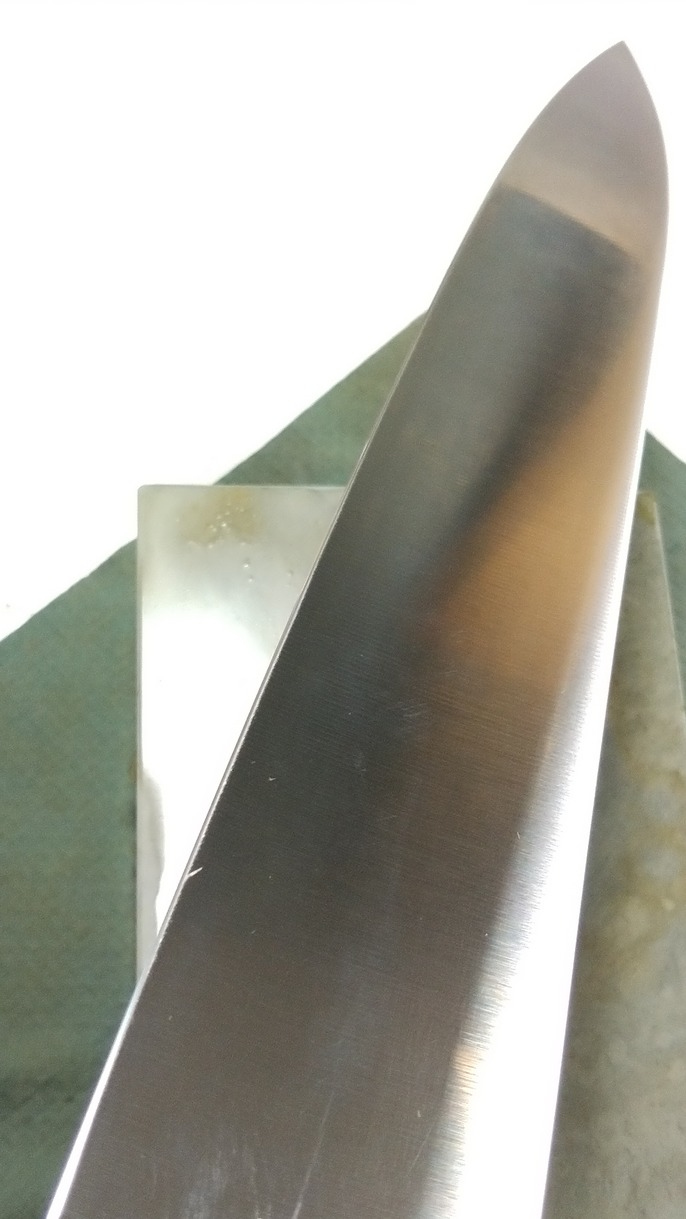
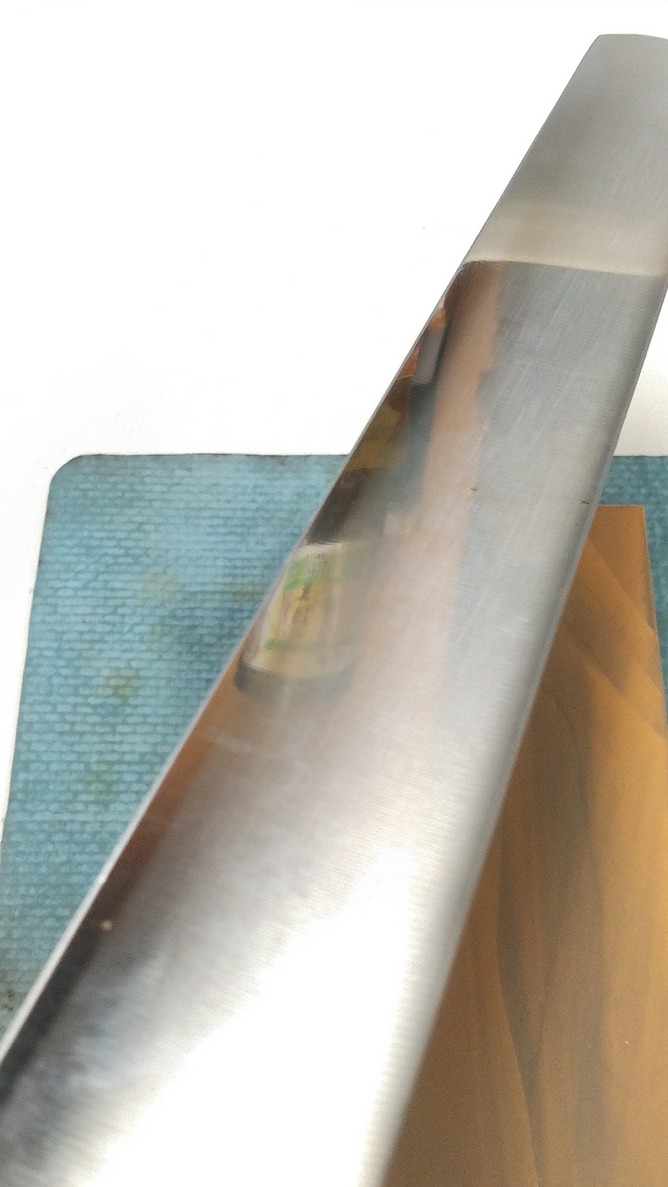
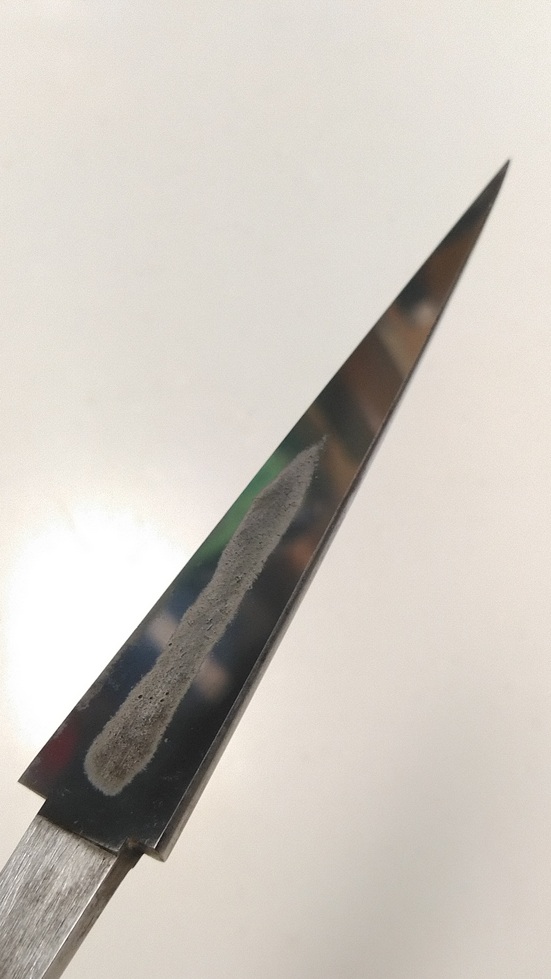
研ぎ後、全体画像。汚れを適度に落とし、側面の傷も或る程度は目立たなくしました。返却後はトマトなどで試し切りをされたとの事ですが、御満足頂けた様子で良かったです。



あと、他にも知人の包丁を預かって来ていましたので、軽く研いで返却する事に。研ぎの不安定さによる変形なら兎も角も通常、結構な錆が発生して居たり、裏梳きが極端に減って居たりする和包丁は、完全な修正を望む場合、メーカーへの送付・刃付け職人への依頼を推奨するのですが・・・「もしも普通に使える程度に研ぎ直しが可能なら頼む」との御依頼でしたので、その方向で試みました。
新しい方の出刃は伯母上からの形見?で、古い二本の和包丁は昔の近隣住民(料理人)が置いて行った物をもらい受けたとかで。使わずに新聞で包んで居る内に、錆が回って来たのを見付けて御依頼に至った流れです。私が通っている稽古会の関西の纏め役であり、御世話に成って居る方からの御申し出の為、御受けした部分も有ります。
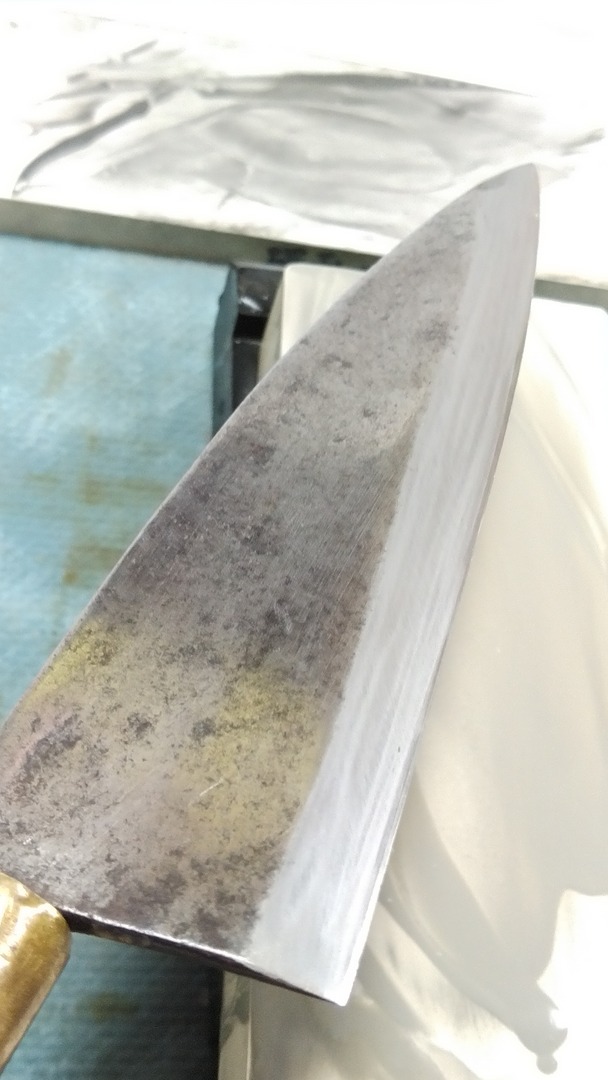
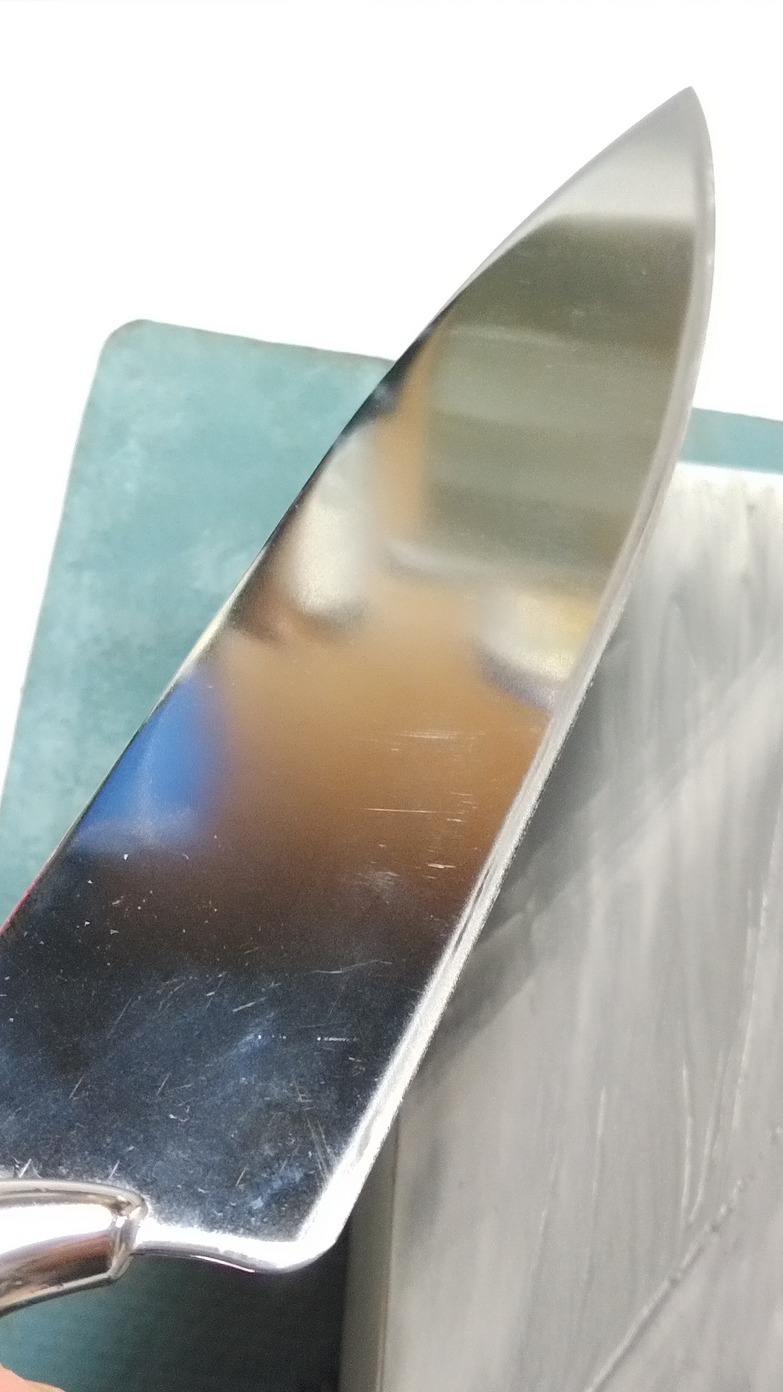
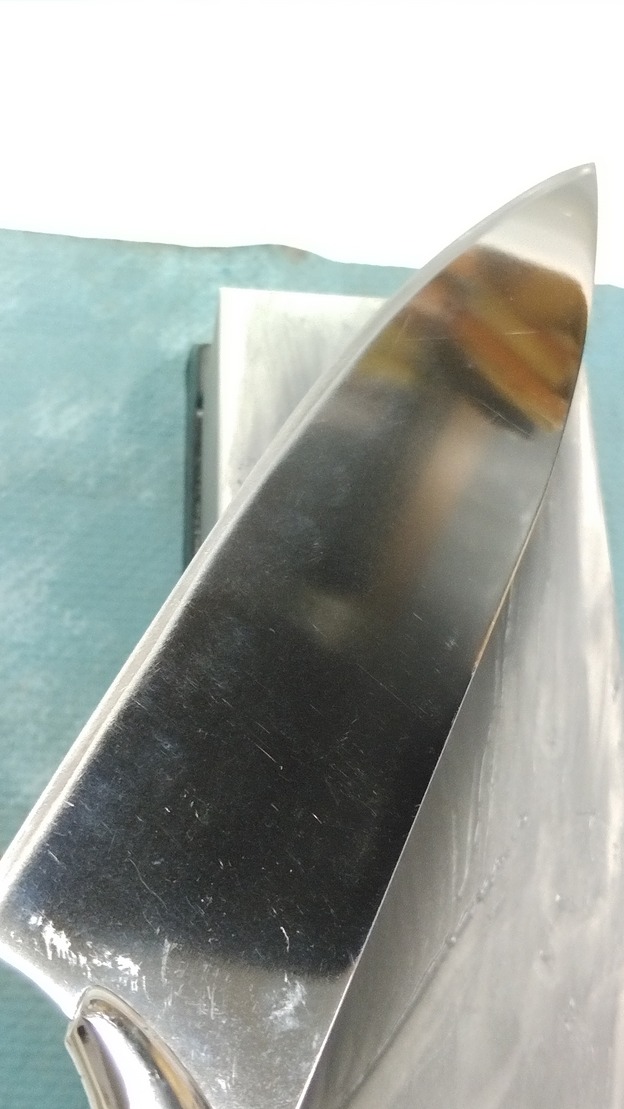
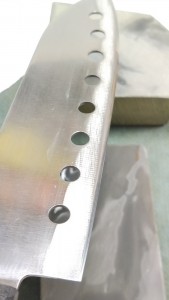
三本の内で、最も新しいと思しき出刃です。使われた形跡は余り無く、刃先の傷みも最小限。錆はソコソコですが。



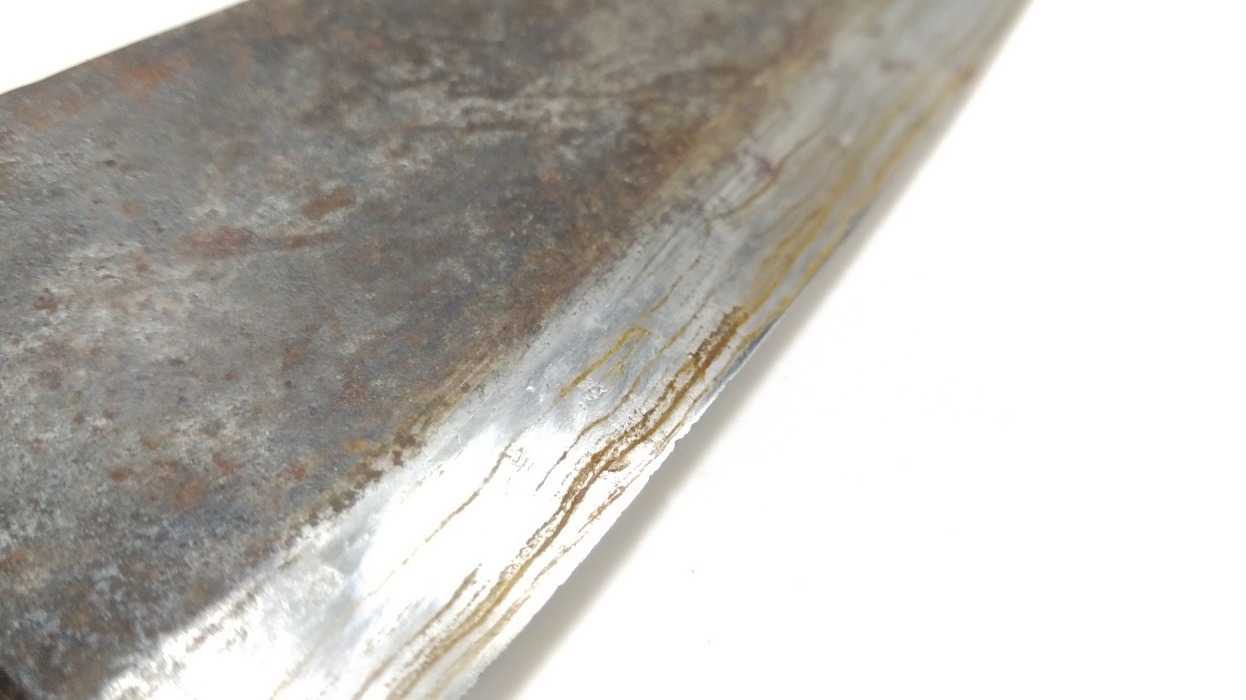
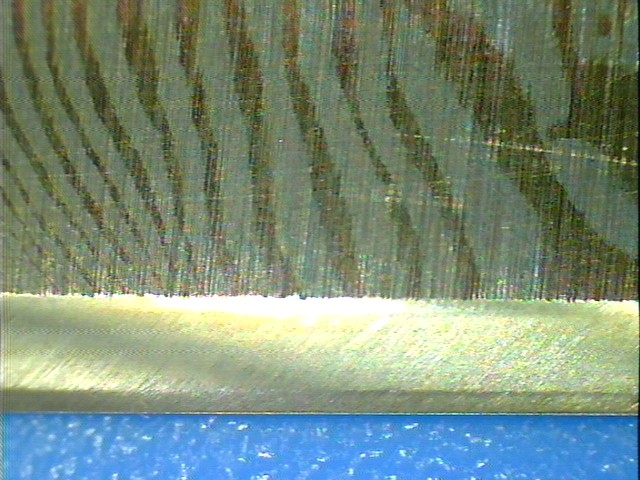
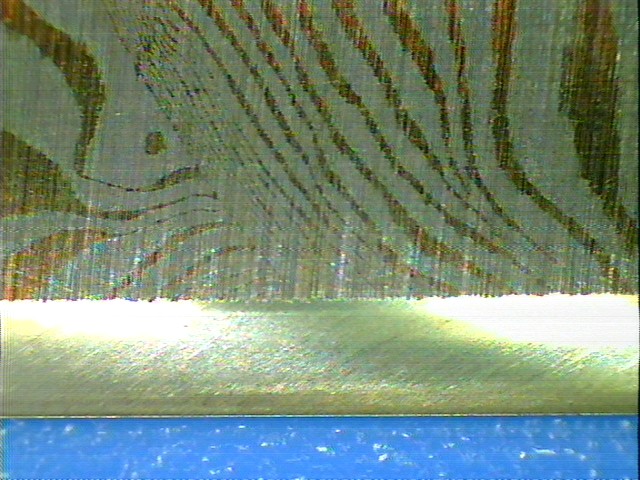
一番古そうな出刃です。下掲の柳もそうなのですが、切り刃の地金部分に縞模様が。鍛流線かと思いきや、層状の様子も観察できますし、錬鉄を想起させる巣が見える事から、極軟鋼とは異なる様です。(その意味から柳の方は、純粋に鍛流線でしょう)
何れにしても古そうな外見ですが、柳の刃金の柔らか目に対し、此方は硬めの焼き入れが為された様子。経年変化(時候効果)で鋼が締まったとするなら、片方のみなのは解せません。
赤錆も厄介ですが、刃線の歪みが出て居ますね。緩いS字と云うか、兎に角、刃元を研がずに中央から先を主に研いで居た事が伺えます。



此方も、刃線の歪みと赤錆が気に成ります。安定している状態と異なり、浸食を続ける錆は落として置くのが重要で。全ての錆を削り落とすと成ると、大幅にサイズダウンを余儀無くされますし、そもそも裏梳きが減る程に刃金を減らしてあると、梳き直しをする削りシロが有るかどうかも問題に成ります。仕立て直して貰うにしても、限界はある訳ですね。



人造の粗砥(150番と320番)から研いで行きます。新しい出刃は、新品時の形状を損なう事無く保っています。従って(所有者曰く「一番、早くて簡単だろう」とのコメントも)、刃先のみの研ぎで用は足りそうに見えるかも知れませんね。しかし新品時が完璧とは限らない、寧ろ改善を要する場合が多いです。
刃体の厚みが一定(テーパーで無い)だったり、刃角が均一だったりすると引き切りで抜けが悪い・押し切りで滑ったりする可能性が高まります。ですので本来は、前述の問題点に対応する研ぎ方が望ましいのですが、今回は丁度?変形気味の研ぎ減りが目立つ出刃との対比が面白い気がしましたので、敢えて刃先のみの研ぎとしました。
勿論、変形した出刃の方は切っ先方向へ向かって切り刃・刃先(刃金部分)のテーパー化・鋭角化を施し、切り比べて貰おうとの趣向です(笑)。
とは言え、小割りの砥石などを用いて切り刃の錆を落とす工程では、切っ先カーブから切っ先までを若干では有りますが、厚み抜き・鋭角化を心掛けて置きました。其れをする前の試し切りで、抜けに関して余りに不足を感じたので。


古い方の出刃では刃線を整えた後、上述通り切り刃・刃先に関して刃持ち・抜けの改善を目的に研ぎ直しました。


出刃の二本もそうなのですが、柳は特に刃金が薄かったので強引に裏の錆を落としにかかれませんでした。従って、錆の痕跡が刃先に出た場合は表が如何に整って居ても、刃先に欠けとして現れてしまいます。


天然では、中硬~やや硬口の各種巣板で形状の追い込みと研ぎ目の微細化(防錆効果も期待出来ます)。その後は中山の巣板各種で仕上げ研ぎ。

何の為、水浅葱を試すと相性も良く仕上がったので、最終仕上げとしました。


柳も同じ工程で仕上げました。




研ぎ上がりです。








週の前半は、こんな感じで知人の包丁を引き取りに行ったり、研ぎ直したりで過ごして居たのですが、直ぐ後で亀岡の天然砥石館に出向く必要が有った為、和包丁三本は一日で仕上げて仮眠をし、そのまま出かけて来ました。次回は、其の辺りの内容に成ります。